
Una pieza larga y estrecha se caracteriza por su gran relación longitud-anchura y se posiciona mediante su borde corto durante el plegado.
El problema común de las piezas de trabajo fuera de tolerancia a menudo es causado por el tamaño de contacto limitado entre el borde de posicionamiento de la pieza de trabajo y el posicionamiento del tope antirretroceso de la máquina plegadora.
Esta publicación presenta un marco de herramientas diseñado para optimizar el doblado y posicionamiento de piezas estrechas y largas, abordando de manera efectiva los desafíos del posicionamiento difícil y la baja precisión.
Con los avances en la tecnología de deformación de chapa, la plegadora CNC se ha convertido en un equipo de producción crucial para el procesamiento de deformación en frío de chapa, ampliamente utilizado en la industria de procesamiento de chapa.
Por seguridad y conveniencia, la mayoría de las plegadoras hoy en día utilizan dedos de tope trasero como dispositivo de posicionamiento. Después de una programación simple, se pueden lograr la articulación del tope posterior, la acción simple y otras funciones, cumpliendo con los requisitos de procesamiento para doblar piezas de varias formas.
Sin embargo, el posicionamiento del tope trasero utilizado en las plegadoras CNC también tiene sus limitaciones. Cuando el ancho del borde de posicionamiento de la pieza de trabajo a procesar es demasiado estrecho (como en el caso de una pieza de trabajo estrecha y larga), el tamaño de contacto limitado entre la pieza de trabajo y el dedo de tope posterior conduce a problemas como un tamaño de posicionamiento inexacto. , posición de curvatura desplazada y línea de curvatura de diseño, lo que da como resultado productos de mala calidad, retrabajos y reparaciones frecuentes y un importante desperdicio de materiales, energía y mano de obra.
Mecanismo de deformación por flexión.
En la producción, a menudo es necesario doblar una pieza (placa de acero) en un ángulo específico, donde el radio de curvatura en la posición de curvatura es pequeño.
Este proceso se conoce como flexión.
Doblar es el proceso de usar un punzón y una matriz para aplicar una fuerza externa a la lámina de metal, dándole un ángulo o forma específica.
La deformación por flexión de la pieza se divide en varios pasos.
Inicialmente, el material se encuentra en un estado de flexión libre.
A medida que se presiona el punzón superior, el material se acerca gradualmente a la superficie del troquel inferior.
Luego, a medida que el punzón continúa presionando, el área de flexión del material se vuelve más pequeña hasta que hace contacto con el punzón en tres puntos.
Cuando el punzón alcanza el punto más bajo de su carrera, el material está completamente en contacto con el punzón.
Durante la flexión libre, las fibras internas del material se acortan debido a la compresión longitudinal y las fibras externas se alargan debido a la tensión longitudinal, lo que resulta en un acortamiento transversal debido al volumen constante durante la deformación plástica.
Por lo tanto, para piezas de trabajo con ancho estrecho, la sección transversal tendrá una ligera apariencia en forma de abanico después de doblarse.
Para piezas de placa ancha, la sección transversal de flexión no mostrará ninguna deformación perceptible.
Posicionamiento de curvatura
Posicionamiento básico de la plegadora.
La plegadora CNC normalmente utiliza dedos de tope para posicionar la pieza de trabajo.
El principio básico es que antes del proceso de plegado, se prepara un programa de plegado y la forma de la pieza se ingresa en el controlador de la máquina. Luego, la máquina calcula la posición de la línea de plegado de la pieza de trabajo y el sistema CNC controla el servomotor para mover los dos topes traseros a la posición de posicionamiento de plegado requerida a través del tornillo de avance de alta precisión.
El operador solo necesita alinear el borde de posicionamiento de la pieza de trabajo con el dedo de tope de la plegadora para completar el proceso de posicionamiento.
En este punto, la línea central del troquel inferior de la plegadora representa la línea de curvatura de la pieza.
El estado de posicionamiento de la pieza se ilustra en la Figura 1.
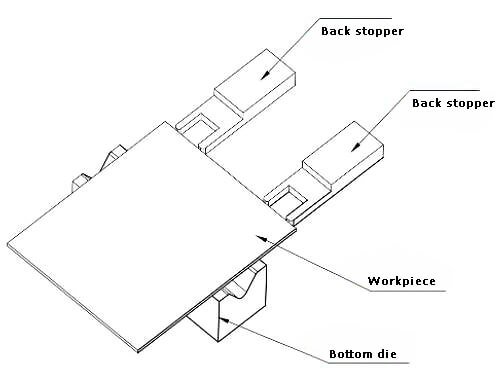
Fig. 1 Posicionamiento de la pieza
Limitaciones del dispositivo de posicionamiento de la plegadora
Durante el proceso de producción, se descubrió que el uso del posicionamiento típico del tope posterior empleado por la prensa plegadora actual puede generar dificultades para alinear la pieza de trabajo con el tope posterior si el tamaño del borde de posicionamiento entre la pieza de trabajo y el tope posterior es demasiado corto.
Como se ilustra en la Figura 2, un pequeño desplazamiento de izquierda a derecha de la pieza de trabajo puede causar un posicionamiento incorrecto, lo que resulta en un descarte excesivo de la pieza de trabajo o un tamaño de borde desigual durante el doblado.
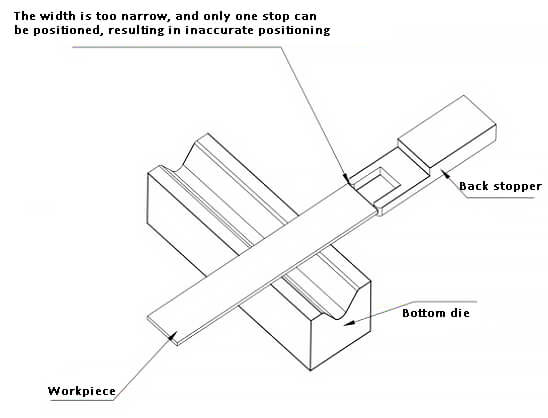
Fig. 2 Colocación de piezas estrechas y largas
Se requiere que los operadores alineen repetidamente la pieza de trabajo para lograr el efecto de conformado primario deseado; sin embargo, esto a menudo conduce a resultados deficientes y tiene un impacto negativo significativo en la eficiencia de la producción y la calidad del producto.
Optimización del posicionamiento al mecanizar piezas estrechas y largas.
Estructura del dispositivo de optimización de posicionamiento
Considerando las limitaciones del dispositivo de posicionamiento de la plegadora CNC, se diseñó un nuevo dispositivo de optimización de posicionamiento que se muestra en la Figura 3.
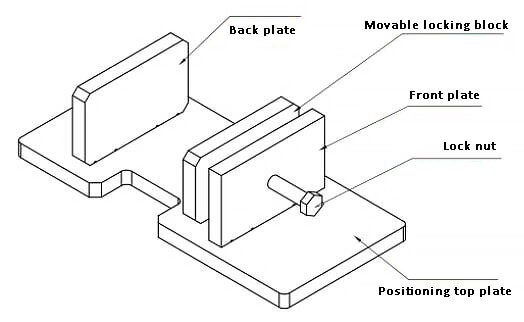
Fig.3 Dispositivo de optimización de posicionamiento
La placa trasera se utiliza para cerrar el lado inferior del troquel de la plegadora. El bloque de bloqueo móvil se usa en conjunto para bloquear de forma segura el dispositivo en la matriz inferior de la plegadora. La placa frontal sirve como ubicación para la instalación de tornillos y el tornillo de bloqueo fija el bloque de bloqueo móvil al troquel inferior. La placa de posicionamiento superior se utiliza para posicionar la pieza de trabajo.
Uso de dispositivo de optimización de posicionamiento.
Para utilizar el dispositivo de optimización de posicionamiento mencionado anteriormente, primero se debe alinear y fijar en el troquel inferior de la plegadora y se debe verificar su estado mediante una escuadra.
Al colocar la pieza de trabajo, el extremo de la pieza de trabajo debe colocarse cerca del tope trasero de la plegadora, mientras que el costado de la pieza de trabajo debe colocarse usando el dispositivo de optimización de posicionamiento, lo que resulta en un posicionamiento preciso y estable de la pieza de trabajo. como se ilustra en la Figura 4.
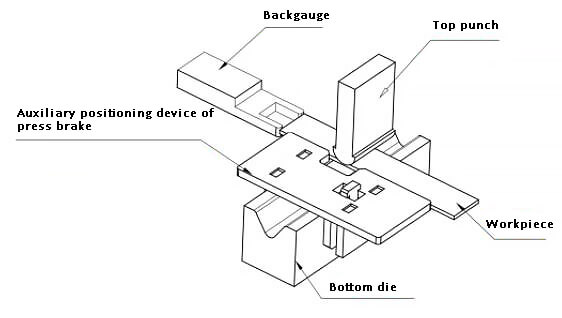
Fig. 4 Combinación de material de retención trasero y ayuda de posicionamiento
Efecto de implementación del dispositivo auxiliar de posicionamiento
(1) Mejor eficiencia de producción:
Antes del uso de este dispositivo, las piezas estrechas y largas a menudo requerían mediciones repetidas para garantizar un posicionamiento preciso, lo que generaba grandes errores. Sin embargo, con el uso de este dispositivo, el operador puede localizar fácilmente la pieza a procesar, mejorando significativamente la eficiencia de producción y reduciendo el tiempo de producción y procesamiento de una sola pieza a más de la mitad.
(2) Mejor calidad del producto:
Antes de la implementación de estas herramientas, la tasa de defectos de piezas estrechas y largas seguía siendo alta, y prevalecían problemas como el exceso de tolerancia del desguace y el tamaño irregular de los bordes doblados. Sin embargo, con el uso del dispositivo de optimización, estos problemas causados por un posicionamiento incorrecto durante el plegado ya no ocurren, lo que conduce a una mejora significativa en la calidad del producto.







