Durante una prueba de estanqueidad en la culata de un motor de gasolina, se produjo una fuga de agua y, tras desmontar e inspeccionar el motor, se encontraron grietas en el casquillo de la bujía. Se determinó que el material del casquillo era latón fundido ZCuZn38 (H62), que es una aleación de metales no ferrosos común utilizada en diversas industrias.
El flujo del proceso es: fundición de barras de cobre → prensado en caliente → mecanizado → montaje y prueba.
1. Método de prueba
La composición química del casquillo agrietado se analizó utilizando un espectrómetro de lectura directa OBLF. El casquillo también se examinó metalográficamente con un microscopio metalográfico Zeiss Axio y la muestra se cortó con un alambre. La observación microscópica y el análisis de la composición de las microáreas de las grietas se llevaron a cabo utilizando un microscopio electrónico de barrido Zeiss EVO18 equipado con un espectrómetro de energía de rayos X.
2. Resultados de la prueba
2.1 Prueba de composición química
Utilice un espectro de lectura directa para detectar la composición química del casquillo.
Consulte la Tabla 1 para obtener resultados.
Cumplir con los requisitos de cobre fundido y aleaciones de cobre GB/T 1176-2013.
Tabla 1 Composición química (fracción de masa) del casquillo (%)
| elemento | Culo | zinc | Alabama | PAG | sn | sb | Fe | Conclusión |
| Prototipo | 61,5 | 38.15 | 0,078 | <0,001 | 0.036 | <0,001 | 0,124 | calificado |
| GB/T1176-2013 | 60,0~63,0 | descansar | – | – | – | – | <0,15 | – |
2.2 Macroobservación
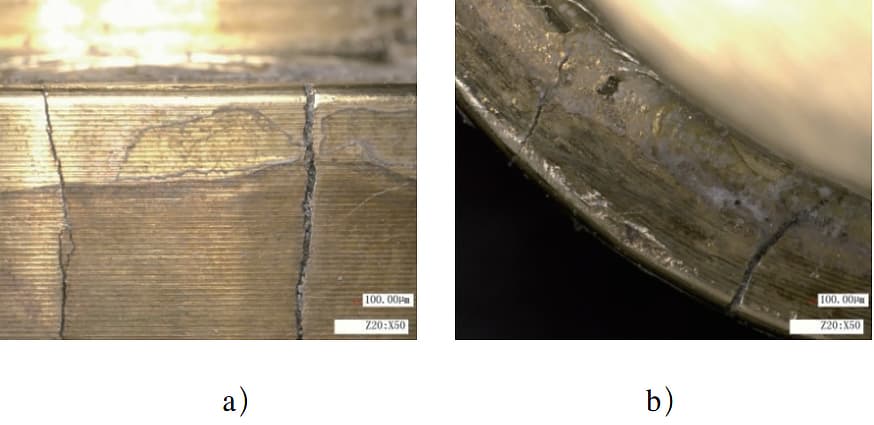
Hay dos grietas presentes en el casquillo, que descienden desde el hombro en dirección axial. Las grietas son rectas y corren casi paralelas entre sí. Además, hay evidencia de sellador verde en el chaflán del hombro. Como se muestra en la Fig. 1, la grieta se extiende hacia el borde y gradualmente se vuelve más estrecha, lo que indica que comenzó en la pared exterior del borde antes de extenderse hacia abajo y hacia adentro.
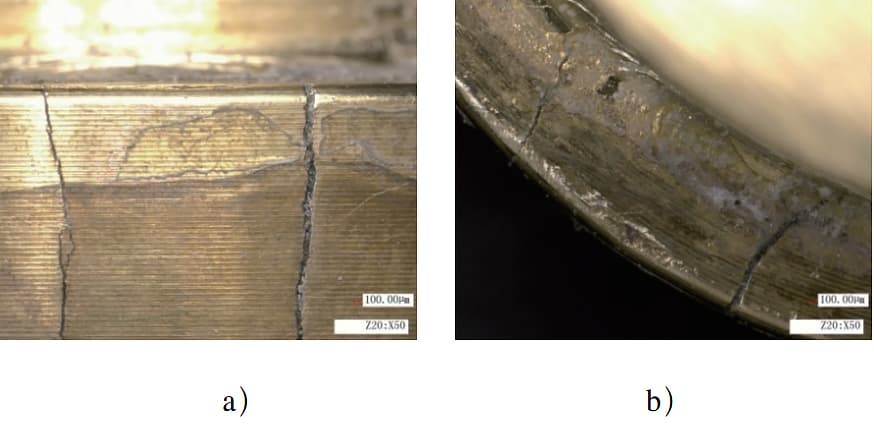
Fig. 1 Aspecto macro de grietas en el casquillo
2.3 Microobservación
Una exploración con microscopio electrónico revela la presencia de una capa de escamas cerca de la superficie exterior del casquillo, como se muestra en las figuras 2a y 2b. Toda la superficie de la fractura exhibe fractura frágil, incluidas fracturas intergranulares que se asemejan a cristales de azúcar, algunas fracturas transgranulares y productos de corrosión, y pequeñas picaduras de corrosión en el límite de grano. Los productos de corrosión consisten principalmente en O, Cu, Zn y Al, como se muestra en las figuras 2c y 2d.
La reciente fractura por ruptura artificial exhibe un hoyuelo parabólico claro y limpio con una morfología de fractura normal, como se muestra en la figura. Además, las tiras laminadas a lo largo de la dirección axial son visibles en la superficie de la fractura original.
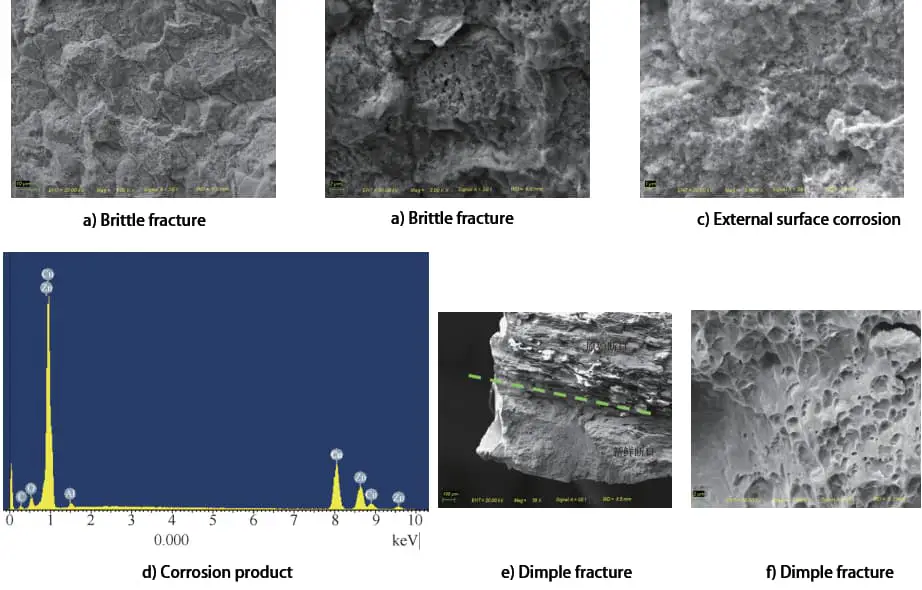
Fig. 2 SEM de fractura de buje
El proceso de esmerilado, pulido y corrosión se realizó en dirección axial, observándose la grieta y estructura metalográfica, como se muestra en la Fig. 3. La grieta es irregular y continua, con ramas y puntas afiladas a modo de árbol, lo cual es consistente. con las características típicas de una fisuración por corrosión bajo tensión.
Con base en estas observaciones, hemos hecho una determinación preliminar de que la grieta es en realidad una grieta por corrosión bajo tensión. La estructura metalográfica está compuesta por la fase α y una pequeña cantidad de la fase β puntiaguda. También hay líneas de deslizamiento prominentes en la estructura y la estructura con bandas del casquillo agrietado es claramente visible.
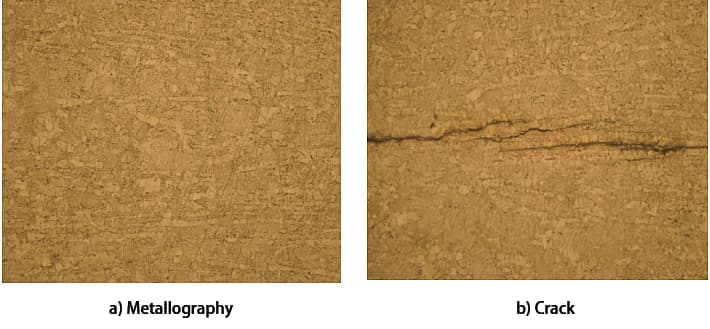
Fig.3 Estructura metalográfica de las grietas.
2.4 Análisis de elementos finitos
El casquillo está diseñado con ajuste de interferencia, con una cantidad de interferencia que oscila entre 0,069 mm y 0,100 mm. La tensión del conjunto de casquillos (sin bujía) se analizó mediante el método de elementos finitos.
La Figura 4 muestra el primer diagrama principal de nube de tensiones de la configuración del casquillo. Las áreas claras representan regiones de tensión de tracción. Se puede ver que la tensión de tracción es alta en la pared exterior y en la pared exterior del chaflán sobre el hombro del casquillo, así como en la superficie interior del cuello delgado, lo que es consistente con la posición real del origen de la grieta.
A pesar de la alta tensión de tracción presente en la superficie interna del delgado cuello del buje, no existe sellador ni condiciones para el agrietamiento por corrosión bajo tensión.
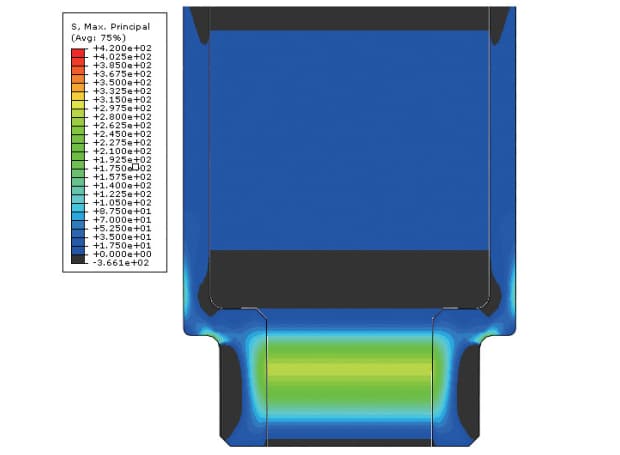
Fig. 4 Gráfico de nubes del primer voltaje principal en la configuración de revestimiento
3. Conclusión y análisis
El casquillo en bruto se forma mediante prensado en caliente a una temperatura de proceso de 650-800°C. Después del prensado, se deja que el blanco se enfríe a temperatura ambiente.
Según los datos, todos los materiales de latón tienen una zona quebradiza entre 200 y 700 °C, y la temperatura de prensado en caliente no debe ser inferior a 700 °C. Un límite de temperatura más bajo aumenta el riesgo de agrietamiento, aumenta la dificultad de formar la pieza en bruto y conduce a una mayor tensión residual.
Durante el proceso de mecanizado, el casquillo está sujeto a fuerzas y contactos repetidos de la herramienta, lo que provoca cambios de tamaño y la creación de tensiones residuales. Además, el proceso de acabado que se realiza en la máquina CNC utiliza fluido de corte que contiene aditivos como S y halógenos, exponiendo el casquillo a un ambiente húmedo y corrosivo durante un cierto período de tiempo.
El casquillo y la culata tienen un ajuste de interferencia. Después del montaje, la presión crea una gran tensión de tracción en la pared exterior sobre el hombro del casquillo y la pared exterior del chaflán.
El material sellador aplicado al hombro del casquillo durante el montaje está hecho de metacrilato y contiene un aminocatalizador, lo que proporciona un ambiente débil contra la corrosión del casquillo. Cuando la culata se somete a una prueba de sellado hidrostático, la pared exterior del hombro del buje se somete a tensión, lo que provoca el rápido desarrollo y expansión de grietas.
A pesar de la alta tensión de tracción en la superficie interior del delgado cuello del casquillo, éste no entra en contacto con el sellador y, por lo tanto, las condiciones para el agrietamiento por corrosión bajo tensión no son favorables.
4. Conclusión
1) La causa del agrietamiento del recubrimiento es el agrietamiento intergranular frágil debido al agrietamiento por corrosión bajo tensión.
2)Se produjeron grandes cantidades de grietas en los casquillos dentro de un período de tiempo específico y no hubo incidentes previos de fallas por grietas en el lote.
Según el análisis, se determinó que había un problema de calidad con el casquillo en este lote. La tensión residual del procesamiento del buje era muy alta, lo que combinado con la tensión de tracción adicional durante el montaje y el entorno de corrosión débil proporcionado por el sellador (o el fluido de corte durante el procesamiento), provocó el agrietamiento por corrosión del buje bajo voltaje.







