
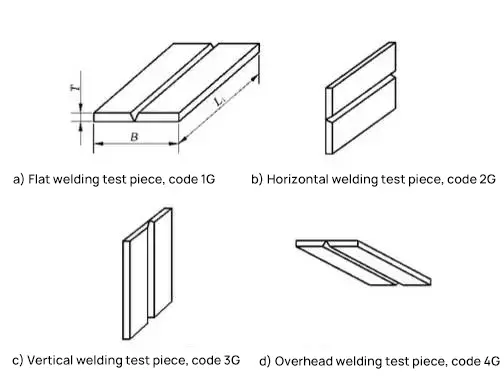
La posición de soldadura se refiere al posicionamiento relativo de la pieza de trabajo en el equipo de soldadura durante la operación de soldadura. Hay cuatro tipos básicos de posiciones de soldadura: plana, horizontal, vertical y aérea. Cada puesto de soldadura tiene requisitos operativos y precauciones específicos.
Posición plana: Esta es la posición de soldadura más común, adecuada para la mayoría de escenarios de soldadura. La soldadura realizada en esta posición se llama soldadura plana.
Posición horizontal: esta posición se utiliza normalmente cuando es necesario observar o manipular la costura de soldadura desde un lado. En la soldadura horizontal, la selección del ángulo y la corriente del electrodo es particularmente importante para garantizar la calidad de la costura de soldadura.
Posición vertical: La soldadura vertical implica colocar la pieza de trabajo en posición vertical para soldar. Esta posición es adecuada para soldar materiales largos y lineales, como tuberías. En la soldadura vertical, la selección de electrodos y el ajuste de los parámetros de soldadura son cruciales para garantizar la calidad de la soldadura.
Posición aérea: La soldadura aérea es una posición en la que la soldadura se realiza desde debajo de la costura de soldadura, lo que la convierte en una posición desafiante ya que el operador necesita alinear la costura de soldadura desde arriba. Durante la soldadura aérea, la corriente de soldadura debe ser entre un 10% y un 15% menor que durante la soldadura plana, y se debe utilizar una operación de arco corto.
Al elegir una posición de soldadura, se deben considerar factores como el espesor de la soldadura, el número de capas de soldadura y el tipo de junta. Por ejemplo, al soldar transistores de alta potencia, es posible que se requiera atención especial para garantizar la inserción adecuada de la posición del conductor y se debe minimizar el tiempo de soldadura para una mejor disipación del calor.

Tipos de posición de soldadura
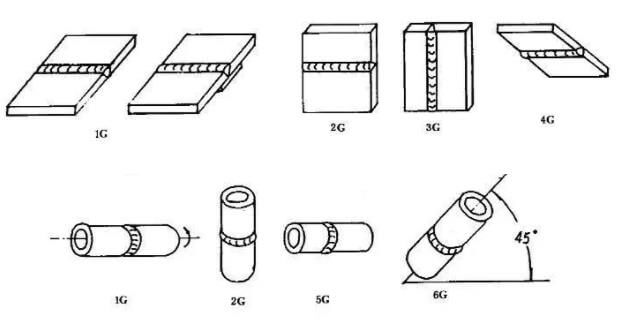
Las posiciones de las soldaduras de ranura se clasifican en 1G, 2G, 3G, 4G, 5G y 6G, que representan respectivamente soldadura plana, soldadura horizontal, soldadura vertical, soldadura suspendida, soldadura fija horizontal de tuberías y soldadura fija de tuberías inclinada a 45°.
Soldadura a tope de placas:
- (1) Posición plana, denominada 1G;
- (2) Posición horizontal, denominada 2G;
- (3) Posición vertical, denominada 3G;
- (4) Posición aérea, denominada 4G.
Soldadura a tope de tuberías:
- (1) Rotación horizontal, denominada 1G;
- (2) Posición fija vertical, denominada 2G;
- (3) Posición fija horizontal, denominada 5G, 5GX;
- (4) Posición fija de 45 grados, indicada como 6G, 6GX.
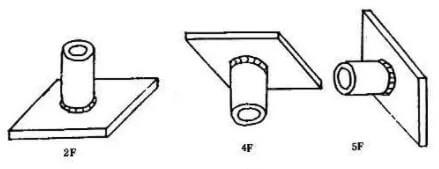
Soldadura a tope entre tubo y placa:
- (1) Rotación horizontal, denominada 2FRC;
- (2) Posición fija vertical, soldadura plana, denominada 2FG;
- (3) Posición fija vertical, soldadura suspendida, indicada como 4FG;
- (4) Posición fija horizontal, designada como 5FG;
- (5) Posición fija de 45 grados, denominada 6FG.
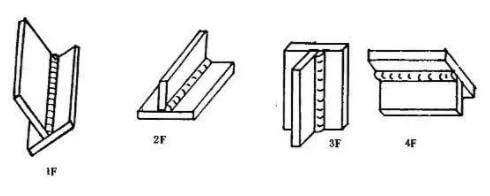
Soldadura de filete de placa:
Las soldaduras de filete de placas se clasifican en 1F, 2F, 3F y 4F, y representan soldadura tipo barco, soldadura horizontal, soldadura vertical y soldadura aérea, respectivamente.
Las soldaduras de placa de tubería o de filete se clasifican como 1F, 2F, 2FR, 4F y 5F, lo que representa soldadura rotativa de 45 grados, soldadura transversal (con el eje del tubo vertical), soldadura rotativa horizontal con eje del tubo y soldadura horizontal por encima de la cabeza fijada al tubo. eje, respectivamente.
Soldadura de pasadores:
- (1) Posición plana, denominada 1S;
- (2) Posición horizontal, denominada 2S;
- (3) Posición aérea, denominada 4S.
- Según AWS, la posición plana se indica como F, la posición horizontal se indica como H, la posición vertical se indica como V y la posición elevada se indica como OH.
1g, 2g, 3g, 4g, 5g, 6g Posición de soldadura explicada
1. Soldadura plana (1G)
1 G es soldadura plana

Características de soldadura 1G:
La soldadura por fusión de metales depende principalmente de su propio peso para fluir hacia el baño de soldadura.
La forma y composición del baño fundido son sencillas de mantener y controlar.
Cuando se suelda metal con el mismo espesor de placa, la corriente de soldadura requerida para la soldadura plana es mayor en comparación con otras posiciones de soldadura, lo que conduce a una mayor eficiencia de producción.
Sin embargo, la escoria y el charco fundido son propensos a mezclarse, particularmente cuando se sueldan soldaduras de filete planas, lo que hace que la escoria avance fácilmente y forme inclusiones de escoria.
Los electrodos ácidos pueden dificultar la distinción entre escoria y charco fundido, mientras que los electrodos alcalinos brindan claridad.
Los parámetros y técnicas de soldadura incorrectos pueden provocar defectos como formación de cordones, socavados y deformaciones de la soldadura.
Al soldar por un lado, si la parte posterior se forma libremente, la primera soldadura puede presentar problemas como una penetración desigual o una mala formación de la parte posterior.
Puntos clave de la soldadura 1G:
Según el espesor de la placa, se puede seleccionar una varilla de soldadura con un diámetro mayor y una corriente de soldadura más alta.
Al soldar, el electrodo y la soldadura deben formar un ángulo de 60-80 °, y se debe controlar la separación de la escoria y el metal líquido para evitar la formación de escoria.
Para espesores de placa ≤6 mm, generalmente se debe usar una ranura Tipo I para soldadura a tope plana, y se debe usar un electrodo de 3,2 a 4 mm de diámetro con una técnica de soldadura de arco corto para soldadura frontal de penetración que alcance 2/3 del espesor de la placa.
Antes de seguir sellando, no se puede limpiar la raíz excepto en estructuras importantes, pero sí hay que limpiar la escoria y la corriente puede ser mayor.
Si hay confusión entre la escoria y el metal del charco fundido en la soldadura a tope plana, extienda el arco, incline el electrodo hacia adelante y empuje la escoria detrás del charco fundido para evitar la inclusión de escoria.
Para soldadura horizontal e inclinada se debe realizar soldadura ascendente para evitar la inclusión de escoria y evitar el avance del baño de soldadura.
Cuando se utiliza soldadura multicapa y de múltiples pasadas, considere el número de pasadas de soldadura y la secuencia de soldadura, sin que cada capa supere los 4-5 mm.
Para juntas en T, filetes y juntas soldadas de ángulo plano superpuestas, si el espesor de las dos placas es diferente, se debe ajustar el ángulo del electrodo para dirigir el arco hacia un lado de la placa más gruesa para garantizar un calentamiento uniforme de las dos placas.
Selección correcta del método de transporte de tiras.
(1) Para espesores de soldadura menores o iguales a 6 mm, se utiliza soldadura a tope plana con ranura en I.
La soldadura bilateral debe emplear el transporte lineal de tiras hasta la cara de soldadura, a un ritmo ligeramente lento.
La soldadura posterior también debe utilizar transporte de tira lineal, con una corriente de soldadura ligeramente mayor y una velocidad más rápida.
(2) Para espesores de chapa inferiores o iguales a 6 mm, se puede utilizar soldadura multicapa o soldadura multicapa cuando se utilizan otras formas de ranura.
La primera capa de soldadura de respaldo debe utilizar electrodo de baja corriente, soldadura de electrodo estándar de baja corriente y lineal o dentada.
Al soldar la capa de relleno, se pueden seleccionar electrodos con mayor diámetro y soldadura por arco corto con mayor corriente de soldadura.
(3) Para la soldadura de filete plano de junta en T con un tamaño de pata inferior a 6 mm, se puede elegir la soldadura de una sola capa y se pueden utilizar métodos de transporte lineal, anillo oblicuo o tira de dientes de sierra.
Para tamaños de patas de soldadura más grandes, se debe utilizar soldadura multicapa o soldadura multicapa de múltiples pasadas.
El método de transporte de tiras lineal se emplea para la soldadura de respaldo, y se puede elegir el transporte de tiras con dientes de sierra inclinados o con anillos inclinados para la capa de relleno.
(4) La soldadura multicapa y de múltiples pasadas generalmente debe utilizar el método de soldadura de tira lineal.
2. Soldadura horizontal (2G)
2G es soldadura horizontal


Características de soldadura 2G:
El metal fundido puede caer fácilmente en la ranura debido a su propio peso, provocando defectos de corte en la parte superior y cordones de soldadura desgarrados o defectos de penetración incompleta en la parte inferior.
Separar el metal fundido y la escoria es relativamente fácil, similar a la soldadura vertical.
Puntos clave de la soldadura 2G:
La ranura tipo V o tipo K se usa generalmente para soldadura a tope horizontal, y para juntas a tope con un espesor de placa de 3 a 4 mm, ambos lados se pueden soldar usando ranura tipo I.
Se debe seleccionar un electrodo de pequeño diámetro y la corriente de soldadura debe ser menor que la utilizada para la soldadura plana. La operación de arco corto puede controlar mejor el flujo de metal fundido.
Para soldar chapas gruesas se debe adoptar soldadura multicapa y multipasada, además de soldaduras de soporte.
Cuando se utiliza soldadura multicapa y multipasada, se debe prestar especial atención al control de la distancia de superposición entre pasadas de soldadura. Cada soldadura de traslape debe comenzar 1/3 de la soldadura anterior para evitar irregularidades.
Se debe mantener el ángulo apropiado del electrodo según la situación específica y la velocidad de soldadura debe estar ligeramente bloqueada y uniforme.
Se debe utilizar el método de transporte de tiras correcto:
(1) Para la soldadura a tope horizontal tipo I, la soldadura frontal se realiza mejor utilizando el método alternativo de transporte de tira lineal.
Para piezas más gruesas se debe utilizar una tira anular lineal o pequeña inclinada y una tira lineal en la parte posterior. La corriente de soldadura se puede aumentar en consecuencia.
(2) Para otras soldaduras a tope con ranuras horizontales, si el espacio es pequeño, se puede utilizar el transporte de tiras rectas para la soldadura a tope.
Si el espacio es grande, la capa de soporte debe usar un transporte de tira lineal alternativo, y otras capas pueden usar un transporte de tira de anillo inclinado durante la soldadura multicapa. El transporte de tiras lineal se debe utilizar durante la soldadura multicapa y de múltiples pasadas.
3. Soldadura vertical (3G)
3G es soldadura vertical

Características de la soldadura 3G:
El metal fundido y la escoria se separan fácilmente debido a la gravedad, lo que puede provocar defectos como cordones de soldadura, socavaduras e inclusión de escoria.
La alta temperatura del baño fundido hace que el metal fluya hacia abajo, lo que provoca una soldadura desigual.
Puede ocurrir una penetración incompleta en la raíz de las soldaduras de juntas en T y es más fácil controlar el grado de penetración.
Sin embargo, la productividad de la soldadura es menor en comparación con la soldadura plana.
Puntos clave de la soldadura 3G:
Mantenga el ángulo correcto del electrodo;
La soldadura vertical hacia arriba se usa comúnmente en la producción, y se debe usar una varilla de soldadura especializada para la soldadura vertical hacia abajo para garantizar la calidad.
La corriente de soldadura para soldadura vertical hacia arriba es de 10 a 15% menor que para soldadura plana, y se debe seleccionar un diámetro de electrodo más pequeño (menos de 4 mm).
La soldadura por arco corto se utiliza para reducir la distancia entre la transferencia de gotas y el baño de soldadura.
Adopte el método correcto de transporte de las tiras.
(1) Cuando se suelda verticalmente hacia arriba en una junta a tope con ranura en T (comúnmente utilizada para placas delgadas), se utilizan comúnmente métodos de transporte de tiras lineales, dentados y en forma de media luna. La longitud máxima del arco no debe exceder los 6 mm.
(2) Para otras formas de soldadura a tope con ranura vertical, la primera capa de soldadura generalmente emplea soldadura rota, soldadura en forma de media luna con un pequeño saliente y soldadura de tira triangular. Las capas siguientes se pueden transportar en forma de media luna o de diente de sierra.
(3) Durante la soldadura vertical de juntas en T, el electrodo debe tener un tiempo de residencia adecuado en ambos lados y en las esquinas superiores de la soldadura, y la amplitud de oscilación del electrodo no debe ser mayor que el ancho de la soldadura. La operación de transporte de electrodos es similar a la soldadura vertical de otras formas de ranura.
(4) Al soldar la capa de cobertura, la forma de la superficie de soldadura dependerá del método de transporte de la tira. Se puede usar una tira en forma de media luna si se requiere una calidad de superficie ligeramente mayor, mientras que se puede usar un método de transporte de tiras en forma de diente de sierra para una superficie plana (la forma cóncava media está relacionada con el tiempo de permanencia).
4. Soldadura aérea (4G)
4G es soldadura aérea

Características de soldadura 4G:
El metal fundido cae debido a la gravedad y controlar la forma y el tamaño del charco fundido es un desafío.
El transporte de las tiras es difícil y no se consigue fácilmente una superficie de soldadura plana.
Se observan comúnmente defectos como inclusión de escoria, penetración incompleta, cordón de soldadura y mala formación de soldadura. Las salpicaduras y la difusión del metal de soldadura fundido pueden provocar accidentes por quemaduras.
La soldadura aérea es menos eficiente en comparación con otras posiciones de soldadura.
Puntos clave de la soldadura 4G:
Para soldadura a tope aérea, cuando el espesor de soldadura es ≤ 4 mm, se debe utilizar ranura tipo I, se debe seleccionar un electrodo de 3,2 mm y la corriente de soldadura debe ser moderada.
Cuando el espesor de la soldadura sea ≥ 5 mm, se debe utilizar soldadura multicapa y multipasada.
Para la soldadura aérea de juntas en T, se debe usar soldadura de una sola capa cuando el tramo de soldadura sea inferior a 8 mm, y se debe usar soldadura multicapa y de múltiples pasadas cuando el tramo de soldadura sea superior a 8 mm.
Se debe seleccionar el método correcto de transporte de tiras según la situación específica:
(1) Cuando el tamaño de la pata de soldadura es pequeño, se debe utilizar un transporte de tira alternativo lineal o lineal y se debe completar la soldadura de una sola capa.
Cuando el tamaño de la pata de soldadura es grande, se puede utilizar soldadura multicapa o transporte de tiras de soldadura multicapa y de múltiples pasadas.
La primera capa debe transportarse mediante un transporte de tiras lineales, y las capas posteriores pueden utilizar un transporte de tiras triangulares inclinadas o de anillos inclinados.
(2) Independientemente del método de transporte de la tira utilizado, la cantidad de metal de soldadura agregada al baño fundido de una sola vez no debe ser excesiva.
5. Puerto de fijación de gasoducto horizontal (5G)
El puerto de fijación horizontal de la tubería está en la posición 5g.



6. Unión soldada oblicua de 45° para tubería (6G)
La unión soldada oblicua de 45° del tubo está en la posición 6G.


¿Cuál es el impacto específico de la selección de la posición de soldadura en la calidad de la soldadura?
La selección de la posición de soldadura tiene un impacto significativo en la calidad de la soldadura. Primero, la posición de soldadura afecta directamente la tensión y la deformación de la soldadura. Si la posición de soldadura se elige incorrectamente, puede causar una deformación excesiva o tensión interna en la soldadura. Esto no sólo reduce la calidad de la soldadura, sino que en casos graves puede incluso provocar su desmontaje.
Además, las diferentes posiciones de soldadura pueden afectar la forma y ubicación del baño de soldadura, especialmente cuando se suelda en posiciones verticales, horizontales o elevadas. Debido al efecto de la gravedad, pueden ocurrir fácilmente problemas como la subcotización.
Por lo tanto, organizar razonablemente la posición y el número de soldaduras es una de las medidas cruciales para controlar la deformación de la soldadura y mejorar la calidad de la misma.
El impacto de la selección de la posición de soldadura en la calidad de la soldadura se refleja principalmente en los siguientes aspectos:
- En primer lugar, puede provocar una deformación excesiva o tensiones internas en la soldadura, afectando su rendimiento general.
- En segundo lugar, afecta la forma y posición del baño de soldadura, afectando posteriormente a la calidad y estética de la soldadura.
- En tercer lugar, al disponer razonablemente la posición y el número de soldaduras, se puede controlar eficazmente la deformación de la soldadura, mejorando así la calidad de la soldadura.
Por lo tanto, durante las operaciones de soldadura, se debe seleccionar la posición de soldadura adecuada en función de los requisitos de soldadura específicos, las características del material y la rigidez estructural, entre otros factores, para lograr los mejores resultados de soldadura.
¿Cuáles son las ventajas y desventajas de la soldadura vertical y aérea en aplicaciones prácticas?
Las ventajas y desventajas de la soldadura vertical y suspendida en aplicaciones prácticas son las siguientes:
Los puntos fuertes de la soldadura vertical residen principalmente en la conservación del material, la reducción de peso, la simplicidad del equipo, la flexibilidad operativa y el bajo coste. Es particularmente efectivo para soldaduras irregulares, soldaduras cortas, soldaduras elevadas, soldaduras a grandes altitudes y en espacios reducidos, ofreciendo una aplicación flexible y una operación sin esfuerzo. La calidad de la soldadura es alta debido a la alta temperatura del arco, la mayor velocidad de soldadura y la menor zona afectada por el calor. El método de ejecución del triángulo equilátero es adecuado para la soldadura vertical de juntas a tope achaflanadas y juntas en T, capaces de producir secciones transversales de soldadura más gruesas al mismo tiempo. Minimiza defectos como la inclusión de escorias, aumentando así la eficiencia de la producción.
La desventaja de la soldadura vertical incluye el hecho de que apenas se utilizan voltajes de corriente bajos durante la soldadura de arriba hacia abajo durante la operación, lo que resulta en una baja resistencia. Aunque la formación es estéticamente agradable, es esencial mantener el ángulo correcto del electrodo.
Las ventajas de la soldadura aérea incluyen un buen rendimiento del proceso, fácil inicio del arco, arco estable, menos salpicaduras, buena eliminación de escoria, formación de soldadura estéticamente agradable, fácil dominio de la técnica de soldadura y buena resistencia a la porosidad ácida del electrodo, donde el metal de soldadura rara vez causa problemas.
Las desventajas de la soldadura aérea son más evidentes, principalmente por la tendencia del metal fundido a caer bajo la acción de la gravedad, dificultando la transición de las gotas y la formación de la soldadura. Además, el rendimiento del proceso del alambre de soldadura sólido es peor, lo que hace que la formación sea más desafiante, y la ausencia de fundente también puede afectar la formación de la soldadura.
La soldadura vertical tiene claras ventajas en términos de flexibilidad operativa, economía y adaptabilidad a soldaduras complejas, pero en algunos casos puede enfrentar problemas de resistencia insuficiente. Aunque la soldadura aérea tiene sus ventajas en términos de formación de soldadura estéticamente agradable y dominio técnico, su principal desventaja es la mayor dificultad de soldadura debido a la caída del metal fundido.
Métodos de soldadura y sus códigos.
Cada método de soldadura se puede realizar mediante soldadura manual, soldadura mecanizada o soldadura automática, con sus códigos como se muestra en la siguiente tabla.
| Método de soldadura | Código |
| Soldadura electromagnética | SMAW |
| Soldadura de gas | OFW |
| Soldadura TIG | GTAW |
| Soldadura por arco de plasma | GMAW |
| Soldadura de arco sumergido | CORDILLERA |
| Soldadura por electroescoria | ESW |
| Soldadura por arco de plasma | PATA |
| Soldadura por arco de tungsteno con gas en posición vertical. | EGG |
| Soldadura por fricción | AFR |
| Soldadura por arco cautivo | SOLO |
Formas, posiciones y códigos de las piezas de ensayo.
Las formas, posiciones y sus códigos de las piezas de prueba se presentan en la siguiente tabla. La posición de la probeta determina básicamente la posición de soldadura.
Tabla 1. Formas, posiciones y códigos de las piezas de prueba.
| Forma de pieza de prueba | Posición de la pieza de prueba | Código | |
| Pieza de prueba para soldadura a tope de chapa metálica | Pieza de prueba de soldadura plana | 1G | |
| Pieza de prueba de soldadura horizontal | 2G | ||
| Pieza de prueba de soldadura vertical | 3G | ||
| Pieza de prueba de soldadura aérea | 4G | ||
| Pieza de prueba para soldadura a tope de tubos. | Pieza de prueba de soldadura de rotación horizontal | 1G (Rotación) |
|
| Pieza de prueba de soldadura fija vertical | 2G | ||
| Pieza de prueba de soldadura fija horizontal | soldadura hacia arriba | 5G | |
| soldadura hacia abajo | 5GX (abajo) | ||
| Pieza de prueba de soldadura fija de 45° | soldadura hacia arriba | 6G | |
| soldadura hacia abajo | 6GX (abajo) | ||
| Pieza de prueba de unión de esquina de tubo a placa | Pieza de prueba de soldadura de rotación horizontal | 2FRG | |
| Pieza de prueba de soldadura plana fija vertical | 2FG | ||
| Pieza de prueba de soldadura aérea fija vertical | 4FG | ||
| Pieza de prueba de soldadura fija horizontal | 5FG | ||
| Pieza de prueba de soldadura fija de 45° | 6FG | ||
| Pieza de prueba de soldadura de esquinas de chapa metálica | Pieza de prueba de soldadura plana | 1F | |
| Pieza de prueba de soldadura horizontal | 2F | ||
| Pieza de prueba de soldadura vertical | 3F | ||
| Pieza de prueba de soldadura aérea | 4F | ||
| Pieza de prueba de soldadura de esquina de tubería (incluida la pieza de prueba de soldadura de esquina de tubo a placa y la pieza de prueba de soldadura de esquina de tubo a tubo). |
Pieza de prueba de soldadura con rotación de 45° | 1F (Rotación) |
|
| Pieza de prueba de soldadura horizontal fija vertical | 2F | ||
| Pieza de prueba de soldadura de rotación horizontal | 2FR | ||
| Pieza de prueba de soldadura aérea fija vertical | 4F | ||
| Pieza de prueba de soldadura fija horizontal | 5F | ||
| Pieza de prueba de soldadura de pernos roscados | Pieza de prueba de soldadura plana | 1S | |
| Pieza de prueba de soldadura horizontal | 2S | ||
| Pieza de prueba de soldadura aérea | 4S | ||
Probetas con y sin soportes
La pieza de prueba de soldadura a tope de chapa, la pieza de prueba de soldadura a tope de tubo y la pieza de prueba de unión de esquina de placa de tubo se pueden dividir en dos tipos: con y sin almohadillas de respaldo.
Para soldaduras de filete de doble cara, soldaduras de canal y uniones de esquina de tubo a placa donde no se requiere una penetración total, se consideran soportes.
Sin embargo, cuando se utiliza soldadura unilateral con soldadura protegida con gas inerte, no se puede considerar que se utilice con soportes.
(1) Probeta de prueba para soldadura a tope de chapa (cuando no hay ranura, es una probeta para soldadura de filete).
(2) Pieza de prueba de soldadura de esquinas de chapa.
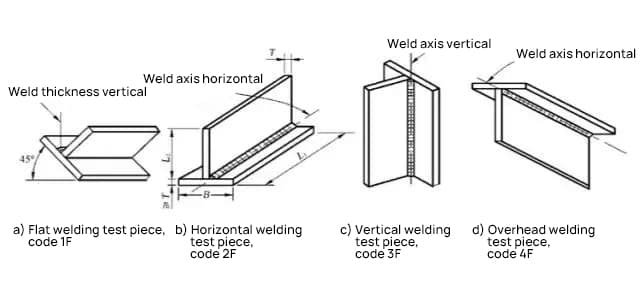
Tabla 2. Posiciones de soldadura aplicables para piezas de prueba
| Pieza de prueba | Rango de soldadura aplicable | ||||
| Posición de soldadura a tope | Posición de soldadura de esquina | Posición de soldadura de la unión de esquina tubo-placa | |||
| Molde | Código | Chapas y tubos metálicos con un diámetro exterior superior a 600 mm. | Tubos con un diámetro exterior inferior o igual a 600 mm. | ||
| Soldadura a tope de chapa metálica (Nota A-2) | 1G | Departamento | Departamento | Departamento | / |
| 2G | Plano y horizontal | Plano y horizontal | Plano y horizontal | / | |
| 3G | Plano y vertical | Departamento | Plano, horizontal y vertical | / | |
| 4G | Plano y aéreo | Departamento | Plano, horizontal y suspendido | / | |
| Pieza de prueba para soldadura a tope de tubos. | 1G | Departamento | Departamento | Departamento | / |
| 2G | Plano y horizontal | Plano y horizontal | Plano y horizontal | / | |
| 5G | Plano, vertical y suspendido | Plano, vertical y suspendido | Plano, vertical y suspendido | / | |
| 5GX | Plano, vertical hacia abajo y por encima | Plano, vertical hacia abajo y por encima | Plano, vertical hacia abajo y por encima | / | |
| 6G | Plano, horizontal, vertical y suspendido | Plano, horizontal, vertical y suspendido | Plano, horizontal, vertical y suspendido | / | |
| 6GX | Plano, vertical hacia abajo, horizontal y por encima de la cabeza. | Plano, vertical hacia abajo, horizontal y por encima de la cabeza. | Plano, vertical hacia abajo, horizontal y suspendido. | / | |
| Junta de esquina tubo-placa | 2FG | / | / | Plano y horizontal | 2FG |
| 2FRG | / | / | Plano y horizontal | 2FRG 2FG |
|
| 4FG | / | / | Plano, horizontal y suspendido | 4FG 2FG |
|
| 5FG | / | / | Plano, horizontal, vertical y suspendido | 5FG 2FRG 2FG |
|
| 6FG | / | / | Plano, horizontal, vertical y suspendido | todas las posiciones | |
| Esquinas de chapa de soldadura | 1F | / | / | Departamento | / |
| 2F | / | / | Plano y horizontal | / | |
| 3F | / | / | Plano, horizontal y vertical | / | |
| 4F | / | / | Plano, horizontal y suspendido | / | |
| Soldadura de esquinas de tuberías | 1F | / | / | Departamento | / |
| 2F | / | / | Plano y horizontal | / | |
| 2FR | / | / | Plano y horizontal | / | |
| 4F | / | / | Plano, horizontal y suspendido | / | |
| 5F | / | / | Plano, vertical, horizontal y aéreo. | / | |
Impacto del ajuste de la corriente de soldadura en diferentes posiciones de soldadura
La influencia del ajuste de la corriente de soldadura en diferentes posiciones de soldadura se refleja principalmente en la calidad de la costura de soldadura, incluida la profundidad de penetración, el ancho de fusión, las salpicaduras y la porosidad. A continuación se muestran algunos ejemplos específicos:
Cuando la corriente de soldadura aumenta (sin cambiar las demás condiciones), la profundidad de penetración y el refuerzo de la costura de soldadura aumentarán, mientras que el cambio en el ancho de fusión no es significativo o aumenta ligeramente. Esto indica que en diferentes posiciones de soldadura, ajustando la corriente de soldadura, se puede controlar la forma y el tamaño de la costura de soldadura.
El tamaño de la corriente de soldadura afecta directamente la velocidad de fusión del metal y la calidad de la junta soldada. Cuando la corriente es demasiado alta, el metal se funde rápidamente, provocando una penetración profunda, grandes salpicaduras de metal y defectos como quemaduras y socavaduras. Por lo tanto, en diferentes posiciones de soldadura, es necesario ajustar adecuadamente la corriente de soldadura de acuerdo con la situación real para garantizar la calidad de la costura de soldadura.
En la soldadura CO2/MAG/MIG, ajustar la corriente de soldadura en realidad es ajustar la velocidad de alimentación del alambre, mientras que ajustar el voltaje del arco cambia la velocidad de fusión del alambre. Sólo cuando la velocidad de fusión del alambre y la velocidad de alimentación son iguales se puede garantizar la calidad de la soldadura. Esto sugiere que en diferentes posiciones de soldadura, ajustando con precisión la corriente de soldadura y el voltaje del arco, se puede lograr una fusión y alimentación de alambre uniformes, mejorando así la calidad general de la costura de soldadura.
En la soldadura secundaria blindada, el ajuste de corriente y voltaje son dos factores importantes que afectan la calidad de la costura de soldadura. Determinan directamente la profundidad de penetración, el ancho de fusión, las salpicaduras, la porosidad y otras características de la costura de soldadura. Esto implica que en diferentes posiciones de soldadura, ajustando con precisión la corriente y el voltaje, se puede controlar eficazmente la microestructura y el macrorendimiento de la costura de soldadura.








6comentarios
Muito obrigado
Esse manual precisamos em PDF
Boa informação para quem pretende aprofundar os seus conhecimentos sobre soldadura.
Gostei muito do artigo! bem didático e valioso.
Manual interesantè e bastante instrutivo.