
"Redondo"
En JIS B0621-1984, la definición y expresión de desviación de forma y posición, la redondez se define como "la desviación del círculo geométrico de un cuerpo circular". El método de representación se registra como “cuando la circularidad de un cuerpo circular (C) está intercalada por dos círculos geométricos concéntricos, el espacio mínimo entre los dos círculos concéntricos se expresa como la diferencia de radio de los dos círculos (f), y el La circularidad se expresa en milímetros o micrómetros.
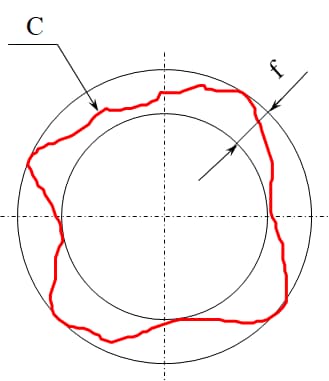
Para los componentes giratorios, el problema inmediato a abordar es cómo evaluar su verdadera forma circular, que comienza con la "tolerancia de circularidad".
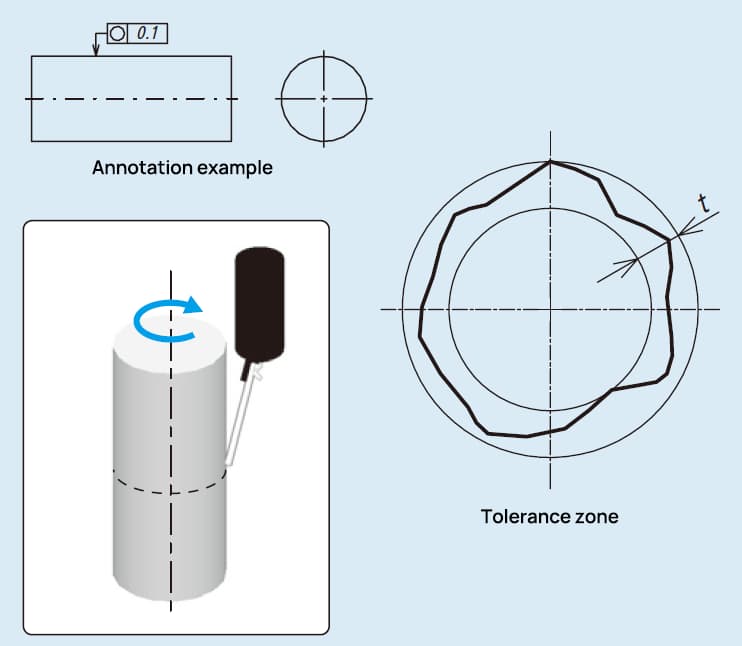
¿Qué es la “tolerancia a la redondez”?
La zona de tolerancia de redondez se refiere a la zona de tolerancia entre dos círculos concéntricos de la misma sección. Como se muestra en la figura, la circunferencia extraída debe estar limitada dentro de la zona de tolerancia entre dos círculos concéntricos coplanares con una diferencia de radio de t.
¿Por qué ocurre la tolerancia a la circularidad y la cilindricidad? Generalmente existen estas razones:
- Vibración de las máquinas de procesamiento que causan baja redondez y cilindricidad;
- Deterioro de la parte giratoria de la máquina procesadora, lo que conduce a una redondez y cilindricidad deficientes;
- Mala forma del agujero central, lo que da lugar a una mala redondez y cilindricidad;
- La redondez y la cilindricidad son deficientes debido a la deformación del procesamiento previo al rectificar con una máquina rectificadora sin centros;
- Dispositivo o método de sujeción inadecuado de piezas anulares, lo que provoca deformación de la pieza de trabajo;
- Mala redondez causada por desgaste, mala instalación y vibración de las herramientas de corte;
- Deformación causada por el tratamiento térmico después del acabado.
¿Cuáles son los métodos para medir y evaluar la circularidad?
Evaluación del barrio
Existen varios métodos para evaluar la circularidad, cada uno con sus características y ventajas únicas. El método a utilizar normalmente se selecciona en función de los requisitos específicos de la pieza de trabajo.
Métodos de medición simples
Como:
Método del diámetro
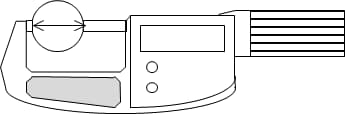
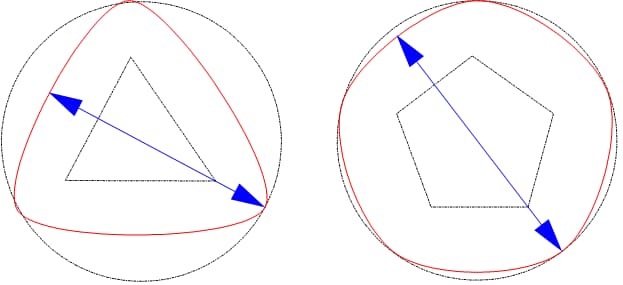
La redondez se puede medir directamente utilizando herramientas como micrómetros. Este método es simple y fácil de realizar. Sin embargo, al evaluar círculos triangulares y pentagonales de diámetros iguales, es fácil medirlos como circulares si no lo son, lo que lleva a resultados incorrectos.
Método de tres puntos
El método de tres puntos puede obtener datos de redondez a través de (bloque en V + micrómetro/calibre + banco).
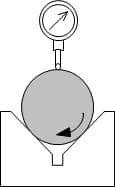
Sin embargo, el método de tres puntos puede dar como resultado mediciones incorrectas debido a diferencias en la línea tangente en el punto de apoyo seleccionado y dificultades para determinar el centro del punto de referencia. Además, pueden ocurrir errores durante la medición debido al movimiento hacia arriba y hacia abajo con la rotación del objeto que se está midiendo.
Métodos de medición basados en estándares relevantes.
Como:
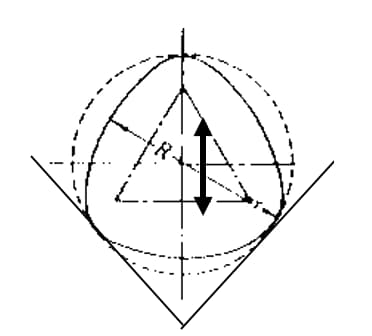
método del radio
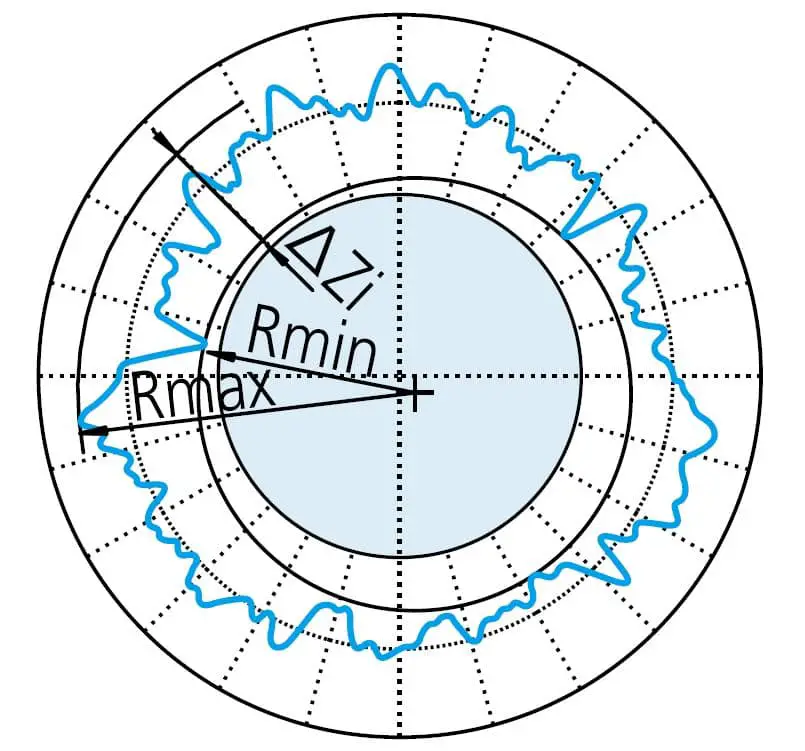
El método del radio evalúa la circularidad utilizando la diferencia entre el radio máximo y mínimo obtenido después de rotar la pieza durante un ciclo. Como se muestra en la figura, los resultados de la medición también pueden verse afectados fácilmente por el funcionamiento horizontal de la pieza.
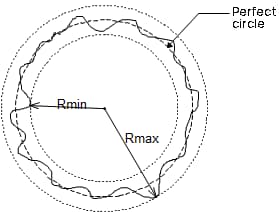
La zona de tolerancia está entre dos círculos concéntricos en la misma sección.
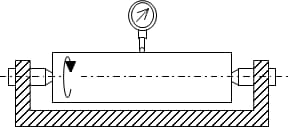
método central
En comparación con el método del centro, el método del radio se utiliza principalmente para necesidades de medición más precisas. Los datos de detección de circularidad dependen del círculo de referencia. Diferentes métodos de evaluación del círculo de prueba darán como resultado diferentes posiciones centrales del círculo de referencia, lo que afectará la posición axial de la característica circular medida.
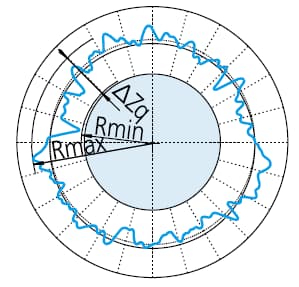
- círculo de mínimos cuadrados LSC
Para determinar la circularidad, el contorno medido se ajusta a un círculo y se minimiza la suma de los cuadrados de la desviación de los datos del contorno del círculo. Luego, el valor de circularidad se define como la diferencia entre la desviación máxima (el valor pico más alto al valor valle más bajo) del contorno y el círculo.
ΔZq =Rmax-Rmin, símbolo que representa el valor de circularidad a través del LSC
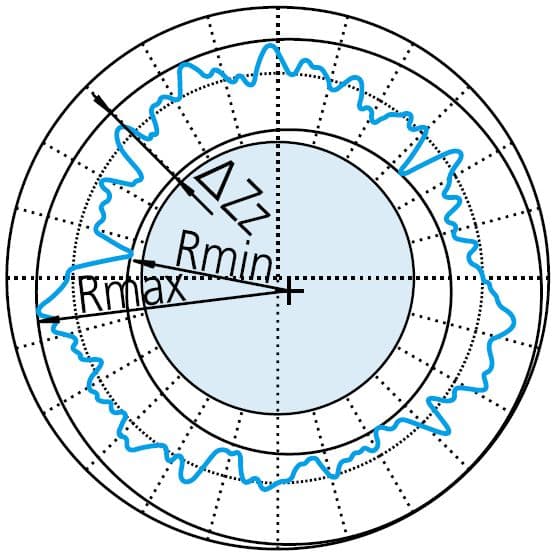
- Círculo de área mínima MZC
Para minimizar la diferencia radial, se colocan dos círculos concéntricos alrededor del contorno medido. El valor de circularidad se define como el espacio radial entre los dos círculos.
ΔZz =Rmax-Rmin, símbolo que representa el valor de circularidad a través de MZC
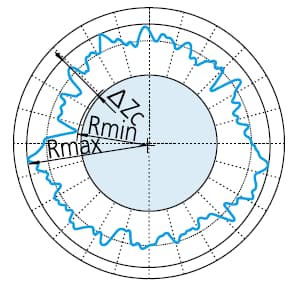
- Círculo circunscrito mínimo MCC
Primero, cree el círculo más pequeño que rodee el perfil medido. Entonces, el valor de circularidad se define como la desviación máxima entre el contorno y el círculo. Este método se utiliza comúnmente para evaluar ejes, varillas y objetos similares.
ΔZc =Rmax-Rmin, el símbolo del valor de redondeo a través de MCC.
- MIC de círculo máximo inscrito
Cree el círculo más grande que pueda encerrar el perfil medido. Entonces, el valor de circularidad se define como la desviación máxima entre el contorno y el círculo.
ΔZi =Rmax-Rmin, el símbolo que indica el valor de redondez a través de MIC.
Al evaluar la redondez, el contorno obtenido normalmente se filtra para reducir o eliminar la influencia del ruido innecesario.
Influencia del filtro en el contorno medido
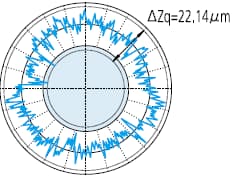
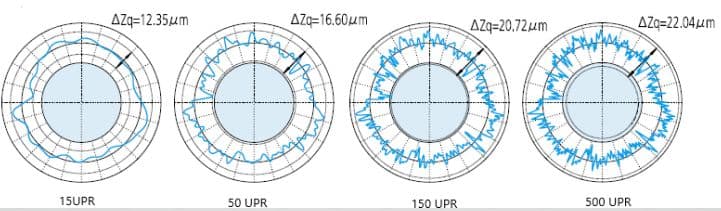
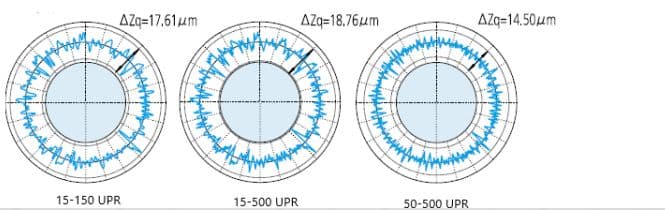
Los métodos de filtrado y los valores de corte de filtrado definidos (UPR: fluctuaciones por rotación) pueden variar según los requisitos de medición específicos. La siguiente figura ilustra los diversos efectos de la configuración del filtro en el contorno medido.
Sin filtro:
Filtro de paso bajo:
Filtro de paso de banda:
Como evaluadores, ¿qué nos pueden decir estos números?
Análisis de tablas de medidas.
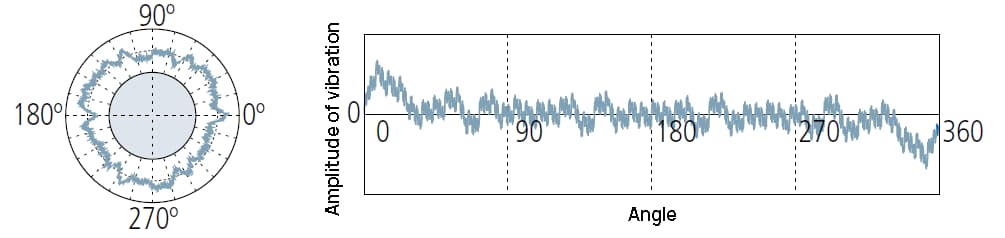
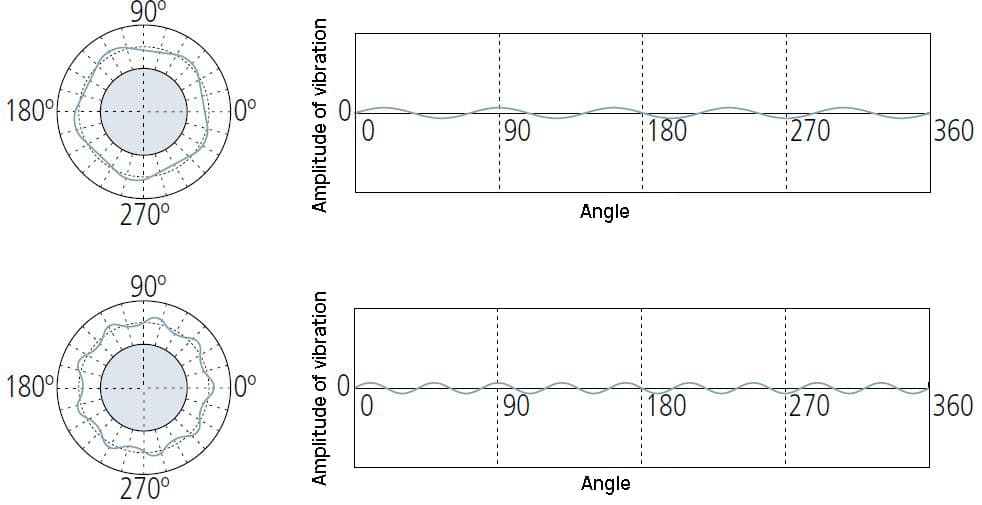
Figura: gráfico de resultados de medición
1 componente de la UPR
1 UPR: sólo se retiene una onda después del filtrado:
El componente 1UPR indica la excentricidad de la pieza en relación al eje de rotación del instrumento de medición.
La amplitud de la forma de onda depende de su configuración de nivel.
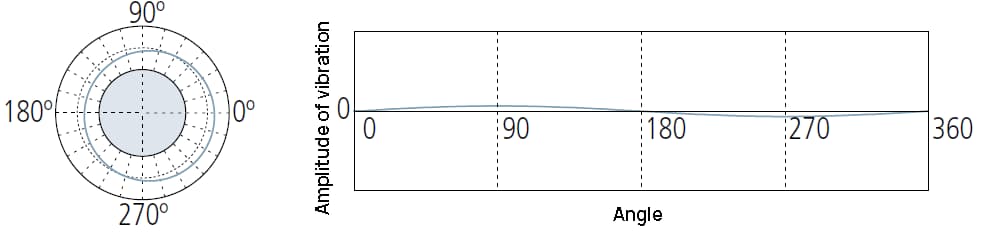
2 componente de la EPU
Los componentes de 2UPR pueden indicar:
① Ajuste de nivel insuficiente de los instrumentos de medición;
② Excentricidad circular causada por la instalación incorrecta de la pieza en la máquina herramienta que forma su forma;
③ La forma de la pieza de trabajo es ovalada, por ejemplo en el pistón del motor IC.
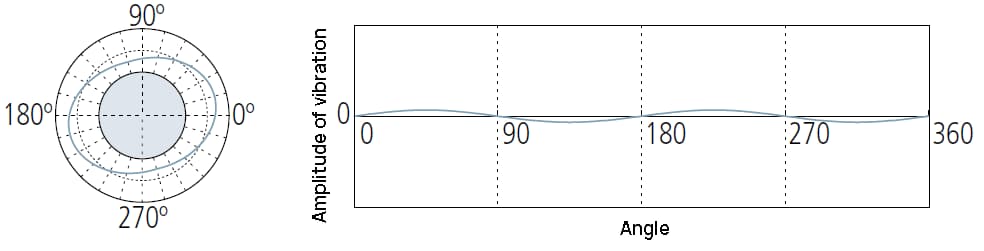
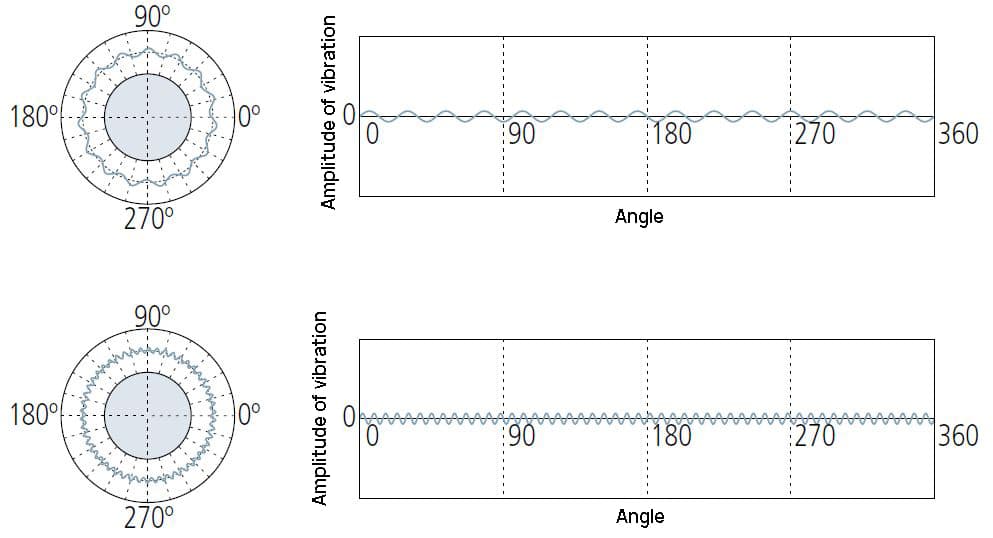
3~5 componente UPR
Puede indicar:
① Deformación causada por un mandril de sujeción demasiado apretado en el instrumento de medición.
② Deformación por relajación causada por la liberación de tensión al descargar del mandril fijo de la máquina herramienta de procesamiento.
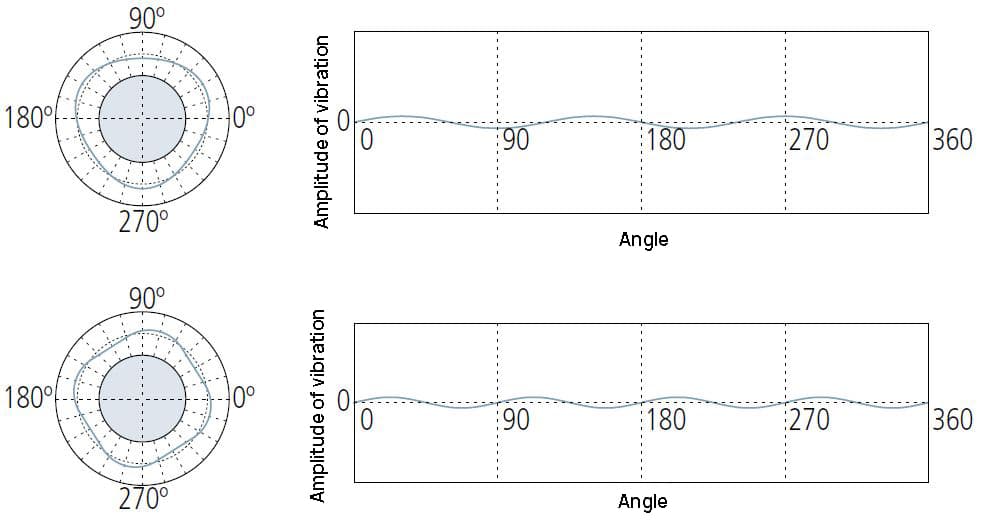
Componente UPR 5~15
Generalmente se refiere a factores desequilibrados en el método de procesamiento o proceso de producción de piezas.
15 (más) componentes de la UPR
15 (o más) condiciones UPR generalmente son causadas por sus propias causas, como vibración de herramientas, vibración de máquinas, efecto de transferencia de refrigerante, falta de homogeneidad del material, etc.
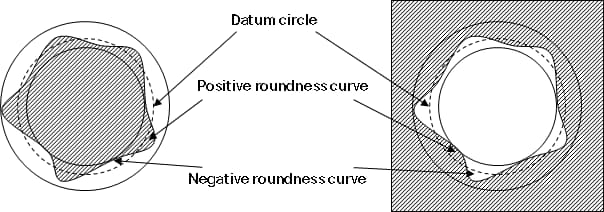
Principales parámetros para evaluar la redondez.
| Parámetro | Significado |
| ROnt | El valor de circularidad medido representa la diferencia entre el valor máximo de la curva de circularidad positiva y el valor mínimo de la curva de circularidad negativa o la suma de los valores absolutos. |
| RONp | La altura máxima medida de la curva de redondeo representa el valor máximo de la curva de redondeo positiva. |
| RONV | El valor de circularidad medido representa el valor absoluto del valor mínimo de la curva de circularidad negativa. |
| RONq | La medida de redondez de raíz cuadrática media doble representa la raíz cuadrática media de doble raíz de la curva de circularidad. |
Finalmente, echemos un vistazo a qué herramientas e instrumentos están disponibles para medir la circularidad.
Herramientas/instrumentos comunes para evaluar la redondez
Micrómetro:

Instrumento de medición de redondez:

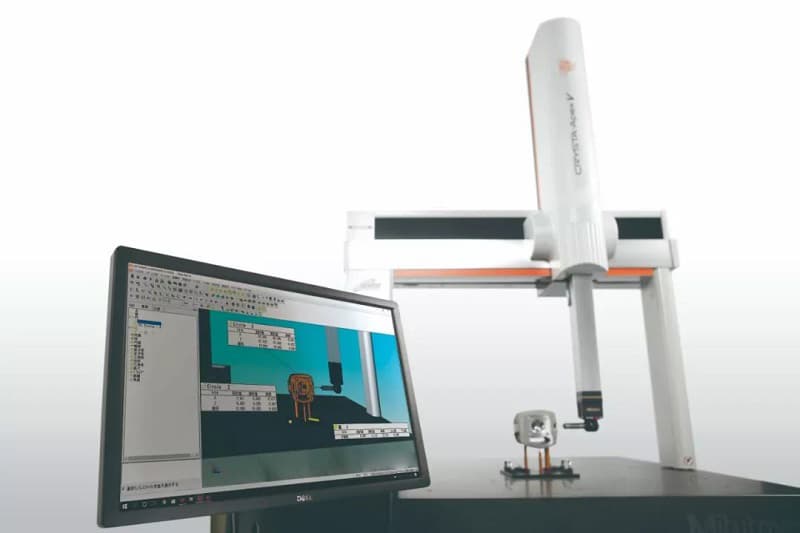
Máquina de medir coordinada:
El espacio es limitado y puedes dejar un mensaje y criticar temas no tratados.
Conclusión
Después de leer este artículo, espero que haya adquirido una comprensión más profunda del redondeo. Si tiene más preguntas, no dude en dejar un comentario a continuación.







