Al sujetar piezas de casquillos grandes y de paredes delgadas, es fácil que se produzcan deformaciones, lo que afecta la precisión de las piezas.
1. Problemas
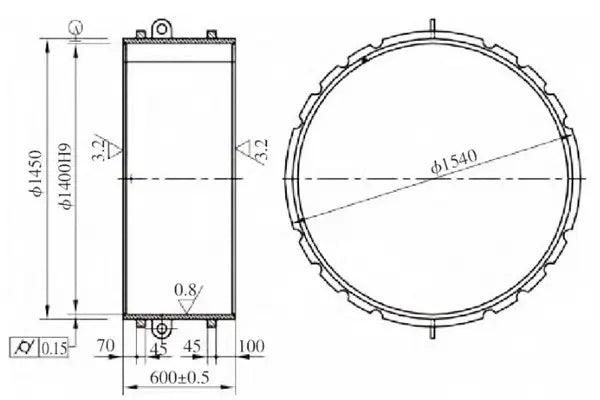
Las piezas grandes y de paredes delgadas se deforman fácilmente y no sólo son difíciles de mecanizar, sino que también pueden deformarse si el dispositivo se instala incorrectamente. La precisión también es muy alta. La figura 1 sólo muestra la superficie del cilindro a modo de ejemplo. El orificio de la pieza es de aproximadamente 1400 mm, el círculo exterior es de aproximadamente 1450 mm y la altura de la pieza es de 600 mm. El círculo exterior consta de dos neumáticos en la parte superior e inferior, el grosor es de 45 mm y el ancho es de 45 mm. Las piezas con orificio interno deben mecanizarse en un torno vertical CNC CK5235 × 20/32. Después de soltar el dispositivo, la pieza se eleva hasta el lugar de montaje para garantizar la precisión requerida.
Primero, utilizamos el método de sujeción en el que las abrazaderas se presionaban en la pieza. Después del procesamiento, las abrazaderas se soltaron y se colocaron en la plataforma. La pieza fue comprobada con un micrómetro de interiores. El resultado de la prueba fue que la precisión dimensional de la pieza estaba muy fuera de la tolerancia.
Para analizar el motivo de la sobreprecisión, se probó el método de sujeción. El método de prueba es el siguiente: una vez completado el procesamiento de la pieza, mientras la precisión de sujeción de la pieza permanece sin cambios, se descubre que la redondez en 4 u 8 puntos cualesquiera es la misma. Los puntos correspondientes se dividen en 3 ubicaciones superior, media e inferior para medir con el micrómetro interior, marcar los puntos de medición y registrar el valor medido. La pieza de trabajo se alinea según la marca del punto de medición y se mide la posición de la marca. Después de un cierto tiempo, la pieza se alinea y registra según la marca del punto de medición. Luego, la pieza de trabajo se suelta, se mide y se registra nuevamente según la marca del punto de prueba clínica. Después de varias pruebas, se descubrió que la deformación máxima en un solo punto de este método de fijación de la pieza era de 0,23 a 0,33 mm.

Figura 1 Cuerpo del cilindro
2. Análisis de principios y medidas de mejora
Según la fórmula de tensión σ=F/A=Eε, ε=△l/l; σ=F/A=Eε, ε=△l/l; ε = △ l/l; ε = △ l/l; ε = △I/I.
△l es la deformación en la dirección de la fuerza. De la fórmula anterior se puede derivar lo siguiente: △Eε=E-△l/l=F/A, △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E).
Reducir el valor de △l, es decir, H. reducir la deformación de la pieza de trabajo.
Existen soluciones adecuadas para controlar y reducir eficazmente la deformación provocada por la sujeción de la pieza durante el proceso de mecanizado.
1) Reducir la fuerza aplicada. En otros casos la situación es la misma, F se reduce, △l es menor, es decir, la deformación que genera la pieza es menor. Las medidas son las siguientes:
- (1) Dado que no es fácil controlar con precisión la fuerza aplicada, para facilitar el control de la magnitud de la fuerza, la fuerza de sujeción se convierte en un método visualizado para controlar la magnitud de la fuerza aplicada F mostrando un porcentaje. pantalla en la dirección de la fuerza aplicada para ver la magnitud de la deformación causada por la sujeción. La lectura del porcentaje se utiliza para determinar si la fuerza aplicada cumple con los requisitos. Tenga en cuenta que la fuerza aplicada no debe ser demasiado baja, de lo contrario la pieza de trabajo saldrá despedida y provocará peligro.
- (2) Se puede utilizar una llave dinamométrica para probar la magnitud de la fuerza aplicada. Al controlar la llave dinamométrica, se pueden realizar experimentos para determinar la sujeción para lograr una deformación de sujeción dentro de 0,02 mm del valor de la llave dinamométrica. Dependiendo del valor de esta llave dinamométrica, conectar otras piezas puede ahorrar tiempo.
- (3) Aplique fuerza en la dirección opuesta para reducir la fuerza en el punto de fuerza. Como se muestra en la Fig. 2, al aumentar la fuerza inversa F 2 se reduce el efecto de la fuerza total F sobre la pieza.
- (4) Usar un neumático como B. la herramienta de sujeción del cilindro en la Figura 3 (se puede aplicar a orificios internos grandes y de paredes delgadas y a mecanizar curvas externas).
Los orificios de fijación en el tornillo dependen del diámetro del tornillo, la fijación y el impacto directo sobre la pieza de trabajo, fijándose la fuerza máxima en un solo punto en un rango relativamente estrecho. Cuanto mayor sea el diámetro del tornillo, mayor será la fuerza. Por lo tanto, aumentar el número de puntos de sujeción reduce el diámetro del tornillo de sujeción para reducir el punto final F. y garantizar que el valor total de la fuerza de sujeción F cumpla con los requisitos para garantizar que la pieza no se mueva durante el proceso de rotación para lograr el objetivo de reducir la deformación.

Figura 2 Diagrama de análisis de fuerza.

Fig.3 Fijación del cilindro
2) Aumentar el área de contacto S o el área de la sección transversal de la pieza para reducir la presión generada por el contacto sobre la pieza y la deformación de toda la pieza. Las medidas son las siguientes:
- (1) Torno de precisión con superficie de sujeción de la pieza de trabajo, torno vertical con mesa giratoria, torno horizontal con disco giratorio automático, para garantizar un buen contacto de la superficie de sujeción de la pieza de trabajo, aumentar el área de contacto de la superficie de contacto y reducir la deformación de la pieza de trabajo.
- (2) Aumente el área de contacto de las almohadillas de sujeción (o elevadores). Intente utilizar un gato plano o aumentar el ancho de las almohadillas de sujeción para aumentar el área de contacto y reducir la deformación de la pieza.
- (3) Mediante el uso de neumáticos con bridas y otras herramientas, la presión general de la herramienta sobre el anillo de la pieza de trabajo se ajusta para garantizar que todo el anillo de la herramienta y la pieza de trabajo entren en contacto con la pista del anillo, lo que puede aumentar significativamente el área de contacto con la pieza de trabajo. . Y el método de sujeción se cambia a un anillo de sujeción para garantizar que la deformación de la pieza se reduzca aún más.
- (4) Durante la construcción, es posible engrosar las piezas o aumentar la sección transversal de la pieza fijándolas a la estructura. El engrosamiento local de la sección transversal de la pieza reduce las tensiones internas en la pieza, asegurando la precisión del mecanizado de las piezas.
- (5) Reducir el momento aplicado l. Al sujetar, coloque las piezas lo más cerca posible de la raíz del anillo de sujeción para no solo aumentar el área de contacto de sujeción, sino también reducir el momento aplicado a la sujeción y el mecanizado, reduciendo así la deformación de las piezas.
- (6) Porque en los materiales de procesamiento de uso común (metales ferrosos, etc.), se tira , se rectifica y se presiona , por lo tanto, si es posible, utilice toda la presión de la pieza de trabajo para sujetarla, es decir, el proverbial "gato de columna". Este método de sujeción puede reducir significativamente los efectos de la deformación por sujeción en la pieza de trabajo.
- (7) La pieza de trabajo se puede sujetar con las mordazas y la placa de presión al mismo tiempo. Es decir, al aplicar una fuerza de deformación inversa, se controla la cantidad total de deformación en el camino hacia la sujeción, F conectado F Presión sobre la pieza de trabajo al mismo tiempo, debido a la deformación de los dos métodos de sujeción opuestos, por lo que △l en el total = │△l conectado – △l Presión │. Mediante dos tipos de desplazamiento de deformación, △l se puede convertir en la reducción total , pero △l está conectado y △l Presión No existe una relación multiplicadora, es decir, ninguna deformación puede ser mayor o igual al doble de la deformación de otra deformación. En caso contrario, lo mejor es utilizar algún tipo de método de fijación forzada.







