
La llave dinamométrica se utiliza principalmente para apretar tornillos y su par de aplicación es generalmente del 20% al 90% del par de torsión, que se puede ajustar continuamente.
Cuando lo utilice, primero establezca el par objetivo y tire del mango.
Cuando el par alcance el valor objetivo, la llave emitirá una ligera vibración y un claro sonido de "vibración".
Después de usar una llave dinamométrica durante 3 meses, la biela entre el cabezal y el mango se rompió.
Para descubrir la causa de la fractura, los investigadores llevaron a cabo una serie de inspecciones y análisis físicos y químicos y mejoraron el proceso de tratamiento térmico para evitar que este tipo de problemas se repitan.
1. Inspección física y química
1.1 Macroobservación
La llave dinamométrica tiene una longitud de 1180 mm y un par de 1200 N·m.
La fractura se produjo en la conexión entre la cabeza y el mango, como se muestra en la figura 1a).
Como está cerca de la cabeza de la llave, la tensión aquí es alta.
1b) es una biela instalada dentro de la llave, que se utiliza principalmente para conectar la cabeza y la manija, con un diámetro de 16 mm y una longitud de 350 mm.
La Fig. 1c) muestra la macromorfología de la superficie de fractura de la llave dinamométrica, que se divide en tres áreas:
La zona I es la zona de origen de la grieta, ubicada en el borde de la fractura y representa del 1% al 2% del área de la fractura;
La zona II es la zona de expansión por fatiga, que tiene forma de media luna de color blanco brillante, con estrías de fatiga obvias, que representan del 8% al 10% del área de fractura;
La zona III es una zona de fractura transitoria con color gris y bordes desgarrados evidentes, que representa aproximadamente el 90% del área de fractura.
Se puede ver que la biela soporta una gran fuerza cuando se rompe, lo que pertenece a la fractura por fatiga de ciclo bajo y alta tensión.
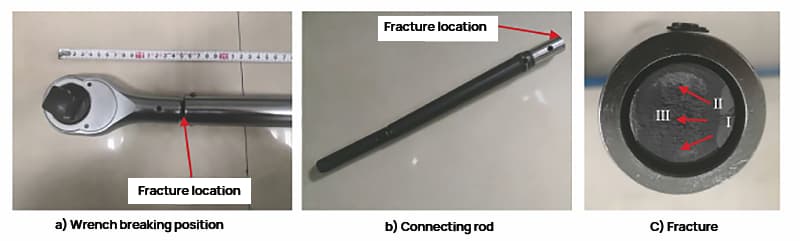
Fig. 1 Localización de la fractura de llave, biela y macromorfología de la fractura
1.2 Análisis de composición química
La biela está hecha de acero de aleación 40Cr. Se toma una muestra cilíndrica con un tamaño de ϕ16 mm × 12 mm cerca de la superficie de la fractura.
Después de ser rectificada con una amoladora y pulida con una amoladora, la composición química de la biela se analiza con un espectrómetro de lectura directa.
Se verifica que su composición química cumple con los requisitos técnicos de la aleación de acero 40Cr en aleaciones de acero estructural (GB/T 3077-2015).
1.3 Prueba de propiedades mecánicas
La dureza de la biela después del tratamiento térmico de templado y revenido es de 22~26HRC.
Se corta una sección de muestra con un tamaño de ϕ10 mm × 5 mm de la biela.
La propiedad de tracción se mide con una máquina universal de prueba de materiales y la dureza se mide con un durómetro Rockwell. Los resultados se muestran en la Tabla 1.
La resistencia a la tracción, el límite elástico y el alargamiento de la biela no cumplen los requisitos técnicos.
Tabla 1 Resultados de la prueba de propiedades mecánicas de la biela
| Índice de rendimiento | Resistencia a la tracción/MPa | Límite de rendimiento/MPa | Elongación después de la fractura/% | Dureza/HRC |
| Valor estandar | ≥960 | ≥780 | ≥11 | 22~26 |
| Valores medidos | 870 | 724 | 7.5 | 24 |
1.4 Observación de la microestructura
Corte la muestra cerca de la fractura de la biela, corroerla con etanol de ácido nítrico y observarla con un microscopio.
Se puede ver en la Figura 2 que la estructura gris oscura es la sorbita apagada transformada a partir de martensita después del revenido a alta temperatura, y la ferrita reticular y la ferrita acicular se distribuyen en paralelo en el límite de grano de la austenita original.
La estructura de widmanstatten se distribuye a lo largo de la veta en forma de triángulo invertido.
La ferrita en la estructura de Widmanstatten se precipita a lo largo del plano habitual de la austenita original, y el índice del plano cristalino del plano habitual es {11 1} γ .
En la condición de enfriamiento rápido, cuando la temperatura cae a la línea Ac3, para mantener la estabilidad de la estructura, el exceso de ferrita se "descargará" de la solución sólida a los alrededores, formando así una red de ferrita, que es una característica típica transformación a alta temperatura.
Cuanto más lenta sea la velocidad de enfriamiento, más fácil será formar la red de ferrita y la estructura de Widmanstatten.
La biela sufre una transformación a alta temperatura durante el proceso de enfriamiento, lo que indica que su proceso de tratamiento térmico no es razonable.
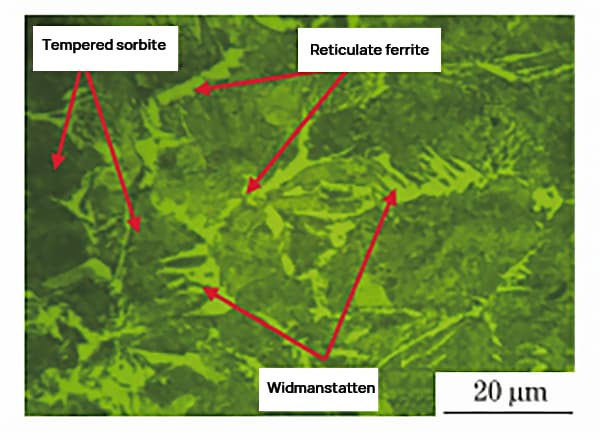
Fig. 2 Microestructura de la fractura de la biela.
1.5 Análisis de fracturas
La Fig. 3a) muestra la morfología microscópica del área de fractura inicial.
El área inicial se ubica en el borde de la fractura. Hay líneas circulares concéntricas obvias de bainita cerca de la fuente de la grieta.
Esta es una característica típica del crecimiento por fatiga, lo que indica que la forma de la fractura pertenece al agrietamiento por fatiga. El análisis del espectro de potencia se realiza en el cuadro de la Fig. 3a), como se muestra en la Fig. 3d).
Los picos de difracción de Fe, Cr, Mn y O son relativamente obvios, lo que indica que la fuente de la grieta no es causada por inclusiones.
La Figura 3b) muestra la morfología microscópica de la zona de expansión y el surco de fatiga es estrecho, lo que indica que la tensión es pequeña durante la expansión.
La Figura 3c) muestra la micromorfología de la zona de fractura transitoria, con muchos hoyuelos ovalados, lo que indica que la biela finalmente se fracturó por tensión.
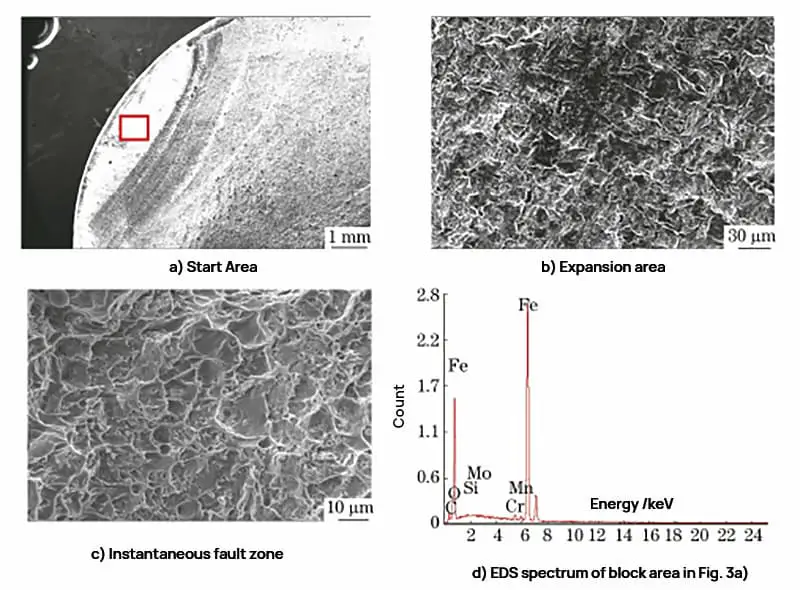
Fig. 3 Micromorfología en diferentes posiciones de la superficie de fractura de la biela y espectro EDS del área de la caja en la Fig. 3a
2 Análisis y discusión
A través del análisis de la superficie de fractura de la biela, se puede ver que la superficie de fractura pertenece a la superficie de fractura por fatiga, sin inclusiones en la superficie de fractura ni daños por raspado en la superficie, pero su resistencia a la tracción, límite elástico y el alargamiento no cumple con los requisitos técnicos.
A partir de la observación de la microestructura se puede ver que la microestructura en la fractura es ferrita reticulada y widmanstatten, lo que indica que la temperatura es alta durante el proceso de enfriamiento y revenido, y la austenita en la biela tiene una gran estabilidad, lo que lleva a la formación. de Widmanstätten.
En segundo lugar, el tiempo de retención de las piezas del horno de tratamiento térmico en el medio de enfriamiento es largo, lo que conduce a la precipitación de ferrita en el límite de grano y a la formación de una red, lo que reduce la resistencia de la interfaz y la energía del límite de grano, aumentando así la fragilidad de el material.
Bajo la acción de una fuerza externa, la grieta comienza y se extiende hasta el límite de grano, donde la dureza de la ferrita es baja, y el límite de grano se convierte en el canal de propagación de la grieta.
Por tanto, es necesario mejorar el proceso de tratamiento térmico de la biela.
3 . Mejora del proceso de tratamiento térmico.
Las medidas para mejorar el proceso de tratamiento térmico de las bielas son:
(1) La temperatura de enfriamiento se reduce de 880 ℃ a 830 ℃.
Una temperatura de enfriamiento más baja puede aumentar la falta de homogeneidad de la composición de la microzona de austenita, reducir la estabilidad térmica de la austenita, reducir la probabilidad de transformación a alta temperatura de la descomposición de la austenita en ferrita acicular y promover la transformación temprana de la austenita en la microzona;
(2) Reducir el tiempo de retención puede prevenir el crecimiento de granos de austenita y la descarburación de la superficie a altas temperaturas;
(3) En el proceso de tratamiento térmico original, después de calentar la biela en una fila compacta en el horno de carro, es necesario templarla después de cargarla en la canasta.
El tiempo de transferencia es de unos 180 s.
Después de la actualización, la biela se dispersa y se calienta en el horno de cinta de malla, que puede ingresar rápidamente al medio de enfriamiento.
El tiempo de transferencia es de unos 8 segundos. Reducir el tiempo de transferencia puede inhibir la precipitación de ferrita de malla, promover que la estructura austenítica ingrese rápidamente a la zona de transformación de baja temperatura y así producir la transformación de martensita a baja temperatura;
(4) La biela es delgada y larga, la tensión después del enfriamiento es relativamente uniforme y no es fácil de romper.
El medio de enfriamiento original es aceite de enfriamiento ordinario, la velocidad de enfriamiento del aceite es baja en el rango de 550 ~ 650 ℃ y la velocidad de enfriamiento promedio es de solo 60 ~ 100 ℃/s.
El rango de temperatura se encuentra en la “nariz” de la curva C de transformación continua, lo que requiere un enfriamiento rápido.
Después de utilizar una solución de PAG (polialquilenglicol) al 12% (fracción de masa), se acelera la velocidad de enfriamiento.
La transformación de temperatura promedio en este rango de temperatura se puede reducir, de modo que se puede obtener una estructura de martensita a baja temperatura más ideal y una mayor profundidad de capa endurecida.
Tabla 2 Comparación de los parámetros del proceso de tratamiento térmico antes y después de la mejora
| Parámetros de proceso | temperatura de enfriamiento/℃ | Tiempo de espera/min | Tiempo(s) de traslado | Temperatura de enfriamiento/℃ | Medio de enfriamiento |
| proceso original | 880 | 60 | 180 | 560 | aceite de enfriamiento convencional |
| Proceso mejorado | 830 | 50 | 10 | 560 | Solución PAG al 12% |
El proceso mejorado se utilizó para tratar térmicamente la biela y se probaron sus propiedades mecánicas.
La resistencia a la tracción fue de 1054 MPa, el límite elástico fue de 880 MPa, el alargamiento fue del 12 % y la dureza fue de 23 HRC, todos cumpliendo con los requisitos técnicos.
La microestructura después del tratamiento térmico se muestra en la Fig.
No hay ferrita reticular, estructura de Widmanstatten o ferrita masiva, y la estructura es uniforme y estable.
Después de un tratamiento térmico de proceso mejorado, la biela ha estado en servicio durante 18 meses sin fracturas.
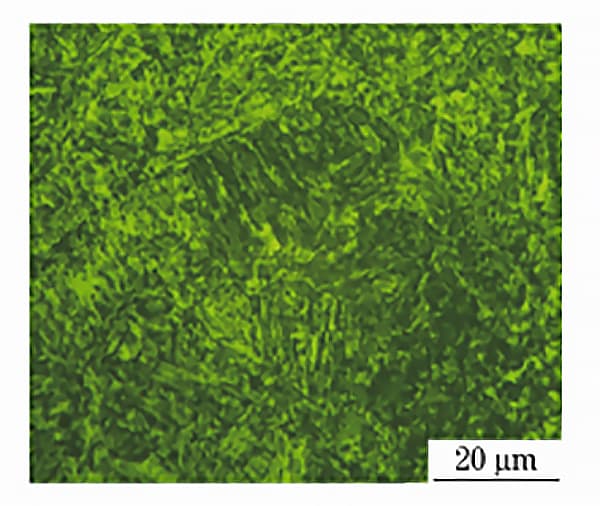
Fig. 4 Microestructura de la biela después de un tratamiento térmico de proceso mejorado
4. Conclusión
(1) La dureza de la biela está calificada y la resistencia a la tracción, el límite elástico y el alargamiento no cumplen con los requisitos técnicos;
La microestructura es sorbita templada+ferrita reticulada+widmanstatten.
La fractura pertenece a la fractura por fatiga. La grieta se origina en la superficie exterior de la biela y no hay inclusión en el origen de la grieta.
(2) El motivo de la fractura de la biela es que el proceso de tratamiento térmico de la biela no está calificado, lo que resulta en sus malas propiedades mecánicas.
El proceso de tratamiento térmico se mejora reduciendo la temperatura de enfriamiento, acortando el tiempo de retención y el tiempo de transferencia y aumentando la velocidad de enfriamiento del enfriamiento.
(3) Después del tratamiento térmico del proceso mejorado, las propiedades mecánicas y la microestructura de la biela cumplen con los requisitos técnicos y la biela no se ha roto después de 18 meses de servicio.







