
En esta publicación se presenta un método de marcado especial, que "toma prestado material" para los defectos en blanco, aprende de las fortalezas de cada uno para compensar sus debilidades y redistribuye la tolerancia de la superficie a mecanizar;
Evite lo pesado y lo liviano, y dé prioridad a garantizar dimensiones clave, que sirvan para remediar los espacios en blanco no calificados y reducir las pérdidas.

1. Preámbulo
Debido a la operación mecánica, a veces el contorno de la pieza en bruto se distorsiona o el orificio se desplaza, de modo que la forma y el tamaño de la pieza en bruto excede el alcance técnico y se convierten en productos no calificados.
Si el desplazamiento y la inclinación no son grandes, la tolerancia de cada superficie a mecanizar se puede redistribuir mediante marcado, de modo que se pueda remediar la pieza en bruto no calificada.
Este método de utilizar borrador para remediar espacios en blanco se llama "préstamo".
A continuación se muestran dos ejemplos de fábricas para ilustrar qué son "préstamo" y "pedir prestado".
2. Considere el círculo exterior y el agujero interior y redistribuya el margen en blanco.
La figura 1 muestra una pieza fundida en forma de disco, con su orificio interior concéntrico con el círculo exterior.
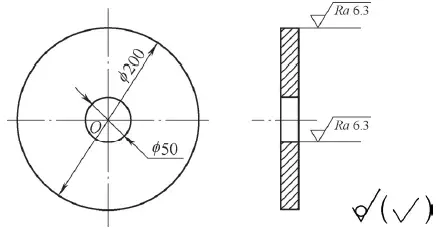
Fig. 1 piezas de fundición del disco
La parte normal se muestra en la Fig. 2, y el orificio interior y el círculo exterior básicamente no son excéntricos.
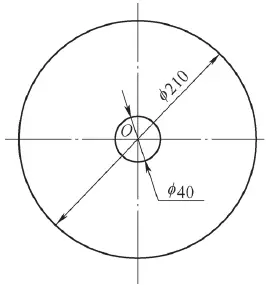
Fig.2 blanco normal
Sin embargo, a veces hay excentricidad entre el orificio interior y el círculo exterior de la pieza fundida debido a errores de fundición.
La Fig. 3 muestra la pieza excéntrica con una excentricidad de 8 mm.
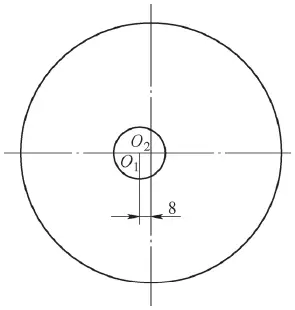
Figura 3 pieza excéntrica
Debido a la excentricidad de 8 mm entre el orificio interior y el círculo exterior de la pieza en bruto, si el orificio interior está centrado en O1 de la pieza en bruto, se selecciona como referencia de marcado (ver Fig. 4).
La Fig. 4 toma el centro del orificio interior O1 de la pieza en bruto como referencia de marcado.
Aunque la tolerancia de mecanizado del orificio interior no es un problema, la tolerancia de mecanizado del círculo exterior no es suficiente y lo más grave es la falta de tolerancia de mecanizado de 3 mm;
Si se selecciona el centro del círculo exterior O 2 de la pieza en bruto como referencia de marcado (ver Fig. 5), aunque la tolerancia de mecanizado del círculo exterior no es un problema, la tolerancia de mecanizado del agujero interior no es suficiente, y La pieza más grave es la falta de mecanizado de la tolerancia de 3 mm.
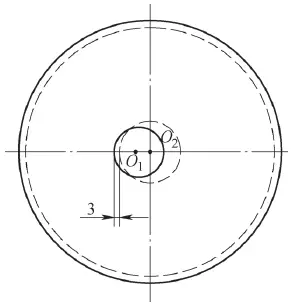
La figura 5 toma el centro del círculo exterior O2 de la pieza en bruto como referencia de marcado.
Obviamente, el agujero interior o el círculo exterior no se pueden utilizar como referencia de marcado.
En este momento, se debe utilizar el método de “préstamo de material” para marcar.
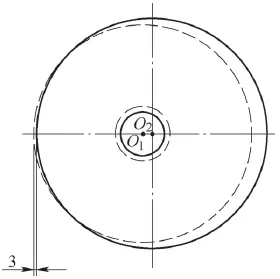
La línea de préstamo se muestra en la Fig.
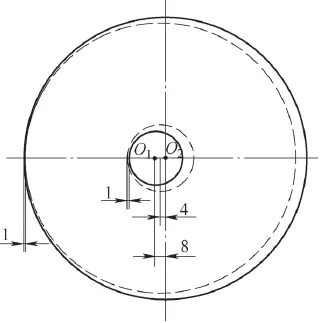
Figura 6 línea de préstamo
El método específico consiste en seleccionar el punto medio de la línea de conexión entre el centro del orificio interior O 1 y el centro del círculo exterior O 2 como línea de referencia.
Debido a esta marca, el orificio interior y el círculo exterior tienen suficiente tolerancia de mecanizado, el orificio interior tiene una tolerancia de mecanizado de al menos 1 mm y el círculo exterior tiene una tolerancia de mecanizado de al menos 1 mm, por lo que esta marca es viable.
Previene el desperdicio de piezas en bruto y recupera pérdidas económicas.
3. Priorice garantizar el espacio en blanco de las piezas clave
La pieza en bruto normal de la pieza a procesar que se muestra en la Fig. 7 se muestra en la Fig. 8, con una tolerancia de 5 mm en un lado.
Sin embargo, debido a un error de fundición, falta una pieza en la esquina inferior derecha de la pieza en bruto, y la pieza en bruto defectuosa se muestra en la Fig.
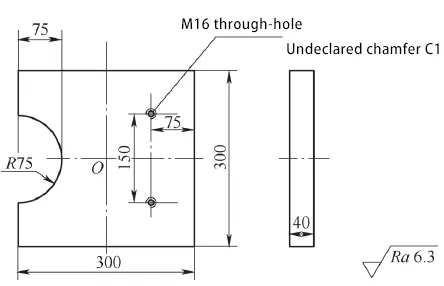
Fig. 7 piezas a procesar
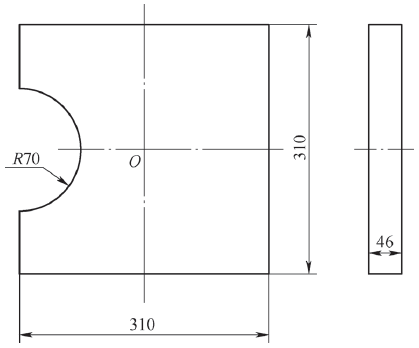
Fig.8 blanco normal
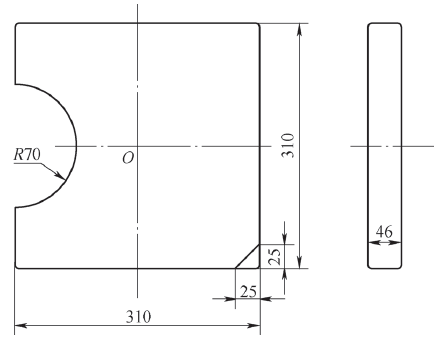
Fig. 9 pieza en bruto defectuosa
Dado que la longitud de la muesca en la esquina inferior derecha en las direcciones horizontal y vertical es de 25 mm respectivamente, y el margen total de toda la pieza en bruto en las direcciones horizontal y vertical es de 10 mm respectivamente, es obviamente imposible procesar esta parte en Cumplimiento estricto del dibujo.
Después de comunicarse con el cliente, se entera de que la pieza se utiliza para soportar el asiento del rodamiento.
Incluso si hay un pequeño espacio en la esquina inferior derecha (siempre que la longitud lateral no exceda los 12 mm), no afectará gravemente su funcionamiento normal.
Por lo tanto, con el consentimiento del cliente, se toman las siguientes medidas: El punto de referencia de la marca era originalmente el centro W del cuadrado.
Ahora muévalo hacia arriba y hacia la izquierda 3 mm respectivamente para que O 1 apunte.
Es decir, el punto Ó 1 se utiliza como referencia de marcado (ver Fig. 10).
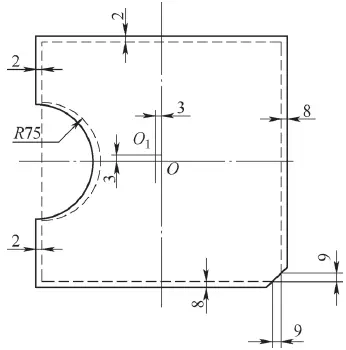
Fig. 10 tomar el punto O 1 como referencia de marcado
De esta manera, los bordes izquierdo y superior de la pieza todavía tienen un espacio de 2 mm respectivamente, y los bordes inferior y derecho tienen un espacio de 8 mm respectivamente, y el espacio de la ranura semicircular también es suficiente en este momento.
Aunque la muesca en la esquina inferior derecha no se puede evitar por completo, la longitud restante de la muesca en las direcciones horizontal y vertical después del procesamiento es de solo 9 mm respectivamente, por lo que no afectará seriamente su función de uso, y la pérdida se recupera tomando prestados materiales.
4. Conclusión
En una planta de mecanizado, la persona que se especializa en marcar se llama trazador de líneas.
Su mantenimiento suele estar a cargo de empleados antiguos y experimentados.
Se puede ver en los casos anteriores que el trazador de líneas jugó un papel importante para garantizar la calidad del producto y ahorrar costos, y se le debe prestar mucha atención.






