Este artículo presenta principalmente varios métodos de procesamiento especiales maduros.
I. Mecanizado por descarga eléctrica (EDM)
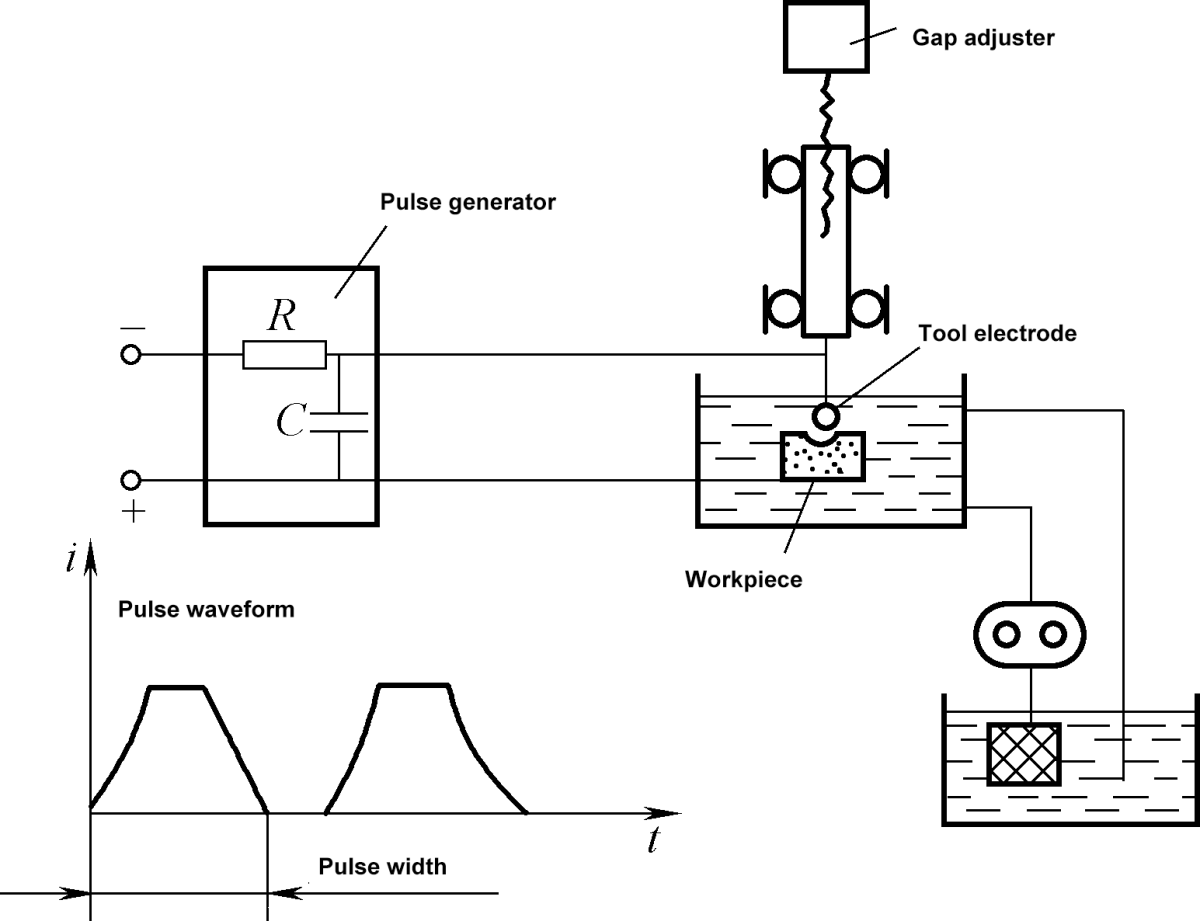
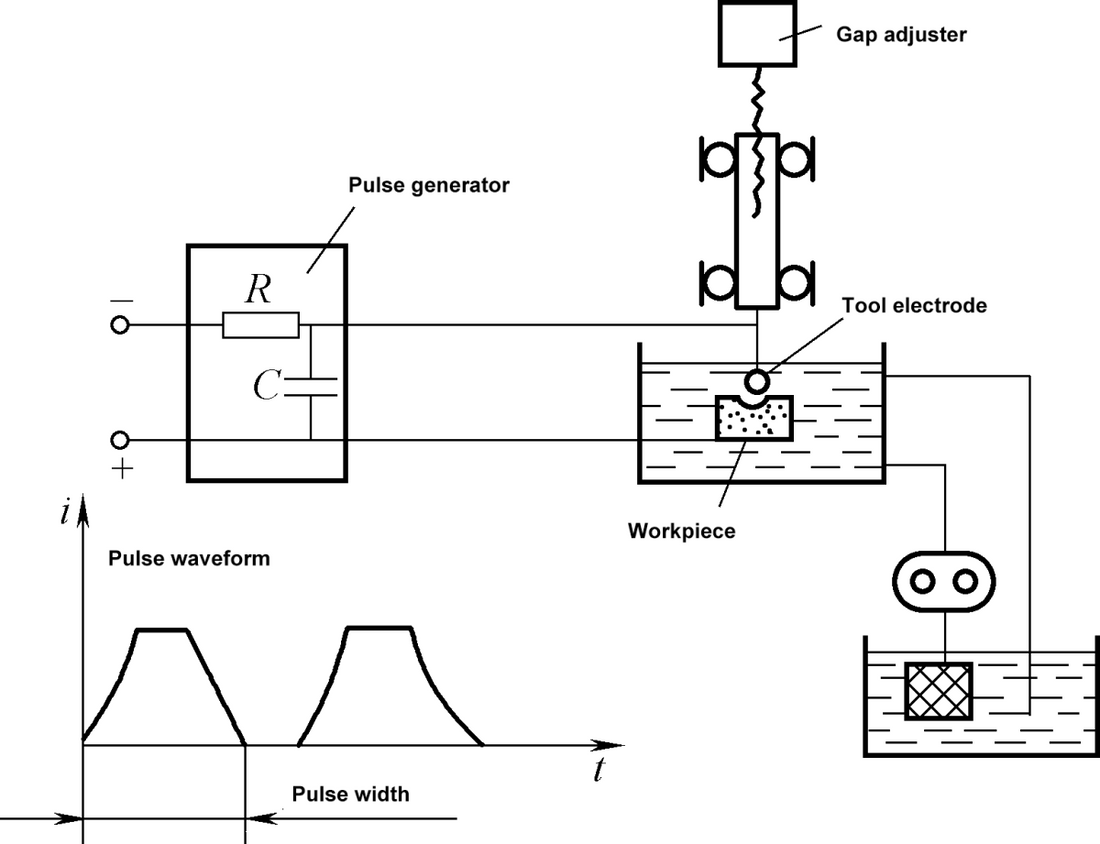
La electroerosión es un método de mecanizado de materiales conductores que utiliza el fenómeno de corrosión eléctrica durante la descarga de pulsos entre electrodos positivos y negativos en un medio líquido determinado. Esto hace que las dimensiones, la forma y la calidad de la superficie de las piezas cumplan con los requisitos técnicos. También se conoce como mecanizado por descarga o mecanizado por electroerosión. El principio de funcionamiento se muestra en la Figura 8-41.
Durante la electroerosión, la pieza de trabajo y la herramienta (hecha de cobre puro o grafito), que están cargadas con un voltaje de pulso, actúan como electrodos positivos y negativos, respectivamente. Cuando están juntos en el fluido de trabajo aislante (queroseno o aceite mineral), el voltaje del electrodo se cortará en el punto más cercano entre los dos electrodos, formando una descarga pulsada.
La alta temperatura generada en el canal de descarga hace que el metal se derrita y se vaporice, y el metal fundido es expulsado bajo el efecto de la fuerza de explosión de la descarga y arrastrado por el fluido de trabajo aislante.
Debido al efecto polar (es decir, las cantidades desiguales de erosión de los dos electrodos), la velocidad de erosión del electrodo de la pieza de trabajo es mucho mayor que la del electrodo de la herramienta. Por lo tanto, durante el proceso de electroerosión, si el electrodo de la herramienta se introduce continuamente en la pieza de trabajo, el mecanizado de la pieza de trabajo se puede completar con precisión de acuerdo con la forma de la herramienta.
(1) Características del proceso EDM
1) Puede procesar cualquier material conductor duro, quebradizo, tenaz y de alto punto de fusión, como aleaciones duras, acero endurecido y acero inoxidable.
2) No existe una fuerza mecánica significativa durante el procesamiento, lo que resulta beneficioso para mecanizar agujeros pequeños, paredes delgadas y piezas con diversas formas transversales y cavidades complejas.
3) Los parámetros de pulso se pueden ajustar, permitiendo mecanizado de desbaste y fino en la misma máquina.
4) La precisión del tamaño del mecanizado puede alcanzar 0,01 mm y el valor Ra de rugosidad de la superficie es 0,8 μm. Para el mecanizado de microprecisión, la precisión del tamaño puede alcanzar 0,04 ~ 0,002 mm y el valor Ra de rugosidad de la superficie es 0,1 ~ 0,05 μm.
5) La electroerosión tiene una velocidad de procesamiento lenta y el electrodo de la herramienta sufre desgaste, lo que afecta la eficiencia del procesamiento y la precisión del conformado.
(2) Aplicaciones de electroerosión
La electroerosión se utiliza para mecanizar diversas formas de secciones transversales de orificios moldeados y orificios pequeños; mecanizado de diversos moldes de forja, moldes de extrusión, moldes de fundición a presión y otras cavidades moldeadas, impulsores integrales, palas y diversas piezas de superficie curva; refuerzo y grabado de superficies; y para el procesamiento de corte de cables de descarga eléctrica.
II. Mecanizado electroquímico (ECM)
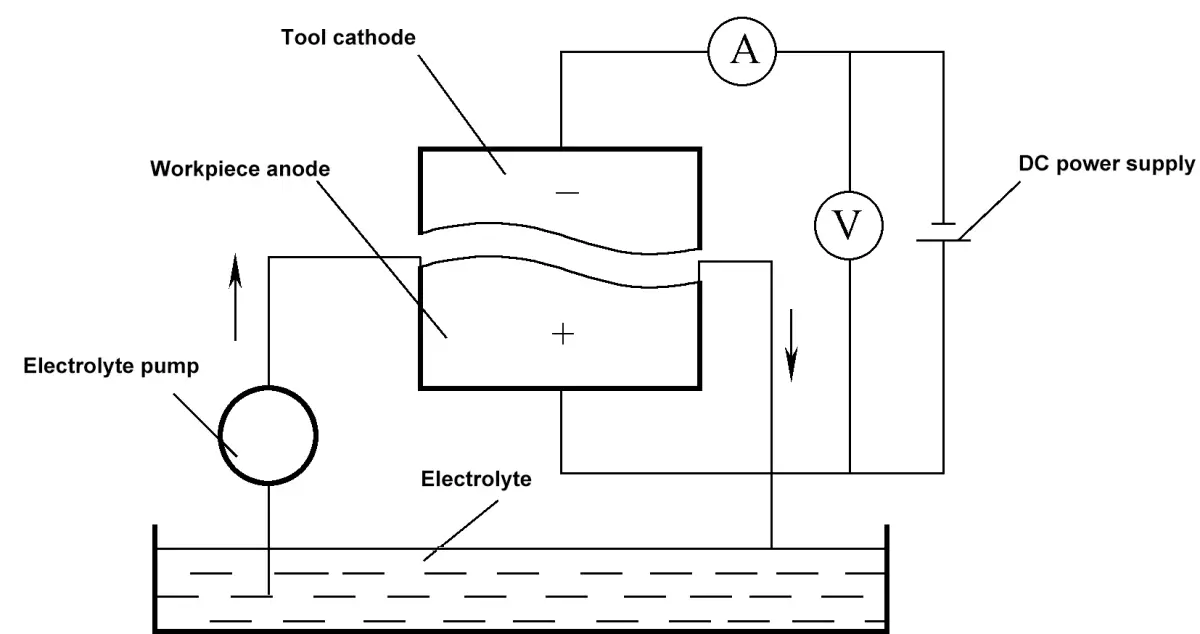
ECM es un método para formar una pieza que utiliza el principio de una reacción electroquímica, donde el metal se disuelve como un ánodo en el electrolito. Como se ilustra en la Figura 8-42, durante el ECM, la pieza de trabajo se conecta al terminal positivo y el electrodo de la herramienta al terminal negativo, pasando entre ellos un voltaje bajo y una corriente alta.
Se inyecta un electrolito de alta velocidad en el estrecho espacio entre los dos terminales. A medida que el electrodo de la herramienta alimenta continuamente la pieza de trabajo, el material de la pieza de trabajo se disuelve en la forma de la superficie de la herramienta debido a la disolución anódica del metal en el electrolito. Luego, los productos de la electrólisis se eliminan mediante el flujo de electrolito de alta velocidad, creando así una forma en la pieza que coincide con la superficie de la herramienta.
(1) Características del proceso ECM
1) Puede mecanizar metales de alta dureza, alta resistencia y alta tenacidad, como acero endurecido, aleaciones duras y acero inoxidable con altas tasas de producción.
2) No hay fuerzas de corte ni calor de corte, lo que lo hace adecuado para mecanizar piezas fácilmente deformables (como piezas de paredes delgadas).
3) La precisión promedio del mecanizado puede alcanzar 0,03 ~ 0,05 mm, y el valor Ra de rugosidad de la superficie puede alcanzar 1,6 ~ 0,2 μm, sin tensión residual.
4) En teoría, el cátodo de la herramienta no se desgasta durante el proceso, lo que permite un uso prolongado.
5) El electrolito corroe la máquina herramienta y los productos de la electrólisis son difíciles de tratar y reciclar.
(2) Aplicaciones ECM
ECM se usa ampliamente para perforación de orificios profundos, ampliación de orificios, perforación de orificios estriados, perforación de orificios de tamaños pequeños y formas complejas, procesamiento de moldes de cavidades de baja precisión, supresión de piezas irregulares, desbarbado y biselado electroquímico.
III. Mecanizado ultrasónico (USM)
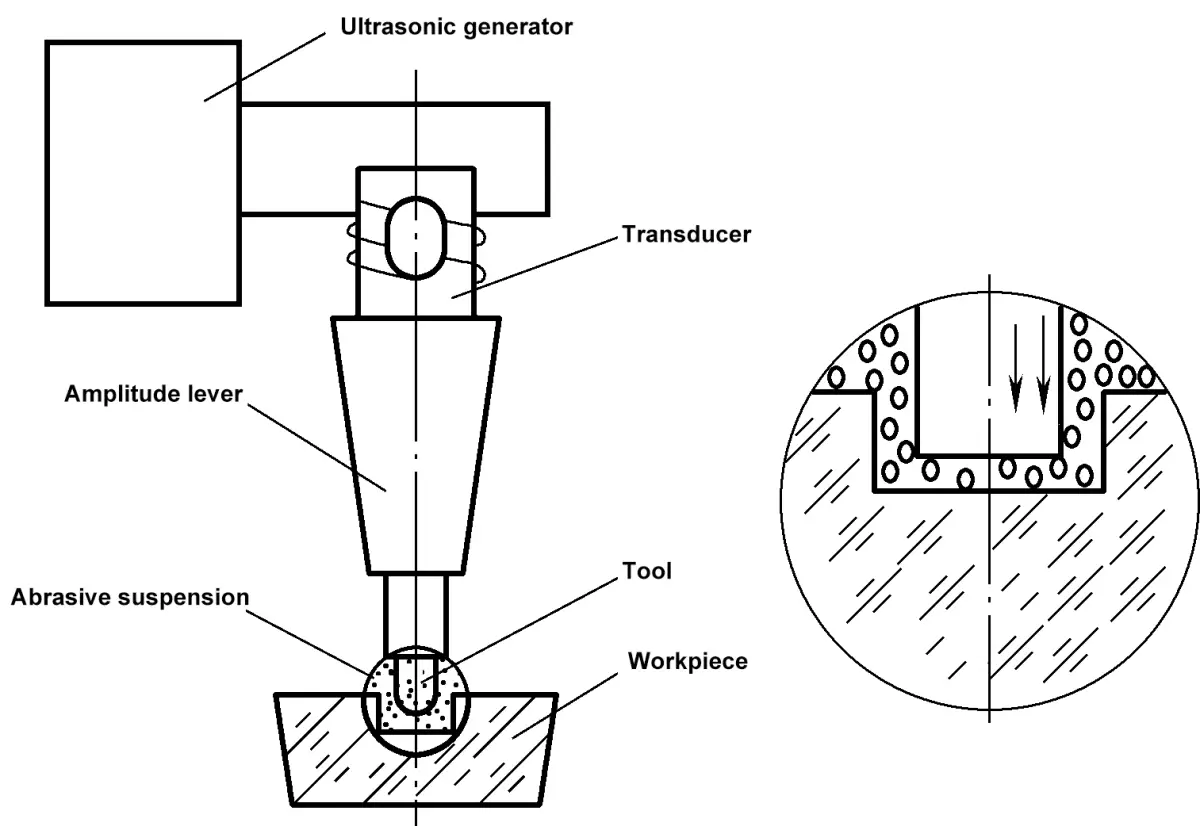
USM es un método para mecanizar una pieza utilizando vibraciones de alta frecuencia en la cara de la herramienta y lodo abrasivo. Como se muestra en la Figura 8-43, el generador ultrasónico crea oscilaciones eléctricas de alta frecuencia que el transductor transforma en vibraciones mecánicas ultrasónicas de pequeña amplitud. Luego, la amplitud se amplifica a 0,01 ~ 0,15 mm mediante la varilla de amplitud y se transfiere a la herramienta para hacerla vibrar.
Mientras tanto, la pasta abrasiva se inyecta continuamente entre la pieza de trabajo y la herramienta. La cara de la herramienta vibratoria ultrasónica martilla continuamente el abrasivo en la superficie de la pieza, rociando el material en el área de mecanizado en partículas finas que son eliminadas por la suspensión abrasiva circulante. La herramienta entra gradualmente en la pieza de trabajo, replicando su forma en la pieza de trabajo.
(1) Características del proceso USM
1) Es adecuado para mecanizar diversos materiales no conductores, duros y quebradizos, como vidrio, cerámica, piedras preciosas y diamantes.
2) Es fácil mecanizar varias formas complejas de agujeros, cavidades y superficies de formación, y con una herramienta de forma hueca, también se pueden obtener varias formas de piezas en bruto.
3) La fuerza de corte y el efecto térmico son pequeños, lo que lo hace adecuado para mecanizar paredes delgadas, espacios estrechos y otras piezas de baja rigidez.
4) El equipo USM común es simple.
5) La precisión puede alcanzar 0,05 ~ 0,01 mm y el valor Ra de rugosidad de la superficie puede alcanzar 0,8 ~ 0,1 μm, pero la tasa de producción es relativamente baja.
(2) Aplicaciones USM
USM es adecuado para mecanizar piezas de láminas delgadas con paredes delgadas y espacios estrechos; Es ampliamente utilizado para perforar, cortar, ranurar y grabar materiales duros y quebradizos y para el mecanizado de matrices de trefilado de diamantes; en combinación con otros métodos de mecanizado, también puede realizar mecanizado compuesto.
4. Mecanizado láser
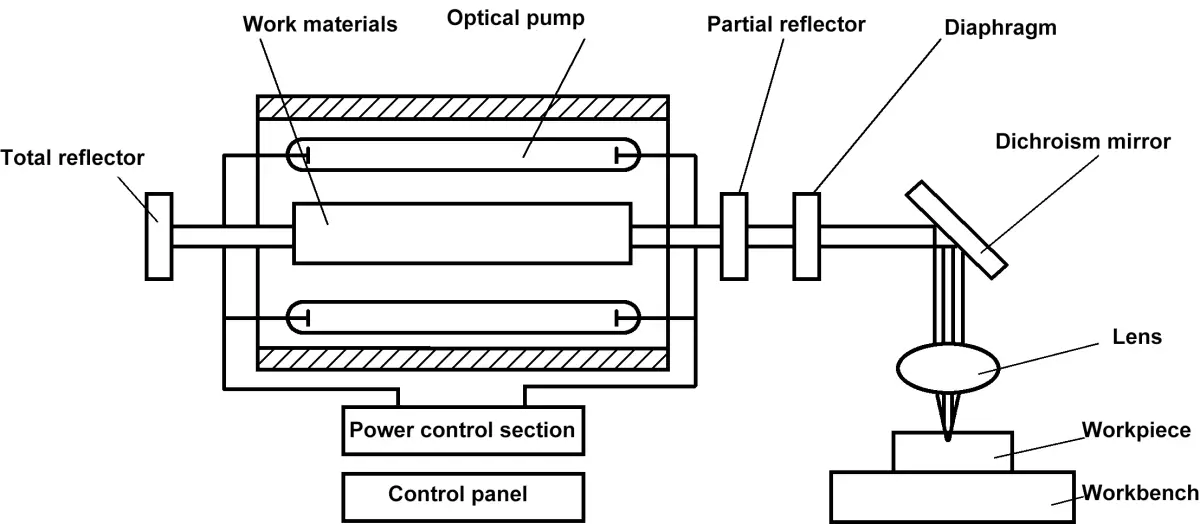
El mecanizado por láser es un método de mecanizado en el que se utiliza un láser, una luz coherente con buena monocromaticidad, fuerte direccionalidad y excelente rendimiento de enfoque. Después del enfoque, la densidad de potencia alcanza 10 8 ~10 12 C/cm 2 y la temperatura alcanza más de 10.000 ℃.
El láser irradia el material que se está mecanizando, provocando que se funda e incluso se vaporice instantáneamente, y se generan fuertes ondas de choque que eliminan explosivamente el material. El principio de funcionamiento del mecanizado láser se muestra en la Figura 8-44.
(1) Características del proceso de mecanizado por láser
1) El mecanizado por láser tiene un tiempo de acción corto, una pequeña zona afectada por el calor, no se ve afectado por interferencias electromagnéticas y puede procesar casi todos los materiales metálicos y no metálicos.
2) La velocidad de mecanizado es extremadamente alta, las operaciones de la línea de montaje y producción automatizadas son fáciles de realizar y la deformación térmica también es muy pequeña.
3) El proceso no requiere el uso de herramientas y es un método de mecanizado sin contacto, sin deformación mecánica durante el procesamiento.
4) Puede procesarse a través de aire, gases inertes o medios ópticamente transparentes.
5) La precisión del mecanizado puede alcanzar 0,01 mm y el valor Ra de rugosidad de la superficie puede alcanzar 0,1 μm.
(2) Aplicaciones de mecanizado láser
1) El mecanizado por láser se utiliza principalmente para mecanizar pequeños orificios en materiales como matrices de embutición de diamantes, cojinetes de relojes y joyas, cerámica, vidrio, aleaciones duras y acero inoxidable. El diámetro del orificio es generalmente de 0,01 a 1 mm y el diámetro del orificio más pequeño puede alcanzar 0,001 mm; la relación profundidad-diámetro del agujero puede alcanzar 50 ~ 100.
2) Para el corte se utiliza mecanizado por láser y el espesor del material puede alcanzar varias decenas de milímetros. También puede cortar el filamento dentro de un tubo de vacío a través del vidrio. Puede soldar vidrio, lo cual es difícil de lograr con cualquier otro mecanizado mecánico. Al escanear la superficie del material de la pieza con un láser, se puede realizar un tratamiento térmico superficial del material, como el endurecimiento con láser de la superficie del acero con bajo contenido de carbono.







