
Durante el proceso de trabajo, las posiciones del punto muerto superior, el punto de cambio de velocidad y el punto muerto inferior de la plegadora CNC deben ajustarse de acuerdo con los requisitos del proceso para doblar la pieza de trabajo. La presión de trabajo del sistema hidráulico también debe ajustarse de acuerdo con la fuerza de flexión real.
Ajuste de rumbo
Ajuste del punto muerto superior
La posición del punto muerto superior se puede ajustar programando el elemento de "apertura" en el controlador para cambiar las posiciones superior e inferior. Consulte el “Manual de operación del sistema CNC” para obtener más detalles.
Ajuste del punto de velocidad variable
El punto de velocidad variable es la posición del ariete cuando cambia de velocidad sin carga a velocidad de trabajo. La posición del punto de cambio se puede ajustar programando el elemento "punto de cambio" en el controlador.
Ajuste del punto muerto inferior
Después de que el ariete completa la carrera de trabajo, la posición del punto muerto inferior se puede ajustar programando el elemento "Valor del eje Y" en el controlador.
Ajuste de la presión de trabajo del sistema hidráulico.
La presión requerida para doblar se puede calcular utilizando el método de búsqueda de tablas o el método de fórmula, y se prefiere el método de búsqueda de tablas.
Cálculo de la presión por el método de la fórmula.
La presión de flexión requerida se puede calcular a partir de la siguiente fórmula de flexión:
Dónde:
- F – carga (KN)
- S – espesor de la placa (mm)
- L – longitud de flexión (m)
- V – distancia de apertura (m)
- σ b – resistencia a la tracción (N/mm²)
La nueva unidad de fuerza estándar internacional es Newton.
- 1kgf ≈ 10N
- 1tf ≈ 10000N=10kN
- 1MPa ≈ 10bar
Por ejemplo:
Material de la placa: 16Mn, σ b = 530N/mm², espesor de la placa: S = 15 mm, longitud de la placa: L = 10000 mm = 10 m
Distancia de apertura del troquel inferior: V = 8 × S = 8 × 15 = 120 mm
Fuerza de flexión calculada F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Considerando la influencia de varios factores, se agregará una reserva del 10% para calcular la fuerza de flexión.
Por lo tanto, F2=1,1 × F1 = 1,1 × 14000=15400(kN)
Cálculo de presión mediante el método de búsqueda de tablas
La tabla de presiones de flexión se muestra en la siguiente figura.
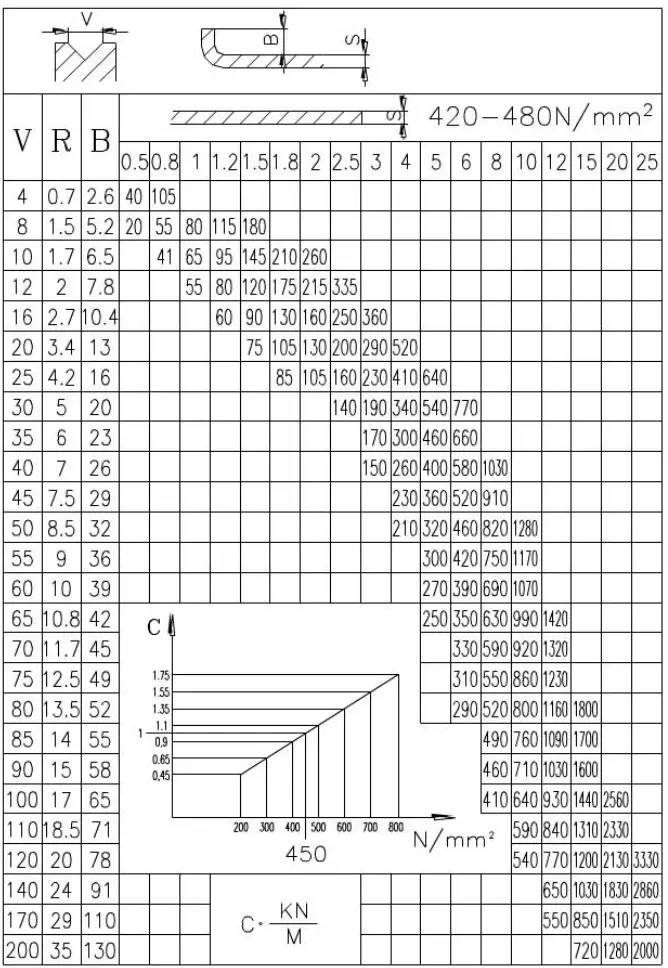
El valor de la fuerza de flexión en la tabla viene dado cuando σ b = 450 N/mm² y su unidad es KN/m.
En la mesa,
- S – espesor de la placa (mm)
- V – ancho de apertura del troquel inferior (mm, 8 × espesor de la placa)
Puede utilizar la tabla de presiones de flexión para determinar la presión de flexión requerida.
Por ejemplo:
Se puede ver en la tabla que en la intersección del espesor de la placa S = 15 mm y la distancia de apertura V = 120 mm, la fuerza de flexión por metro es F3 = 1200 kN/m
Como σ b = 530N/mm², consulte la tabla C ≈ 1.18. (530/450≈1,18)
Calcule la fuerza de flexión: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
La fuerza de flexión requerida se calculará sumando un 10% de reserva.
Por lo tanto, la fuerza de flexión requerida: F2=1,1 × F1=1,1 × 14000=15400 (kN)
Ajuste de la presión de trabajo
Si la fuerza de flexión calculada F2 de una longitud de flexión es menor que la fuerza de salida de la máquina P en la tabla anterior, se debe reducir la presión de trabajo del sistema hidráulico para reducir la temperatura del aceite y mejorar la vida útil de los componentes hidráulicos.
La presión de trabajo Q del sistema hidráulico se puede calcular mediante la siguiente fórmula:
Q=28 × F2/P(MPa)
La presión de trabajo del sistema hidráulico se puede ajustar mediante el controlador de la máquina herramienta.
Durante el ajuste, verifique el valor P correspondiente en la tabla de presión de flexión de acuerdo con la fuerza de flexión real e introdúzcalo en la computadora.
Mesa de trabajo convexa cantidad
El banco y el ariete se apoyan en dos puntos a lo largo de toda su longitud.
Bajo la acción de la fuerza de carga P, se producirá deformación y la cantidad de deformación está representada por f (consulte la figura siguiente).
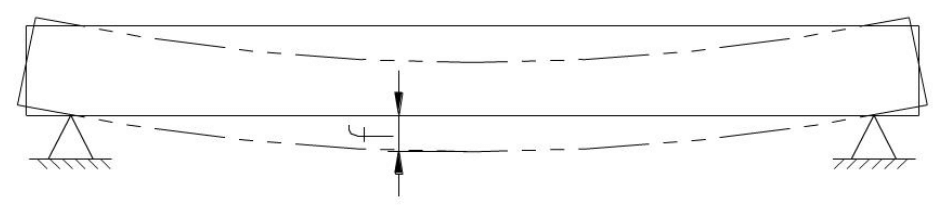
Para resolver este problema, la máquina adopta un “convexo” móvil en la mesa de trabajo para compensar la deformación de la mesa de trabajo y del ariete y mejorar la precisión del ángulo y la rectitud de la pieza de trabajo.
La cantidad convexa ajustable de la mesa de trabajo varía de 0 a 2,0 mm.
Durante la operación, determine el valor convexo de acuerdo con la fuerza de carga de flexión real (o la diferencia angular entre los dos extremos de la pieza de trabajo y el centro) y luego introdúzcalo en el controlador para su operación.
Hay un pequeño orificio y un conjunto de números en el extremo del motor de ajuste convexo, que sirven como posiciones de referencia del orificio de medición y del punto cero convexo, respectivamente. Proporcionan comodidad a los usuarios para determinar el punto cero convexo.







