
Preparación antes del trabajo.
El. Familiarícese con el contenido del manual y comprenda la estructura principal de la máquina, el método de operación y las precauciones de seguridad y mantenimiento.
B. Limpiar la superficie de la máquina con aceite antioxidante, que se puede hacer con gasolina o queroseno, pero sin detergente disuelto.
w. Limpie el tanque de aceite antes de rellenarlo. El depósito de aceite no debe contener impurezas. Rellenar con aceite nuevo, aceite hidráulico YB (c) -N32 o YB (c) –N46, filtrado con un dosificador de combustible cuya precisión de filtrado no sea inferior a 5 μm, hasta que el nivel de aceite esté por encima de las cuatro quintas partes de la posición indicada por el indicador de nivel. El aceite hidráulico Mobil AFT-25 tiene el mejor efecto después de repetidas pruebas. Se recomienda el aceite hidráulico antidesgaste YB-N32 en temperaturas bajas (aproximadamente 5 ℃) en invierno. Deje la máquina inactiva durante un período de tiempo e instale un calentador en el sistema hidráulico si es necesario. La temperatura del aceite en el sistema hidráulico en funcionamiento normal no debe exceder los 75 ℃. Instale un enfriador si la temperatura del aceite es demasiado alta.
d. Agregue grasa lubricante a todas las piezas móviles según el manual. Es. Encienda la fuente de alimentación, coloque el interruptor del panel eléctrico en la posición "1", no arranque el motor de la bomba de aceite y verifique si las válvulas hidráulicas y los componentes eléctricos relevantes funcionan normalmente de acuerdo con las diversas especificaciones del proceso y modos de operación.
Máquina de operación
(1) Presione el botón de arranque del motor para arrancar el motor principal, verifique si la dirección de rotación del motor es consistente con la dirección de rotación en la etiqueta de la bomba de aceite y verifique la dirección de rotación del motor observando el acoplamiento.
Si no es consistente, deténgase inmediatamente.
Al cambiar la dirección del motor, los profesionales deben cortar la alimentación y cambiar la fase de la línea de entrada.
Cuando haya aire en el sistema de tuberías, presione los botones de inicio y parada alternativamente varias veces. Una vez descargado el aire, la bomba de aceite puede entrar en funcionamiento normal.
(2) La operación de programación detallada del nuevo producto debe realizarse después de leer en detalle el manual de operación del sistema eléctrico y el manual de operación.
Ajuste de la máquina
La máquina herramienta ha sido ajustada y probada con precisión antes de salir de fábrica. Sin embargo, todos los ajustes pueden cambiar durante el transporte. Por lo tanto, se deben realizar las siguientes comprobaciones antes del uso formal.
( 1) Ajuste de la separación de las hojas:
La holgura de las cuchillas de la máquina se ajusta automáticamente mediante el sistema de control numérico. El ajuste adecuado de la separación de la hoja afectará directamente la calidad de corte de la chapa y la vida útil de la hoja.
Para obtener una cara final de corte de alta calidad, se debe seleccionar una separación entre cuchillas razonable según el material a cortar. Se recomiendan los siguientes métodos para ajustar la holgura de la hoja.
Se utiliza acero con bajo contenido de carbono con resistencia a la tracción σB = 370-400 MPa y alargamiento δ = 35% como referencia de ajuste, y la holgura de la hoja se selecciona de acuerdo con el 8% del espesor de la placa. Para aceros con medio y alto contenido de carbono con bajo alargamiento, el valor de holgura de la hoja debe ser mayor que el de los aceros con bajo contenido de carbono con el mismo espesor.
Al cortar una placa de acero inoxidable, la separación de la hoja depende de su alargamiento, y se debe utilizar la hoja de corte de acero inoxidable porque el alargamiento de algunos aceros inoxidables es mayor que el del acero con alto contenido de carbono con la misma resistencia.
Atención:
a) Después de ajustar la separación de las cuchillas, la máquina debe funcionar vacía al menos una vez antes del corte formal.
b) Al cortar materiales plásticos, la holgura de la hoja debe ser ligeramente menor; Al cortar materiales frágiles, la separación entre cuchillas debe ser ligeramente mayor.
c) Después de ajustar siempre la holgura de la hoja, se debe realizar un corte de prueba.
( 2) Ajuste del ángulo de corte:
El ángulo de corte de la máquina se ajusta automáticamente mediante el sistema de control numérico.
El ángulo de corte se puede cambiar ajustando la cantidad de aceite en la cámara superior del cilindro de aceite auxiliar.
Aumentar el ángulo de corte hace que la pieza de trabajo sea más fácil de deformar, mientras que reducirlo aumenta la probabilidad de producir rebabas.
Atención:
a) Después de cada ajuste del ángulo de corte, la máquina debe funcionar vacía al menos una vez antes del corte formal.
b) Cuando los requisitos de corte no sean elevados, el ancho mínimo del material angosto que se puede cortar no debe ser inferior a 3 veces el espesor del tablero; de lo contrario, la hoja podría dañarse.
c) Para obtener piezas de corte lisas sin distorsión ni deformación, el ancho mínimo de la placa de corte debe ser superior a 15 veces el espesor de la placa, pero no inferior a 80 mm.
d) Cuanto mayor sea el ancho de la placa de corte, menor será la deformación.
( 3) Desmontaje e instalación de la hoja
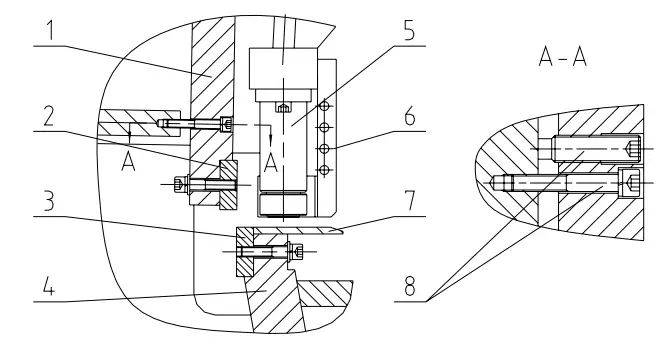
| No. | Nombre | No. | Nombre |
| 1 | Portaherramientas | 5 | cilindro de prensado |
| dos | Hoja superior | 6 | Barandilla delantera |
| 3 | Hoja inferior | 7 | Placa de cubierta |
| 4 | Mesa de trabajo | 8 | Tornillo de ajuste |
La configuración estándar de las cuchillas superior e inferior de la máquina es de dos piezas de empalme de cuchillas, lo que tiene la ventaja de un pulido conveniente y no requiere una amoladora especial.
Toda la longitud de las palas superior e inferior se puede configurar según las necesidades del usuario.
a) Retirar la cuchilla
Arranque la máquina, ajuste la holgura de la hoja a un valor máximo de 0,64 mm, ajuste el ángulo de corte a 1,0°, haga que el portaherramientas se mueva hacia arriba y hacia abajo durante varios ciclos, cierre la máquina herramienta y retire la guía protectora y la placa de cubierta de el cilindro de prensado.
Retire primero la hoja inferior:
Afloje todos los tornillos de montaje de las dos hojas inferiores, sostenga una hoja inferior con un largo cuadrado de madera en la parte posterior de la máquina herramienta para evitar que se incline hacia atrás, retire los tornillos de la hoja y retire la hoja del costado de la máquina herramienta. . herramienta de máquina.
Retire la otra cuchilla de la misma forma.
Luego retire la hoja superior:
Afloje todos los tornillos de montaje de las dos hojas superiores, coloque dos escuadras de madera adecuadas entre una hoja superior y el banco de trabajo y fije la hoja superior. Retire los tornillos de la hoja, afloje lentamente los cuadrados de madera y retire la hoja superior del costado de la máquina herramienta.
Retire la otra hoja superior de la misma manera.
b) Instalación de la hoja
El orden en que se instala la hoja es el inverso al orden en que se retira la hoja.
Instale la hoja superior primero:
Inserte dos cuadrados de madera adecuados en un extremo entre el portaherramientas y el banco de trabajo, inserte una hoja superior en ese extremo, sujétela con dos cuadrados de madera e instale los tornillos en la hoja sin apretar.
Luego instale otra hoja superior de la misma manera.
Utilice estos dos cuadrados de madera para presionar una hoja superior hacia arriba para que la hoja superior esté completamente cerca de la superficie de contacto del borde de la hoja del portaherramientas.
Luego apriete los tornillos de la hoja desde la unión del cuchillo hasta el borde.
Apriete los tornillos de la otra hoja de la misma manera.
Luego instale la hoja inferior:
Inserte dos hojas inferiores en ambos lados de la máquina y sostenga la hoja inferior con un largo cuadrado de madera en la parte posterior de la máquina herramienta.
Primero, instale todos los tornillos y luego apriete los tornillos de la hoja inferior de la junta de cuchilla en ambos extremos.
Después de instalar las hojas superior e inferior, instale la placa de cubierta y la guía protectora una por una.
Atención:
a) Al retirar la hoja, la hoja se vuelve pesada y afilada. El operador debe tener mucho cuidado y usar guantes antes de operar.
b) La fuerza de sujeción del tornillo de la hoja es 35N · M.
( 4) Rectificado de cuchillas
La hoja debe pulirse periódicamente.
Después de que la hoja se desafila, si se continúa usando, la estructura de grano exterior de la hoja se dañará debido a una presión excesiva, lo que no solo dañará la máquina sino que también resultará en una mala calidad del corte.
Después de pulir la hoja, se pueden quitar los granos de la capa exterior.
Las cuchillas superior e inferior de la máquina tienen cuatro filos de corte. Se requiere rectificado cuando el radio de filete de la hoja es superior a 0,25 mm.
La cantidad de pulido unilateral es de 0,5 mm y el margen de pulido de cada hoja es de 4 mm (2 mm en un lado).
Si el rectificado de cuchillas de las cizallas de placas de uso común se organiza de acuerdo con este método, la cantidad de rectificado será la más pequeña y la vida útil será la más larga.
( 5) Ajuste de la uniformidad de la separación de las hojas
Después de rectificar o cambiar la hoja, se debe verificar nuevamente la uniformidad del espacio libre de la hoja y ajustarla de la siguiente manera:
a) Encienda la máquina herramienta, ajuste el ángulo de corte a 0°, coloque las cuchillas superior e inferior paralelas y ajuste la holgura de la cuchilla a un valor máximo de 0,64 mm.
b) Apague la bomba de aceite y ajuste manualmente la válvula de mariposa a 120 para hacer que el portaherramientas descienda lentamente hasta que las cuchillas superior e inferior coincidan 1-2 mm en toda su longitud.
En otras palabras, cierre la válvula de mariposa para asegurarse de que el portaherramientas no se deslice hacia abajo.
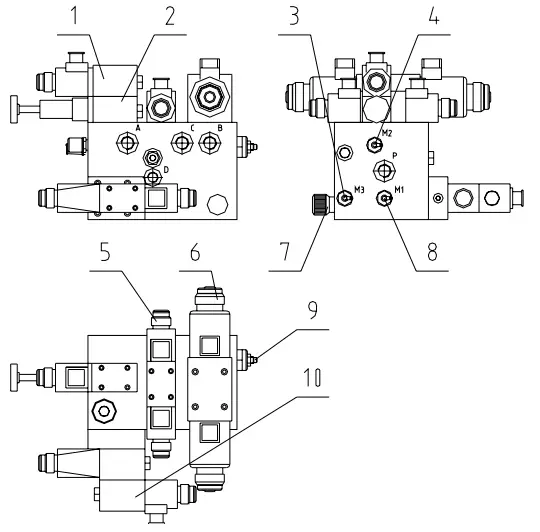
| No. | Artículo |
| 1 | Válvula de control del cilindro de presión 140 |
| dos | Válvula reductora de presión del cilindro de presión 50 |
| 3 | Punto de medición de presión de soporte de la cámara inferior |
| 4 | Punto de medición de presión del cilindro de presión |
| 5 | 70 Válvula de control del ángulo de corte |
| 6 | Válvula de control del soporte de herramientas 60 |
| 7 | Válvula de mariposa 120 |
| 8 | Punto principal de medición de presión |
| 9 | Válvula de soporte de la cámara inferior 80 |
| 10 | Válvula de control de presión principal 20/30 |
c) Abra la puerta del panel eléctrico, presione y mantenga presionado el contactor AC 1KM2 que reduce la separación de las cuchillas, controle el valor real de separación de las cuchillas a través de la página del volante, ajuste la separación entre las cuchillas superior e inferior a un mínimo de 0,08 mm y cierre la puerta del panel eléctrico.
d) Afloje los pernos de empuje y las tuercas en los dos soportes de resorte del disco, afloje las tuercas en los cuatro pernos de ajuste del espaciador en la parte trasera y ajuste los cuatro pernos de ajuste para hacer la distancia desde ambos extremos de la hoja superior hasta ambos extremos de la hoja superior. hoja inferior consistente (al ajustar un extremo, los tornillos de ajuste superior e inferior deben ajustarse al mismo tiempo).
Mida con una galga de espesores; el espacio debe estar entre 0,05 mm y 0,1 mm.
Luego, apriete las tuercas de los cuatro tornillos de ajuste y los tornillos de empuje y las tuercas de los dos soportes de resorte del disco.
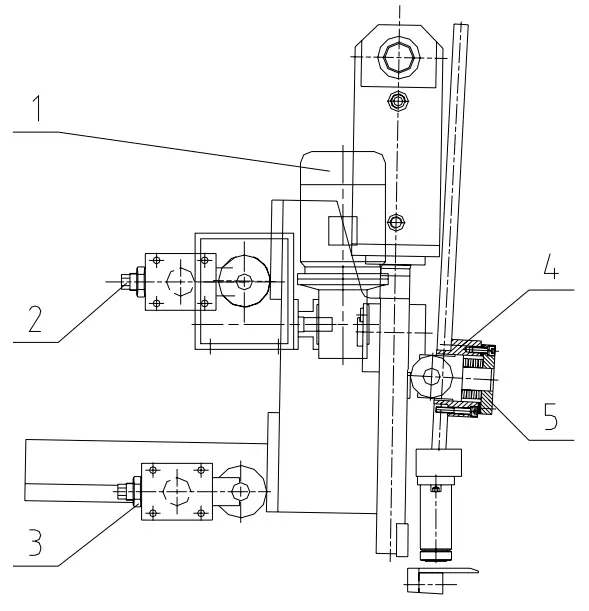
| No. | Artículo |
| 1 | Reductor turbo-gusano |
| dos | Tornillo de ajuste |
| 3 | Tuerca de ajuste |
| 4 | Soporte de resorte de disco |
| 5 | Glándula |
e) Ajuste el tornillo de ajuste en el portaherramientas de izquierda a derecha y verifique la holgura del borde con una galga de espesores de 0,05 mm y 0,1 mm. Asegúrese de que la galga de espesores de 0,05 mm pueda pasar, pero la galga de espesores de 0,1 mm no.
f) Después del apagado, reinicie la máquina, ajuste el ángulo de corte al máximo y cierre la bomba de aceite. Ajuste la válvula de mariposa a 120 para que el portaherramientas baje lentamente y verifique que la holgura de la hoja de cada sección sea igual al valor de holgura establecido originalmente en el sistema.
De lo contrario, afloje los cuatro tornillos de ajuste en la parte posterior y ajuste la separación de las hojas al mismo valor que la separación establecida originalmente en el sistema.
g) Vuelva a apretar el manguito de bloqueo en el potenciómetro y ajuste la posición del interruptor de cambio de ajuste de holgura.
6) Ajuste del tope trasero

| No. | Artículo |
| 1 | Tuerca de bloqueo |
| dos | Tornillo de ajuste |
| 3 | Tornillo M8×30(GB70-85) |
| 4 | Tornillo M8×35(GB85-88) Tuerca M8 (GB6170-86) |
a) Ajuste del ángulo
El ángulo de la superficie de posicionamiento del tope trasero debe ser coherente con el ángulo de desplazamiento del portaherramientas. De lo contrario, cuando cambia el ángulo de corte, la superficie de posicionamiento del tope posterior cambiará y el posicionamiento del tope posterior será inexacto.
Al verificar el ángulo de la superficie de ubicación del tope trasero, coloque un indicador de cuadrante en las paredes a ambos lados de la máquina y apunte el cabezal hacia la superficie de ubicación.
Cuando el portaherramientas baja, el cambio de lectura del indicador de carátula no debe ser superior a 0,05 mm.
Si es mayor a 0,05 mm, ajuste los tornillos M8×30 (GB70-85) y M8×35 (GB85-88).
b) Ajuste de paralelismo
Afloje la contratuerca, gire el tornillo de ajuste, mida la distancia desde ambos extremos de la superficie de ubicación del tope trasero hasta la rosca inferior de la cuchilla con una regla de profundidad y luego apriete la contratuerca después de que el error no exceda 0, 05 mm. .
Intente cortar el tablero y verifique el paralelismo. Si hay alguna desviación, continúe ajustando.
La distancia desde el centro de la superficie de ubicación del tope trasero hasta el borde inferior de la cuchilla debe ser ligeramente mayor que la de ambos extremos.
Si la desviación de la distancia desde ambos extremos de la superficie de ubicación del tope posterior hasta el borde inferior de la cuchilla es demasiado grande, afloje los tornillos que sostienen la placa de transición que conecta el servomotor. Luego afloje los pernos de unión entre el soporte y la placa de transición para poder aflojar la correa de distribución síncrona.
Luego gire el tornillo de bola en un lado para que la distancia desde ambos extremos de la superficie de ubicación del tope posterior hasta el borde inferior de la cuchilla sea casi la misma.
Luego instale la correa de distribución síncrona, apriete los pernos de conexión y apriete la correa de distribución síncrona.
Luego ajuste el paralelismo y el método de ajuste es el mismo que el anterior.
( 7) Ajuste de presión del sistema hidráulico:
Los valores de presión de la máquina herramienta se ajustaron según las especificaciones de trabajo antes de salir de fábrica.
El usuario no necesita ajustarlo él mismo, pero después de revisar la máquina o reemplazar componentes hidráulicos, puede ser necesario realizar ajustes.
Si el usuario necesita ajustar la presión del sistema, la válvula 30 debe ajustarse de acuerdo con la presión máxima de trabajo (25 MPa) del sistema hidráulico.






