
Prensa plegadora CNC
La plegadora CNC es capaz de cumplir con los requisitos de varios productos de lotes pequeños, incluidas láminas delgadas como paredes frontales de automóviles, dinteles de puertas, techos, fondos y marcos de automóviles, así como productos de láminas gruesas.

carpeta CNC
La máquina dobladora CNC está equipada para satisfacer las demandas de una variedad de productos de lotes pequeños, incluidas láminas metálicas delgadas que requieren elevación, como paredes, techos, fondos y marcos de automóviles, así como productos de láminas metálicas de espesor medio.

Fig.1 Prensa plegadora CNC

Fig.2 Carpeta CNC
Principio de funcionamiento de la plegadora CNC y la plegadora.
Principio de funcionamiento de la plegadora.
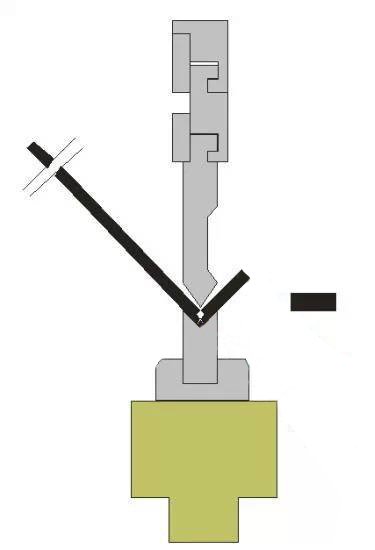
La plegadora tiene su punzón y matriz fijados a las superficies de trabajo superior e inferior, respectivamente. Opera a través del movimiento relativo de la mesa de trabajo, la cual es impulsada por presión hidráulica, y la interacción entre la forma del punzón y la matriz para lograr el doblado de materiales de chapa (ver Figuras 3 y 4).
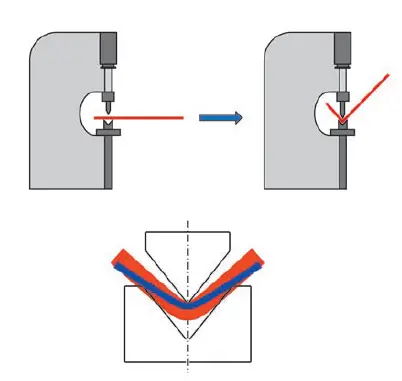
Figura 3. Diagrama de formación de curvatura de plegadora

Fig.4 Fije la curva del freno a la pared del automóvil.
Principio de funcionamiento de la plegadora CNC
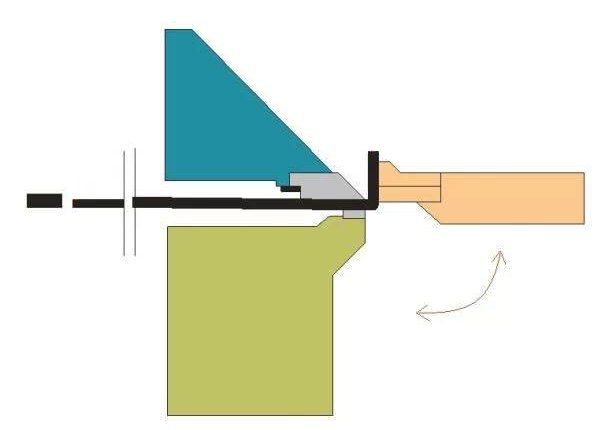
El ariete superior, accionado por un motor, presiona firmemente contra la chapa metálica. La viga de flexión gira hacia arriba para crear la curvatura en productos de chapa metálica (consulte las Figuras 5 y 6).
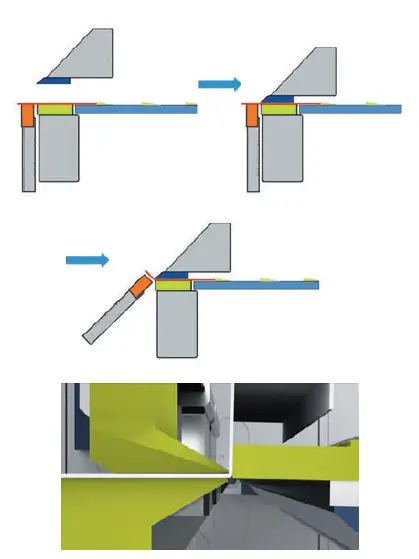
Fig.5 Diagrama de formación de plegado de plegadora CNC

Fig.6 Carpeta de pared de coche plegable CNC
Características de la prensa plegadora F Formation C y de la prensa plegadora CNC
Comparación entre plegadora y plegadora CNC en conformado de chapa:
(1) Diferentes principios de formación
Presione el freno: el ángulo de curvatura se controla ajustando la presión del punzón. Durante el proceso de doblado, el borde corto queda en el interior, por lo que los operadores deben sostener la mayor parte del material desde el exterior. Para doblar piezas pesadas puede ser necesaria la ayuda de dos o más trabajadores.
Pasta CNC: la hoja de metal se coloca plana sobre el banco de trabajo y se presiona la viga del borde hacia abajo para fijar la placa. La viga de flexión se mueve hacia arriba y hacia abajo para realizar operaciones de flexión de bordes. No hay necesidad de intervención manual en el posicionamiento y bridado auxiliar durante todas las operaciones de doblado de bordes.
(2) Diferente precisión de flexión
Prensa plegadora: El control de la precisión dimensional se basa en la precisión de la dimensión del lado corto del posicionamiento del material del tope. Una vez completado el proceso de doblado, cualquier error final afectará el tamaño del espacio interno. Además, debido a que el ángulo de flexión se controla ajustando la presión del punzón superior, el ángulo depende del espesor del material (consulte la Figura 7).
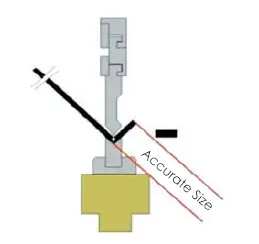
Fig.7 El error de la plegadora se acumula en el tamaño del espacio interno
Plegadora CNC: El control de precisión dimensional toma como referencia el primer filo para su posicionamiento tras el primer plegado. El control de tamaño final es precisamente el tamaño del espacio interno especificado por el cliente. Además, el ángulo de flexión está controlado directamente por el ángulo de flexión y no depende del espesor del material (ver Figura 8).
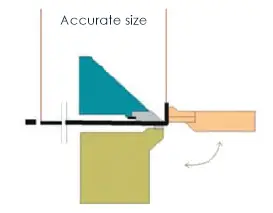
Fig.8 Tamaño del espacio interno del control de plegadora CNC
(3) El problema de los rayones en la superficie del material.
Presionar el freno: Durante el trabajo, el material sufre un movimiento relativo en la matriz inferior, generando hendiduras sin protección superficial. Al doblar una pieza grande, es necesario rotar la superficie varias veces, lo que provoca inevitables rayones en el proceso de doblado.
Plegadora CNC: Durante la operación, la herramienta de viga de presión de bordes y la herramienta de viga de flexión permanecen estacionarias con respecto al material, evitando cualquier daño a la superficie. Al doblar una pieza grande, todo el procesamiento se puede completar en un lado del tablero al mismo tiempo que se coloca horizontalmente, evitando así cualquier daño a la superficie.
(4) Diferentes requisitos para las habilidades del trabajador.
Prensa plegadora: Requiere trabajadores altamente calificados para las operaciones de plegado.
Pegar CNC: la programación se puede realizar visualmente pintando con los dedos o mediante ingenieros utilizando software fuera de línea. El programa de procesamiento también se puede importar mediante USB o conexión de red. Una vez completada la programación, las tareas principales de los trabajadores se simplifican a la alimentación y descarga, y no hay necesidad de dobladores cualificados.
(5) Golpear y morir
Prensa plegadora : Los productos con diferentes espesores y formas requieren diferentes troqueles superiores e inferiores para adaptarse a sus requisitos de doblado específicos. En algunos casos, como en los arcos, puede ser necesario cambiar a una herramienta diferente o transferir el producto a otra máquina, lo que genera un mayor traslado y almacenamiento temporal de productos semiacabados.
Doblado CNC : la viga de borde giratoria y la instalación simultánea de dos juegos de herramientas de viga de borde le permiten realizar todos los procedimientos de doblado en una sola estación. No es necesario cambiar las herramientas para doblar en arco circular u otros requisitos especiales de doblado, solo modificar el procedimiento.
(6) Muere la vida
Presione el freno : Debido al movimiento relativo de la pieza de trabajo entre el punzón y el troquel, el utillaje experimentará desgaste, lo que requerirá mantenimiento o reemplazo.
Pasta CNC : Al evitar el movimiento relativo entre el material y la herramienta, la herramienta se puede utilizar durante mucho tiempo con un desgaste mínimo, extendiendo enormemente su vida útil.
(7) Sistema activado
Presione el freno : el sistema de accionamiento hidráulico requiere más mantenimiento y es susceptible a factores ambientales.
Plegadora CNC : el diseño de accionamiento totalmente eléctrico reduce el mantenimiento y no se ve afectado por el medio ambiente, lo que resulta en una mayor precisión de plegado.
(8) Desventajas de la plegadora CNC
- El radio de curvatura de la plegadora es mayor que el de la plegadora debido a diferencias en los principios de curvatura.
- Las piezas con ambos lados hacia abajo no se pueden procesar debido a las restricciones impuestas por la plataforma de soporte.
- El tamaño de la pieza está limitado por el área de compresión del punzón superior, por lo que no se pueden procesar piezas más pequeñas que el tamaño del área de compresión.
- La máquina dobladora es más eficiente que la máquina dobladora.
- La plegadora tiene características estructurales y una amplia gama de opciones de herramientas que facilitan la creación de formas complejas, mientras que la plegadora es menos flexible en comparación.
- Las máquinas dobladoras de bordes se utilizan ampliamente en Europa y Estados Unidos, mientras que los países del Sudeste Asiático generalmente adoptan las máquinas dobladoras de bordes debido a la influencia de los conceptos de procesamiento tradicionales japoneses.
Prensa plegadora vs plegadora
En los últimos años, el 30% de las fábricas de chapa en Europa y Estados Unidos han expresado su voluntad de invertir en el uso de máquinas curvadoras en lugar de plegadoras para fabricar curvas. Esto se debe principalmente a que el funcionamiento de las máquinas curvadoras es más cómodo y ofrecen numerosas ventajas como equipos de curvatura.
Aunque ambos tipos de equipos tienen sus propias características, los compararé según sus principios de funcionamiento para su referencia.
Presione el freno:
Durante todo el proceso de plegado, el operador debe sujetar manualmente la chapa y posicionarla mediante el tope trasero. Este método no es seguro para los operadores que manipulan láminas grandes y pesadas, ya que el peso de la lámina puede hacer que el ángulo de curvatura sea mayor. También resulta difícil para un solo operador doblar piezas grandes.
El ángulo de flexión está determinado por la profundidad del troquel superior en el troquel inferior, e incluso una pequeña desviación en el espesor de la placa puede dar como resultado un ángulo de flexión inconsistente. Los diferentes espesores de lámina requieren diferentes configuraciones de punzones y matrices.
La instalación y puesta en marcha de la máquina requiere conocimientos profesionales y un largo tiempo de puesta en marcha. Además, el coste de compra, sustitución y mantenimiento de moldes es elevado. El ancho máximo de flexión está limitado por la vertical.
El uso de una plegadora puede ser más complejo y requiere trabajadores capacitados y calificados. Cada paso del proceso también requiere un ciclo de trabajo más largo y la precisión de repetición de la pieza depende de la habilidad y la tecnología del operador.
Plegadora:
- En el proceso de doblado, el material de la lámina se coloca en la mesa de trabajo del tope posterior para asegurar la distancia de doblado correcta y fijar la placa.
- Al utilizar el modo manual, la seguridad del operador mejora significativamente.
- Pequeñas variaciones en el espesor de la lámina no afectarán la precisión del plegado.
- Doblar placas de diferentes espesores no requiere reemplazo del molde.
- Los requisitos de calificación del operador son bajos.
- Este método proporciona una alta eficiencia de flexión.
| No. | Características de la plegadora | Características de la máquina plegadora |
| 1 | Las piezas grandes requieren múltiples operadores. | Las piezas grandes sólo requieren uno o dos operadores. |
| dos | El frenado puede causar abolladuras. | Completamente libre de marcas de pliegues y mellas en materiales sensibles a la superficie. |
| 3 | Los errores de tamaño de pliegue se acumulan en el pliegue final. | El primer doblez corrige el tamaño de corte de la hoja, asegurando dimensiones internas precisas. |
| 4 | Se requieren diferentes herramientas para diversos requisitos de flexión. | Una máquina herramienta plegadora universal satisface la mayoría de las necesidades de plegado. |
| 5 | La precisión de flexión está relacionada con el espesor del material. | La precisión del ángulo de flexión es independiente del espesor del material. |
| 6 | La calidad del plegado depende del nivel de habilidad del operador. | No se requieren operadores calificados; la propia máquina garantiza la precisión del plegado. |
| 7 | Existen riesgos de seguridad al doblar piezas grandes y pesadas. | El procesamiento plano de grandes láminas de metal elimina la necesidad de soporte y riesgos de seguridad. |
| 8 | Las herramientas para doblar están sujetas a desgaste. | Herramientas para doblar y fijar vigas con una vida útil de hasta 20 años. |
| 9 | Configurar y ajustar los parámetros es un desafío y es imposible simular efectos de flexión. | Sistema de control gráfico chino para simulación completa de efectos de flexión, lo que ves es lo que obtienes. |
| 10 | Ciertos procesos de plegado son difíciles de completar con una plegadora. | Algunos procesos, como el arco y el doblado del fondo, son demasiado simples para una plegadora. |
| 11 | Los tamaños de corte de material incorrectos pueden provocar desperdicios. | La tolerancia del tamaño de corte se desplaza a bordes menos críticos, compensando las desviaciones del tamaño de corte. |
| 12 | Una precisión de flexión insuficiente aumenta las cargas de trabajo posteriores de soldadura y rectificado. | El doblado de alta precisión reduce las horas de mano de obra para la posterior soldadura y rectificado. |
| 13 | Se requieren varias plegadoras para diferentes procesos de plegado de una sola pieza. | Combinada con vigas de sujeción invertidas y funciones de doblado hacia arriba y hacia abajo, una máquina puede completar todos los procesos de doblado. |
| 14 | El uso de un sistema hidráulico aumenta el trabajo de mantenimiento. | La plegadora utiliza un sistema de accionamiento totalmente eléctrico, lo que reduce significativamente la carga de trabajo de mantenimiento. |







