Las aleaciones de aluminio se valoran por su baja densidad, alta resistencia y buena resistencia a la corrosión, lo que las convierte en una opción popular en varias industrias, incluidas la automoción, las nuevas energías, la aeroespacial y la construcción.
La soldadura láser es ahora un método ampliamente utilizado en la producción de productos de aleación de aluminio y proporciona varios beneficios sobre los métodos de soldadura tradicionales. Estos beneficios incluyen una mayor eficiencia de producción, una mejor calidad de la soldadura y la capacidad de lograr soldaduras de alta precisión y automatizar estructuras complejas.
La soldadura láser es una tecnología que utiliza radiación láser de alta intensidad para fundir y recristalizar el metal, formando una soldadura mediante acoplamiento térmico entre el láser y el metal.
Según el mecanismo térmico de la soldadura láser, se puede clasificar en dos tipos: soldadura por conducción térmica y soldadura por penetración profunda.
La soldadura por conducción térmica se utiliza principalmente para soldar piezas pequeñas o precisas, como la soldadura de embalajes o la micro/nanosoldadura.
La soldadura de penetración profunda, por otro lado, se utiliza para soldar materiales que requieren una penetración completa. Durante el proceso de soldadura, el material se vaporiza y se produce un fenómeno de ojo de cerradura en el baño de soldadura. Este método es el método de soldadura láser más utilizado en la actualidad y es el método preferido para soldar aleaciones de aluminio.
Características de la soldadura láser:
Ventajas de la soldadura láser de costura:
- Este método se utiliza para soldar aleaciones de aluminio sin necesidad de materiales adicionales.
- El equipo de soldadura es sencillo, sin consumibles, facilitando la automatización.
Desventajas de la soldadura láser de costura:
- Requisitos elevados para la holgura de soldadura, ya que un pequeño espacio puede provocar el colapso de la soldadura.
- Los puntos inicial y final de la soldadura son propensos a formar agujeros de cerradura.
- El proceso de soldadura puede ser inestable y provocar defectos de soldadura.
Ejemplo de aplicación: Industria de la decoración de edificios: soldadura de marcos de puertas de aleación de aluminio de la serie 5
Las propiedades físicas inherentes de las aleaciones de aluminio, como baja absorción del láser, bajo punto de ebullición de los elementos de aleación, alta conductividad térmica, alto coeficiente de expansión térmica, rango de temperatura de solidificación relativamente amplio, alta contracción de solidificación, baja viscosidad y alta absorción de hidrógeno en líquido. , puede convertir en un desafío producir soldaduras láser sin defectos.
Uno de los defectos más comunes en la soldadura láser de aleaciones de aluminio es la porosidad, que puede dañar la integridad del metal de soldadura, debilitar su área transversal y reducir sus propiedades mecánicas y de resistencia a la corrosión. Para prevenir la porosidad y mejorar la calidad interna de la soldadura se deben tomar medidas efectivas.
La forma de restringir el agujero de gas en la soldadura láser.
1. Inhibición de la porosidad de la soldadura mediante tratamiento superficial antes de soldar.
El tratamiento de superficies antes de la soldadura es una forma eficaz de controlar los poros metalúrgicos en la soldadura láser de aleaciones de aluminio. Este tratamiento normalmente implica una limpieza física mecánica o una limpieza química.
Porosidad de la soldadura después de diferentes métodos de tratamiento superficial.
Después de la comparación, el mejor proceso fue el tratamiento químico, que consta de los siguientes pasos: limpieza con agente limpiador de metales, lavado con agua, lavado con álcali, lavado con agua, lavado con ácido, lavado con agua y secado.
El paso de lavado alcalino utiliza una solución acuosa al 25% de hidróxido de sodio (NaOH) para eliminar el material de la superficie, y el paso de lavado ácido utiliza una solución acuosa al 20% de ácido nítrico (HNO3) y ácido fluorhídrico (HF) al 2% para neutralizar los residuos. álcali.
Es importante tener en cuenta que la placa de prueba debe soldarse dentro de las 24 horas posteriores al tratamiento de la superficie. Si la placa de prueba permanece inmóvil durante mucho tiempo después del tratamiento, se debe limpiar con alcohol absoluto antes de soldar.
2. Control de la porosidad de la soldadura mediante parámetros del proceso de soldadura.
La formación de porosidad en la soldadura depende no sólo de la calidad del tratamiento superficial, sino también de los parámetros del proceso de soldadura.
El impacto de los parámetros de soldadura en la porosidad de la soldadura se ve principalmente en la profundidad de penetración, específicamente en la influencia de la relación del ancho de la soldadura en la formación de porosidad.
Efecto de la penetración de la soldadura sobre la porosidad de la soldadura.
Los resultados indican que cuando la relación del ancho posterior (r) es mayor que 0,6, la concentración de poros de la cadena en la soldadura se puede mejorar efectivamente. Y cuando la relación del ancho posterior es superior a 0,8, la aparición de poros grandes en la soldadura se puede reducir eficazmente y los poros residuales en la soldadura se pueden eliminar en gran medida.
3. Controle la porosidad de la soldadura eligiendo el gas de protección y el caudal adecuados
La elección del gas de protección tiene un impacto directo en la calidad, la eficiencia y el coste de la soldadura.
En la soldadura láser, un flujo adecuado de gas protector puede reducir eficazmente la porosidad de la soldadura.
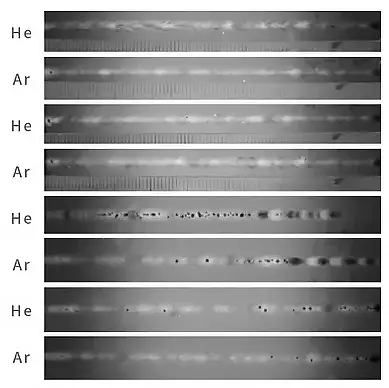
Efecto de diferentes tipos de gases protectores sobre la porosidad de la soldadura.
Como se muestra en la figura, el argón (Ar) y el helio (He) se utilizan como gases protectores para proteger la superficie de soldadura durante la soldadura láser.
La diferencia en el grado de ionización entre Ar y He en el láser afecta la formación de la soldadura. Los resultados muestran que la porosidad en la soldadura con Ar como gas de protección es menor que en la soldadura con He como gas de protección.
Es importante tener en cuenta que un caudal de gas bajo (< 10 l/min) puede provocar que se produzca una gran cantidad de plasma y no se expulse de manera efectiva, lo que genera un charco de soldadura inestable y una mayor probabilidad de formación de porosidad. Un caudal de gas moderado (aproximadamente 15 l/min) controla eficazmente el plasma y proporciona un buen efecto antioxidante en el conjunto de solución, lo que da como resultado la porosidad más baja. Por otro lado, un caudal de gas elevado acompañado de una presión de gas alta puede hacer que parte del gas protector se mezcle con el conjunto de solución, lo que provoca un aumento de la porosidad.
La reducción de la porosidad en la soldadura láser de aleaciones de aluminio es un problema desafiante. Debido a las propiedades de las aleaciones de aluminio, la porosidad no se puede eliminar por completo en el proceso de soldadura, pero sí se puede reducir. Mediante la optimización del proceso antes y después de la soldadura y el análisis experimental, se han propuesto tres métodos para reducir la porosidad que los colegas de la industria pueden utilizar como referencia.







