Funciones y rangos de trabajo
La prensa plegadora electrohidráulica de control numérico servonumérico es conocida por su alta eficiencia y precisión en el doblado de chapa.
El tamaño de la ranura en V en el troquel inferior debe ajustarse según el espesor de la lámina. Normalmente es superior a 8 veces el espesor de la lámina.
Utilizando diferentes tipos de troqueles superiores e inferiores, se puede doblar una amplia variedad de piezas.
Para obtener la fuerza de doblado deseada, consulte la tabla de doblado de chapa en el cuerpo de la máquina dobladora o use la fórmula de doblado para calcularla.
Una pasada del control deslizante produce una curvatura en la hoja y se pueden obtener formas complejas doblando la pieza de trabajo varias veces.
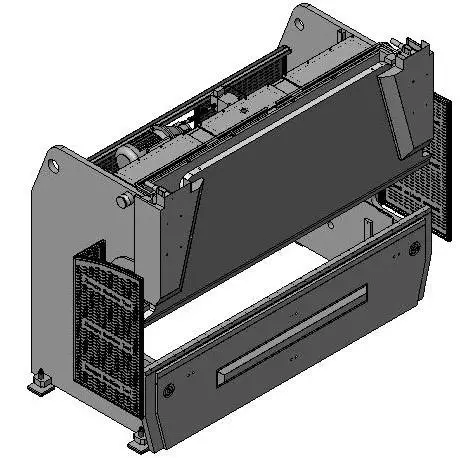
La Prensa Hidráulica está construida con láminas de acero, aportando la resistencia y rigidez necesarias.
Su accionamiento hidráulico evita que la máquina sufra graves accidentes por sobrecarga, incluso con cambios de espesor de chapa o selección incorrecta del troquel inferior.
Además, esta plegadora es conocida por su estabilidad durante la operación, facilidad de uso y características de seguridad confiables.
La conexión al troquel superior incluye un dispositivo de compensación, que compensa cualquier desviación de la mesa de trabajo y del cursor durante el doblado, asegurando una alta precisión.
Está equipado con control hidráulico eléctrico y carreras deslizantes ajustables, lo que lo hace conveniente para fines de prueba y ajuste.
Esta máquina dobladora tiene tecnología avanzada y rendimiento confiable, lo que la convierte en una herramienta de conformado ideal.
Es ampliamente utilizado en las industrias aeronáutica, automotriz, de construcción naval y de maquinaria debido a su alta eficiencia de producción.
Elevación e instalación
Elevación
Debido a su alto centro de gravedad, el freno de inclinación es pesado delante y ligero detrás. Por tanto, se debe tener cuidado para garantizar la estabilidad de la máquina y evitar que vuelque.
Para mantener la consistencia, las cuerdas de seda deben usarse en un ángulo de incidencia estrecho.

Figura 1
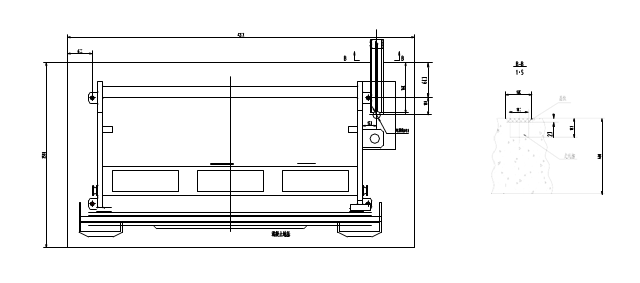
Figura 2
Limpiar
Antes de operar la plegadora hidráulica, debe eliminar el aceite protector contra la oxidación de las siguientes piezas móviles.
- —La superficie del poste del pistón
- —Superficie del riel guía de trama deslizante
- —La superficie del riel guía, eje, que soporta el medidor de cocción.
- —La superficie del riel guía deslizante.
- —La superficie de la mesa de trabajo y el juego de moldes.
Nota: Permitir el uso de gasolina y aceite de carbón para la limpieza, prohibir el uso de solventes.
Arrasamiento
Nota: La máquina debe colocarse sobre una superficie nivelada antes de realizar ajustes finos. Asegúrese de que todas las piezas de la máquina, incluidos los componentes eléctricos, estén conectadas correctamente antes de continuar.
El proceso es el siguiente:
- Coloque el bloque deslizante en el punto muerto superior.
- Coloque un gradiente (precisión de ± 0,05 mm/m) en ambos lados de los bloques deslizantes.
- Ajuste el nivel vertical.
- Ajuste el nivel horizontal colocando un gradiente (precisión ±0,05 mm/m) en el centro de la mesa de trabajo.
Y en todo este proceso, el tornillo inferior debe quedar bien conectado.
Nota: El nivel debe comprobarse y ajustarse nuevamente después de 30 a 50 horas de uso.
Las conexiones electricas
Después de conectar el interruptor general (fases de alimentación: R, S, T, PE), verificar la orientación de la bomba hidráulica realizando una breve prueba de arranque. Si la orientación es incorrecta, apague inmediatamente la alimentación e intercambie las líneas de dos fases (consulte la flecha direccional de la bomba hidráulica).
La entrada de cables puede estar ubicada en la parte inferior de la caja eléctrica.
Observación:
(1) Asegúrese de que los voltajes sean consistentes.
(2) Se recomienda que un electricista capacitado o alguien familiarizado con el manual realice la conexión eléctrica de la máquina.
teoría del trabajo
La plegadora servohidráulica electrohidráulica integra tecnología numérica, sistemas servohidráulicos. El movimiento de la válvula de control hace que la viga superior se mueva hacia arriba y hacia abajo periódicamente, y el movimiento se mide mediante tramas en ambos lados de la máquina.
El DNC controla la apertura y el cierre de las dos válvulas en los cilindros de aceite izquierdo y derecho. Si es necesario, el servo puede reasignar el flujo en el cilindro de aceite, haciendo que la viga superior se mueva verticalmente. La medición del movimiento está determinada por el nuevo recuento de impulsos. (Figura 3)
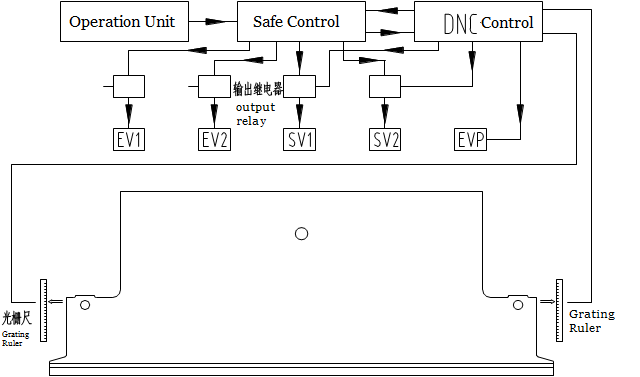
figura 3
La señal del controlador DNC se transmite a la servoválvula, que la convierte en una señal de presión hidráulica y controla el movimiento de la válvula. Cada cilindro del sistema hidráulico tiene su propio circuito de control independiente, que incluye la servoválvula y la válvula de llenado.
Eje trasero
La definición del eje.
El DNC controla los siguientes ejes:
- El cilindro de aceite izquierdo del bloque deslizante es el eje Y1.
- El cilindro de aceite derecho del bloque deslizante es el eje Y2.
- La mesa de coronación inferior es el eje V.
- El movimiento del tope trasero, tanto hacia adelante como hacia atrás, es el eje X.
- El movimiento del tope trasero, hacia arriba y hacia abajo, es el eje R.
Nota: La posición del bloque deslizante se puede programar usando la ecuación de valor absoluto y el tamaño del ángulo.
Se pueden aplicar ajustes manuales o control de controlador a los ejes Z1, Z2, R1 y R2.
La posición y el carácter de cada eje.
| Eje | Posición cero | Valor numérico real |
|---|---|---|
| Y1 bloque deslizante izquierdo (arriba o
(Arriba o abajo) |
Superficie de la mesa de trabajo | Distancia entre la superficie de la mesa de trabajo y el molde del bloque deslizante |
| Bloque deslizante derecho Y2 (arriba o
(Arriba o abajo) |
Superficie de la mesa de trabajo | Distancia entre la superficie de la mesa de trabajo y el molde del bloque deslizante |
| Tope trasero X、X1、X2
〔frente y detrás〕 |
El centro de la matriz inferior. | Distancia máxima entre el centro de la tapa.
troquel y tope trasero |
| Medidor trasero R、R1、R2
(arriba y abajo) |
Superficie de la mesa de trabajo (y el punto más bajo del tope trasero) | La distancia entre la superficie de la mesa de trabajo y el punto más bajo del tope trasero. |
| Z1 a la izquierda del medidor trasero
〔de izquierda a derecha〕 |
A la izquierda del cuerpo de la máquina. | La distancia entre el lado izquierdo del cuerpo de la máquina y el extremo izquierdo del tope trasero. |
| Z2 a la derecha del medidor trasero
〔De derecha a izquierda〕 |
A la izquierda del cuerpo de la máquina. | La distancia entre el lado izquierdo del cuerpo de la máquina y el extremo izquierdo del tope trasero. |
Observación:
(1) Siga las instrucciones del manual DNC para programar los ejes.
(2) Los términos “izquierda” y “derecha” en la tabla se refieren a la parte frontal de la máquina cuando se mira hacia ella.
Aviso:
(1) El operador debe tener cuidado con la posición del tope trasero. Si ingresa al área del molde, puede causar daños a la máquina.
(2) Cuando ajuste el eje Z manualmente, hágalo solo desde la parte trasera de la máquina.
(3) Tenga cuidado al ajustar el tope trasero para evitar golpear el troquel inferior.
El tope trasero consta de una viga que se extiende de un lado a otro de la máquina, sostenida por guías rectas y husillos con rodamientos de bolas. Las guías de calibre traseras están ubicadas a ambos lados del cuerpo de la máquina, lo que deja un amplio espacio para el movimiento. El eje X controla el movimiento del tope trasero a través del control DNC y es impulsado por un servomotor.
Piezas hidráulicas de prensa plegadora
Caja de aceite de presión hidráulica
El tanque de aceite de presión hidráulica está soldado dentro del cuerpo de la máquina. La entrada está ubicada dentro del tanque, mientras que el motor, la bomba de aceite, la válvula de alta presión, la válvula de control y la electrónica están ubicadas afuera. El núcleo del filtro y el pedestal de la válvula están ubicados en la parte superior y el tornillo de descarga de aceite está ubicado en la parte inferior del tanque.
Motor eléctrico
Motor trifásico de cuatro clases.
Bomba de aceite
La bomba de engranajes de alta presión y el motor principal están conectados mediante un eje de acoplamiento flexible.
el inhalador
El nivel de filtración es de 10μm y la presión máxima es de 400 bar. Si el filtro se obstruye o es necesario cambiar el aceite, se debe reemplazar el filtro.
Servoválvula sincronizada
La servoválvula está montada en la parte superior del cilindro de aceite. Su caudal está regulado por el sistema de control numérico DNC y servoamplificador, permitiendo controlar la velocidad del bloque deslizante en todo su rango de desplazamiento. El cargo y forma de control son los siguientes:
- movimiento rápido
- Velocidad de flexión
- Punto muerto inferior
- Viaje de vuelta
- Punto muerto superior
Llene la válvula
La servoválvula está ubicada en la parte superior del cilindro de aceite. Cuando el control deslizante se mueve rápidamente, el aceite fluye desde la caja de aceite al cilindro a través de la válvula de llenado. La válvula está cerrada durante el proceso de curvado.
Válvula de presión
La válvula de presión está en la servoválvula, la contrapresión cuando el retorno es ajustable.
Salvaguardia
La protección contra sobrecarga está controlada por el DNC. Al arrancar, el DNC verifica la sincronización y la presión de la ruta del aceite para adelantar, también conocido como verificación de fugas de presión de aceite.
Parámetros del sistema NC
Observación:
- En primer lugar, antes de realizar el pedido de la máquina herramienta, todos los parámetros deben ser establecidos por el fabricante para garantizar la seguridad operativa.
- En segundo lugar, los cambios en los parámetros de la máquina herramienta sólo se pueden realizar después de obtener la aprobación del fabricante.
- 3º, si no se cumple el 2º requisito y se realizan cambios en los parámetros de la máquina herramienta, se pueden producir accidentes con el equipo.
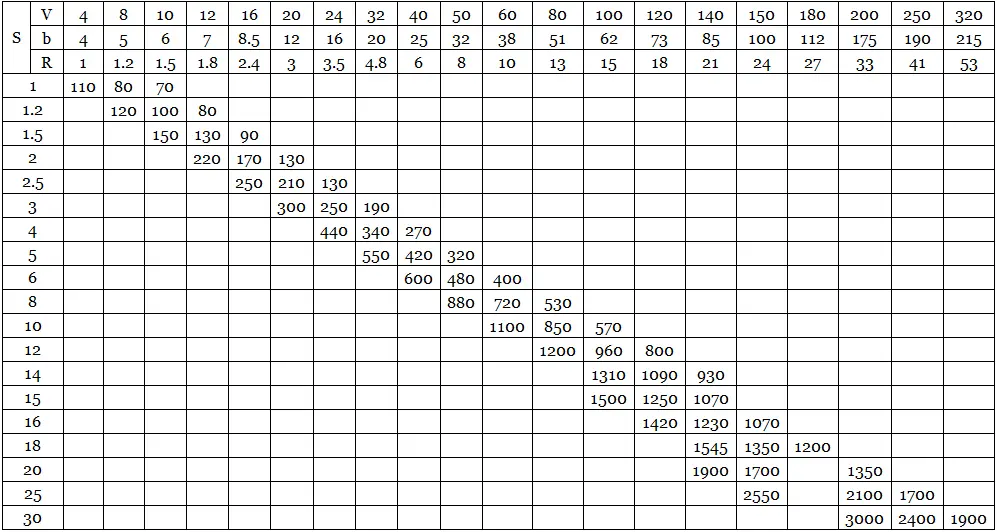
La selección de la matriz inferior (ver Figura 4)
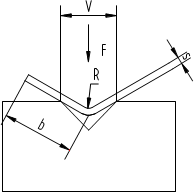
Fig. 4 El croquis de la matriz inferior
F: La fuerza de flexión requerida (KN/m) por metro cuando la resistencia a la tracción del material es de 400 N/mm.
Si la resistencia a la tracción del material es de 800 N/mm, la fuerza de flexión requerida (KN/m) por metro se duplica. S: Espesor de la placa (mm)
- S: Espesor de la placa (mm)
- B: Ancho mínimo de plegado (mm)
- V: El ancho de la abertura inferior del troquel (mm) R: El diámetro de la mitad de curvatura (mm)
- A: El radio de curvatura (mm)
- V: ancho del troquel inferior V, debe determinarse según el espesor del material S y la fórmula general es: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Sólo cambiando el ancho mínimo de curvatura y el ángulo de curvatura se puede determinar científicamente la dimensión total del límite inferior de la matriz.
| s | V | F | R | B |
|---|---|---|---|---|
| 0,5 | – | – | – | – |
| – | – | – | – | |
| -8 | -28 | -1 | -4 | |
| 1 | 8 | 110 | 1 | 4 |
| 8 | 80 | 1.2 | 5 | |
| 10 | 70 | 1.5 | 6 | |
| 1.2 | 8 | 120 | 1.2 | 5 |
| 10 | 100 | 1.5 | 6 | |
| 12 | 80 | 1.8 | 7 | |
| 1.5 | 10 | 150 | 1.5 | 6 |
| 12 | 130 | 1.8 | 7 | |
| dieciséis | 90 | 2.4 | 9.5 | |
| dos | 12 | 220 | 1.8 | 7 |
| 18 | 170 | 2.4 | 9.5 | |
| 20 | 130 | 3 | 12 | |
| 2.5 | 18 | 250 | 2.5 | 9.5 |
| 20 | 210 | 3 | 12 | |
| 24 | 130 | 3.6 | 15 | |
| 3 | 20 | 300 | 3 | 12 |
| 24 | 250 | 3.6 | 15 | |
| 32 | 190 | 4.8 | 20 | |
| 4 | 24 | 440 | 3.6 | 15 |
| 32 | 340 | 4.8 | 20 | |
| 40 | 270 | 6 | 25 | |
| 5 | 32 | 550 | 4.8 | 20 |
| 40 | 420 | 6 | 25 | |
| 50 | 320 | 7.5 | 32 | |
| 6 | 40 | 600 | 6.5 | 25 |
| 50 | 480 | 8 | 32 | |
| 60 | 400 | 9.5 | 38 | |
| 8 | 50 | 880 | 8 | 32 |
| 60 | 720 | 10 | 38 | |
| 80 | 530 | 12.5 | 51 | |
| 10 | 60 | 1100 | 10 | 38 |
| 80 | 850 | 13 | 51 | |
| 100 | 570 | dieciséis | 62 | |
| 12 | 80 | 1200 | 13 | 51 |
| 100 | 960 | dieciséis | 62 | |
| 120 | 800 | 19 | 73 | |
| 14 | 100 | 1310 | 15 | 62 |
| 120 | 1090 | 18 | 73 | |
| 140 | 980 | 21 | 85 | |
| 15 | 100 | 1500 | 15 | 62 |
| 120 | 1250 | 18 | 73 | |
| 140 | 1070 | 21 | 85 | |
| dieciséis | 120 | 1420 | 18 | 68 |
| 140 | 1230 | 21 | 79 | |
| 160 | 1070 | 24 | 90 | |
| 18 | 140 | 1545 | 21 | 87 |
| 160 | 1350 | 24 | 100 | |
| 180 | 1200 | 27 | 112 | |
| 20 | 140 | 1900 | 25 | 85 |
| 180 | 1700 | 28 | 98 | |
| 200 | 1350 | 38 | 121 | |
| 25 | 180 | 2550 | 28 | 100 |
| 200 | 2100 | 38 | 121 | |
| 250 | 1700 | 41 | 131 | |
| 30 | 200 | 3.000 | 38 | 125 |
| 250 | 2550 | 41 | 131 | |
| 300 | 2100 | 53 | 143 |
Durante el proceso de plegado, la fuerza de flexión se concentra en la superficie de la mesa de trabajo y actúa al mismo tiempo sobre las herramientas. Por tanto, la carga que pueda soportar el utillaje no debe superar su capacidad.
Por ejemplo:
- S=2mm F=150KN (15t/m)
- F=150KN (15t/m)
- B mín=10mm R=2mm
- R=2mm
Al seleccionar el troquel inferior, las opciones son V12, V16 y V20. Al elegir V16, es mejor tener en cuenta el grosor del tablero.
- F=170KN (17t/m)
- Bmín = 9,5 mm
- R = 2,4 mm
Relativamente hablando, el radio no es muy significativo y cuando el ancho de curvatura (b) es mayor que el radio de curvatura mínimo, se pueden procesar placas de diferentes espesores con el mismo troquel inferior.
V16 S = 1,5 mm, 2 mm, 2,5 mm
Nota: Si se trata de una herramienta de moldeo, la fuerza de flexión debe ser dos o tres veces mayor.
FP= (2….3)Fb
También puede calcular el tonelaje requerido de plegadora mediante la Calculadora de fuerza de flexión de plegadora.
Selección del punzón superior de la prensa plegadora
La selección del troquel superior también debe basarse en la resistencia a la flexión y no se debe exceder la capacidad de carga. Además, los clientes pueden elegir herramientas especiales, pero deben tener en cuenta las diferentes capacidades de carga en comparación con las herramientas estándar.
Nota: El operador debe seguir los principios de seguridad en áreas peligrosas de la máquina, como se muestra en las Figuras 5 y 6.
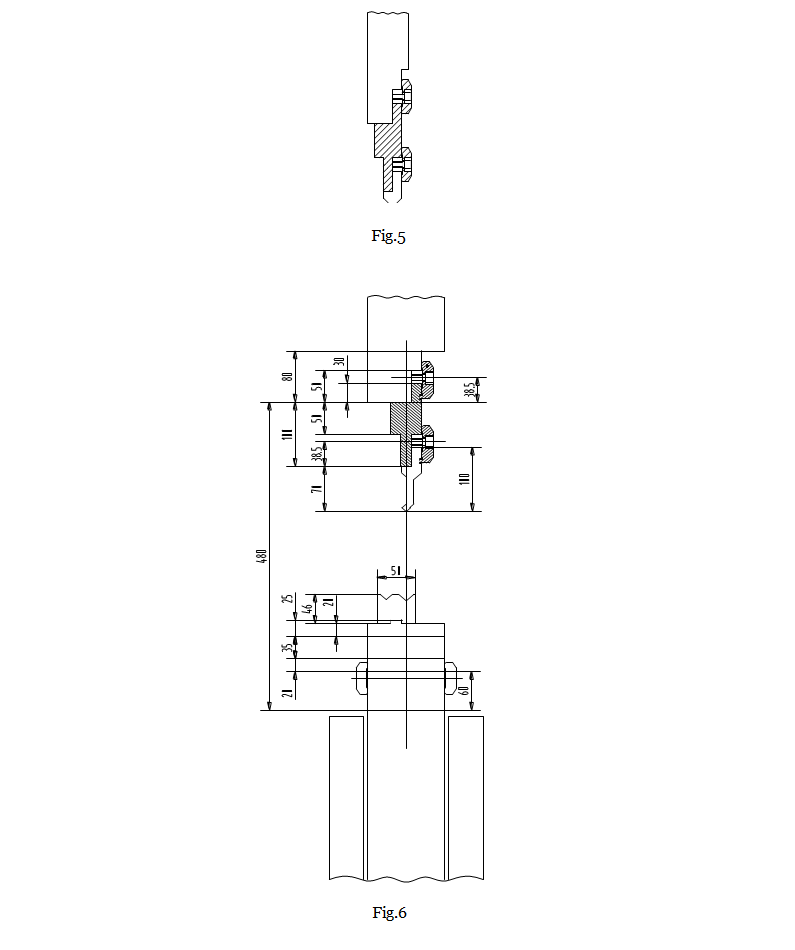
R. Está prohibido atravesar el utillaje.
B. Para evitar accidentes, antes de instalar los troqueles superior e inferior, el botón de inicio debe colocarse en la segunda posición de control y el botón de accionamiento NC debe colocarse en “parada del eje”.
- Instale el troquel inferior y ajuste los tornillos de fijación.
- Mueva lentamente el bloque deslizante hasta que la distancia entre él y el troquel inferior sea aproximadamente del grosor de la placa.
- Coloque el troquel superior y el pedestal del troquel superior y colóquelos en el bloque deslizante. Luego, apriete ligeramente los tornillos de fijación o cierre la pieza de fijación.
- Aplique una pequeña cantidad de fuerza para alinear el molde. Los centros del troquel superior e inferior deben estar en línea recta. Después de que un borde del molde esté completamente conectado, apriete la pieza de sujeción.
El material de chapa
La siguiente tabla es solo como referencia. Si tiene alguna duda, consulte el material de procesamiento.
| Tipo | Resistencia a la tracción Kg/mm2 | |
|---|---|---|
| Aluminio | Rigidez suave | 10.5 |
| Mediana | 13.3 | |
| Alto | 19.6 | |
| Latón | Suave | 32,9 |
| Mennir de alta resistencia resiste la corrosión de Constantan | Mediana | 42 |
| Alto | 59,5 | |
| Cobre | Arrollado | 25,9 |
| Aluminio cromado | Suave | 24,5 |
| Tratamiento térmico | 38,5 | |
| Hierro | hierro forjado | 35 |
| Acero | 0,25%c | 46,9 |
| 0,5%c | 66,5 | |
| 0,75%c | 80,5 | |
| 1,0%c | 91 | |
| 1,2%c | 105 | |
| 1# volumen de acero | 52,5 | |
| Acero inoxidable 18-8 | 66,5 | |
Comenzar
Fallos imposibles y métodos de resolución.
Observación:
Antes de comenzar, asegúrese de que no causará ningún daño.
La máquina herramienta debe encontrarse en condiciones seguras y adecuadas para su funcionamiento, contando con todas las medidas de protección y dispositivos de seguridad establecidos.
Evite operaciones peligrosas y siga las precauciones de seguridad.
Si ocurre una falla, detenga inmediatamente la máquina y resuelva el problema.
La resolución de problemas debe realizarse bajo la supervisión de un técnico o especialista calificado.
Inspeccione periódicamente el exterior de la máquina en busca de daños o averías y deténgala si es necesario.
El operador debe leer atentamente el manual de funcionamiento.
Solucion de problemas
| Falla | Razones |
| El mecanismo de prensa no puede moverse rápidamente. | Movimiento del riel guía dañado, válvula de conmutación EV1/2 dañada, válvula de control SV1/2 dañada |
| El motor de la prensa no puede producir presión. | El reemplazo de EV1/2 no funcionó, válvula de llenado V5/6 abierta, ajuste de presión dañado, desgaste de la bomba |
| El motor de la prensa se detiene en la posición de parada durante 5 a 10 segundos y luego se mueve lentamente | Válvula de llenado EV5/6 cerrada, la posición del aceite es demasiado baja en el cilindro de aceite |
| El cabezal de la prensa se mueve ligeramente hacia atrás primero y luego comienza lentamente | Válvula única V11/V12 abierta, parámetros de configuración incorrectos |
| Doblar no correctamente | Falla de la válvula de control, configuración básica incorrecta, el transductor no se ajusta bien o el transductor está dañado. |
| El cabezal de la prensa no puede retroceder, el cabezal de la prensa retrocede lentamente | Válvula de control SV1/2 dañada, válvula de conmutación Ev1/2 no responde, válvula de llenado atascada en posición cerrada, válvula única EV9/8 en posición cerrada, válvula de ajuste de presión EVP dañada, configuración incorrecta de parámetros, movimiento del riel guía spang, carrera la presión es demasiado baja. |
| El cabezal de la prensa se detuvo en la posición alta, retrocedió hasta 2-3 mm, descendió lentamente y la velocidad no superó los 2 mm/min. | Abierto unidireccional V7/8, intercambio de fugas o enchufe EV1/2 |
Nota: Se requiere que una persona calificada resuelva cualquier posible falla y cumpla con los procedimientos de inspección y mantenimiento. Durante el período de garantía, notifique al personal de mantenimiento. Si la falla se debe a un funcionamiento incorrecto, el personal de mantenimiento no se hará responsable.
Mantenimiento de la máquina plegadora.
Observación:
- Antes de que la máquina funcione, es importante que las herramientas coincidan con el programa de control.
Detenga la máquina después de trabajar.
Dos formas de parar:
- Detenido en el centro del punto muerto inferior
—Mueva el bloque deslizante al centro del punto muerto inferior.
—Cierre el interruptor principal del motor.
—Establezca el interruptor de selección de operación en “0”
—Coloque el interruptor principal en “0”
- Utilice dos maderas de la misma altura para detenerse (usándolas durante el período de mantenimiento)
—Coloca las dos piezas de madera en la mesa de trabajo.
—Gire el interruptor de “selección de operación” a “2” (para ajuste)
—Operar en modo “manual”
Después de que la máquina se detenga, mueva el bloque deslizante hacia abajo con la mano hasta que conecte ligeramente la madera.
—Apagar el motor principal.
—Cambie el interruptor de selección de operación a “0”
—Coloque el interruptor principal en “0”
Utilice el botón de parada de emergencia
Al presionar este botón, todos los ejes se detendrán y la bomba se apagará, pero el sistema de control permanecerá activo. Para reiniciar la máquina:
—Suelta el botón de emergencia.
—Presione el botón verde de “funcionamiento del motor principal”. No es necesario reiniciar la máquina herramienta.
Revisar el bloque deslizante
En caso de parada, si un lado del bloque deslizante está inclinado o por debajo de la posición nivelada, se puede ajustar manualmente, pero la máquina debe apagarse y reiniciarse en condiciones normales.
Nota: Si el bloqueo deslizante no se puede corregir o la función de posicionamiento falla repetidamente, esto puede indicar una falla en el sistema de control o el sistema hidráulico.
Peticion de mantenimiento
La persona responsable del mantenimiento y pruebas debe leer atentamente el manual de operación y tener amplia experiencia.
Se recomienda que el fabricante de esta máquina realice una verificación.
El operador de la máquina deberá realizar una inspección diaria para detectar posibles fugas o piezas sueltas.
Si el usuario no puede solucionar un mal funcionamiento, deberá notificarlo inmediatamente al fabricante.
Instrucciones de mantenimiento de piezas de máquinas.
Lista de verificación de mantenimiento semanal:
- Lubricación de guías
- Lubricación del calibre trasero
- Inspección de apriete de la correa de transmisión
- Comprobación de alineación paralela
- Limpieza de la placa indicadora
- Inspección de componentes de la unidad.
- Limpieza de moldes y evaluación de daños.
Instrucciones de mantenimiento del sistema hidráulico.
Recarga de aceite hidráulico:
- Verifique el nivel de aceite diariamente cuando el bloque deslizante esté en la parte superior. Observe el indicador de nivel de aceite y rellénelo si es necesario.
- Si el nivel de aceite excede el 10 % de la capacidad del tanque de aceite, permita que el aceite hidráulico circule en una dirección durante un tiempo calculado en función de la capacidad del tanque de aceite y la frecuencia de la bomba hidráulica.
- Cuando el bloque deslizante esté en el punto muerto superior, agregue aceite hasta el centro del indicador de nivel de aceite (visible en la parte posterior del tanque de aceite).
T = V/Q* 5
- T —— Tiempo de circulación (minutos)
- V—— Cableado de la caja de aceite (litros)
- Q——La frecuencia de circulación de la bomba de aceite.
Filtro de alta potencia
Calendario de reemplazo del núcleo del filtro:
- Reemplace el núcleo del filtro después de 200 horas de funcionamiento, luego cada 6 meses o después de 1000 horas de funcionamiento, o cuando se encienda la luz indicadora amarilla de "reemplazar filtro".
- El filtro requiere una clasificación de 10 micrones. Después de reemplazar el núcleo, deje que el aceite circule durante al menos una hora como se describe anteriormente.
Nota: Si se enciende la luz indicadora amarilla de “reemplazar filtro”, el núcleo debe reemplazarse dentro de las 8 horas de funcionamiento.
Calibrador trasero
Si es necesario, la posición cero de todos los ejes de la máquina (sin localizador trasero) debe comprobarse semanalmente o compensarse mediante el DNC.
Inspección del funcionamiento de la máquina.
Artículos de inspección periódica:
- Inspección del sistema de medición del transportador.
- Inspección de componentes de tuning de máquinas.
- Conexión atornillada e inspección de rieles
- Inspección de transferencia de señal del transductor
- Inspección del componente de sujeción del bloque deslizante.
- Inspección del componente de transmisión del medidor trasero.
- Inspección del componente de sujeción del tope trasero.
- Inspección de ajuste del molde
- Inspección del espesor de diferentes placas de plegado.
Inspección de válvulas de retención.
Calendario de inspección de válvulas:
Las válvulas V7, V8, V9 y V10 deben inspeccionarse cada seis meses mediante los siguientes procedimientos:
- Mueva el bloque deslizante al punto muerto superior
- Desconectar los pines unidireccionales EV1 y EV2
- Opere dos interruptores de control manual.
- La válvula de retención debe evitar que el aceite fluya desde la parte inferior del cilindro de aceite al tanque de aceite a través de la servoválvula (con el bloque deslizante en el punto muerto superior).
- Si el control deslizante se mueve hacia abajo, comuníquese con el fabricante para reemplazar la válvula.
- Mueva el bloque deslizante al punto muerto superior
- Apague el interruptor
- Opere las válvulas unidireccionales EV1 y EV2 a través del pasador en la tapa del extremo
- El bloque deslizante debe moverse a una velocidad de aproximadamente 10 mm/s
- Si el bloque deslizante se mueve hacia abajo rápidamente, reemplace la válvula correspondiente.
Nota: Las válvulas de retención mencionadas anteriormente son parte del sistema de seguridad. No arranque la máquina herramienta antes de reemplazar las válvulas potencialmente dañadas.
Inspección de la válvula de ajuste de presión:
El anillo de sellado de seguridad de la válvula mecánica de ajuste de presión debe inspeccionarse anualmente.
Nota: Si no se puede realizar el ajuste anterior, se anulará cualquier reclamo de compensación por problemas de calidad durante el período de garantía.
Reemplazo del aceite
Calendario de reemplazo de aceite hidráulico:
- Reemplace el aceite hidráulico cada tres años o después de 6000 horas de funcionamiento.
- Mueva el bloque deslizante al punto muerto superior y asegúrelo en su lugar.
- Ajuste el tornillo para drenar el aceite hidráulico.
- Llene aceite hidráulico nuevo hasta el nivel medio, con el bloque deslizante en el punto muerto superior.
- Antes de reiniciar la máquina, deje que el aceite hidráulico circule durante aproximadamente una hora.
- Después de la circulación, inserte un núcleo de filtro de 10 micrones.
Recomendación de aceite hidráulico y lubricante.
| Fabricante | Aceite hidráulico | Grasa |
|---|---|---|
| ESSO | NUTO H46 | FARO EP2 |
| CAPARAZÓN | TELUS 46 | ALVÂNIA EP2 |
| GOLFO | ARMONÍA 46 AW | CORONA EP2 |
| PALA | ALPA 46 | LS2 |
| FEXACO | ACEITE RANDO 46 | MULTIFAX EP2 |
| ACEITE MÓVIL | DTE MÓVIL 25 | MUEBLES LUX EP2 |
Etiquetas de seguridad para prensa plegadora
Aquí están los dibujos:
Etiqueta de advertencia 1
Etiqueta de advertencia 2
Etiqueta de advertencia 3







