
1. Limitaciones de los láseres de alta potencia con longitudes de onda del infrarrojo cercano
En las últimas décadas, los láseres de onda continua (CW) de alta potencia se han convertido en una herramienta omnipresente en las industrias manufactureras modernas. Estos láseres se utilizan para una amplia gama de aplicaciones, que incluyen soldadura, revestimiento, tratamiento de superficies, endurecimiento, soldadura fuerte, corte, impresión 3D y fabricación aditiva.
El primer avance significativo en la tecnología del láser CW de alta potencia se produjo antes del año 2000, con la creación del láser de dióxido de carbono (CO 2 ) de alta potencia con una longitud de onda de 10,6 µm y el láser Nd:YAG de estado sólido bombeado por un semiconductor de infrarrojo cercano. longitud de onda de 1064 nm.
Sin embargo, debido a su longitud de onda, el láser de dióxido de carbono es difícil de transmitir a través de fibras ópticas, lo que lo convierte en un desafío para aplicaciones industriales. Asimismo, los láseres de estado sólido están limitados por el brillo y la amplificación de potencia.
Después del año 2000, se desarrollaron láseres de fibra industriales de alta potencia como una solución que puede transmitirse a través de fibras ópticas y aún tener alto brillo y potencia. Hoy en día, los láseres de fibra han reemplazado a los láseres de dióxido de carbono en la mayoría de las aplicaciones y han demostrado ser muy eficaces en muchas aplicaciones de procesamiento industrial. En los últimos años, los láseres de fibra se han convertido en el principal láser industrial utilizado para procesos como la soldadura y el corte por láser, ya que ofrecen mayor velocidad, eficiencia y fiabilidad que los láseres de dióxido de carbono.
Sin embargo, estos láseres de fibra continua de alta potencia generalmente funcionan en longitudes de onda del infrarrojo cercano (NIR) de menos de 1 µm. Si bien esto es adecuado para muchas aplicaciones, algunos metales reflejarán el 90% o más de la radiación láser del infrarrojo cercano que cae sobre su superficie, lo que limita su eficacia. Los metales amarillos, como el cobre y el oro, son particularmente difíciles de soldar con láseres de infrarrojo cercano debido a sus bajas tasas de absorción, que requieren una gran cantidad de potencia láser para comenzar el proceso de soldadura.
Hay dos procesos principales de soldadura láser: la soldadura por conducción de calor, que implica fundir y solidificar el material, y la soldadura de penetración profunda, que vaporiza el metal y forma una cavidad o un ojo de cerradura.
La soldadura de penetración profunda requiere un rayo láser altamente absorbido, ya que el láser interactúa con el metal y el vapor del metal varias veces a medida que se propaga a través del material.
Iniciar un ojo de cerradura con un láser de infrarrojo cercano requiere una alta intensidad del láser incidente, especialmente cuando el material a soldar tiene una alta reflectividad. Sin embargo, una vez formado el ojo de cerradura, la tasa de absorción aumenta notablemente.
Los láseres de infrarrojo cercano de alta potencia generan una alta presión de vapor metálico en el charco fundido, provocando salpicaduras y poros. Por lo tanto, la potencia del láser o la velocidad de soldadura deben controlarse cuidadosamente para evitar salpicaduras excesivas.
Cuando el charco fundido se solidifica, las “burbujas” en el vapor del metal y el gas del proceso pueden quedar atrapadas, formando poros en la junta de soldadura. Estos poros debilitan la resistencia de la soldadura y aumentan la resistividad de la unión, reduciendo la calidad de la unión soldada.
El procesamiento de materiales con una absortividad inferior al 5 % a 1 µm, como el cobre, con láseres de infrarrojo cercano es un desafío importante. Métodos como la generación de plasma en materiales procesados pueden aumentar la absortividad del láser de los materiales. Sin embargo, estos métodos limitan el procesamiento del material al proceso de penetración profunda y conllevan riesgos inherentes, como el control de la deposición de energía y la pulverización catódica.
Por lo tanto, los sistemas láser de longitud de onda de 1 µm existentes tienen limitaciones en el procesamiento de materiales altamente reflectantes, como metales no ferrosos y aplicaciones submarinas.
Para avanzar en las aplicaciones del láser de infrarrojo cercano, los investigadores deben investigar nuevas fuentes de láser. Además, el cambio a motores eléctricos en vehículos de nueva energía como forma de reducir los gases de efecto invernadero ha generado una demanda significativa de soluciones confiables de procesamiento de cobre. Los motores eléctricos, especialmente las baterías, requieren grandes cantidades de materiales de cobre. Esta demanda se extiende a otros sistemas de energía renovable, incluidas las turbinas eólicas.
2. El nacimiento del láser azul de alta potencia
El desarrollo de la tecnología láser industrial siguió el guión de la tecnología de producción y las demandas sociales. Durante los últimos 60 años, la tecnología láser ha contribuido significativamente a resolver importantes tareas futuras, como la economía digital, la energía sostenible y una vida saludable.
Hoy en día, la tecnología láser se ha convertido en un componente indispensable en varias áreas centrales de la economía de China, incluida la tecnología de producción, la ingeniería automotriz, la tecnología médica, la medición, la tecnología ambiental y la tecnología de la información y las comunicaciones. A medida que la tecnología de procesamiento de metales continúa progresando y los requisitos de los usuarios continúan mejorando, los láseres deben innovar en costos, eficiencia energética y rendimiento del sistema láser.
La demanda del mercado de un procesamiento eficaz de metales altamente reflectantes ha estimulado el desarrollo de la tecnología láser azul de alta potencia, que sin duda abrirá la puerta a nuevas tecnologías de procesamiento de metales. En los metales no ferrosos, la absorción de energía luminosa aumenta a medida que disminuye la longitud de onda de la luz. Por ejemplo, la absorción de luz del cobre en longitudes de onda inferiores a 500 nm aumenta al menos un 50 % en comparación con la luz infrarroja, lo que hace que las longitudes de onda más cortas sean más adecuadas para el procesamiento del cobre.
Sin embargo, desarrollar láseres de alta potencia y longitud de onda corta para aplicaciones industriales supone un desafío debido a las limitadas opciones disponibles. Incluso las opciones existentes son caras e ineficientes. Por ejemplo, existen en el mercado fuentes láser de estado sólido basadas en duplicación de frecuencia que pueden producir láseres de 515 nm y 532 nm (espectro verde) en este rango de longitud de onda, pero estas fuentes dependen de cristales ópticos no lineales para convertir la energía del láser de la bomba. En el blanco. energía de longitud de onda, lo que resulta en una alta pérdida de potencia.
Además, estos láseres requieren sistemas de refrigeración complejos y configuraciones ópticas complejas.
Para afrontar este desafío, la atención se ha centrado en los láseres semiconductores azules. La luz azul tiene propiedades únicas que la hacen ventajosa para el procesamiento de metales de materiales altamente reflectantes como el cobre. La Figura 1 muestra que el cobre absorbe la luz azul un 13% más eficientemente que la luz infrarroja, una absorción hasta 13 veces mayor.
Además, la absorción de luz azul por parte del cobre permanece constante incluso cuando el metal se funde, lo que proporciona una densidad de energía estable para la soldadura. Como resultado, la soldadura por láser azul ofrece un control preciso, pocos defectos y produce rápidamente soldaduras de cobre de alta calidad.
La luz azul también tiene largos rangos de transmisión en el agua de mar porque se absorbe menos, lo que la hace adecuada para explorar el procesamiento de materiales con láser bajo el agua.
Además, la luz azul es relativamente fácil de convertir en luz blanca, lo que permite el uso compacto de láseres azules para focos y otras aplicaciones de iluminación.
Los láseres semiconductores basados en nitruro de galio pueden producir directamente un láser con una longitud de onda de 450 nm sin necesidad de duplicar la frecuencia adicional, logrando así una mayor eficiencia de conversión de energía.


Fuente: NASA 1969
a) Las ventajas de rendimiento del láser azul surgen de principios físicos básicos
| Metales clave | Absorción de luz azul |
| Oro | 66X |
| Cobre | 13X |
| Aluminio 1100 | 3X |
| Níquel | 1,5X |
b) Comparación de la absorción de luz azul y la absorción infrarroja (NIR) del cobre
Se espera que el láser de 450 nm tenga una eficiencia de procesamiento casi 20 veces mayor que la del láser de 1 µm. En comparación con el proceso tradicional de soldadura por láser de infrarrojo cercano, el láser azul de alta potencia ofrece ventajas cuantitativas y cualitativas.
En términos de ventajas cuantitativas, el láser azul mejora la velocidad de soldadura, amplía el rango del proceso, aumenta la eficiencia de la producción y reduce el tiempo de inactividad de la producción.
En cuanto a ventajas cualitativas, el láser azul permite un mayor rango de proceso, produce soldaduras de alta calidad, sin proyecciones ni porosidad, proporciona mayor resistencia mecánica y reduce la resistividad. La calidad constante de la soldadura mejora enormemente el rendimiento de la producción (ver Fig. 2).
Además, el láser azul también puede realizar el modo de soldadura por conducción térmica, lo cual es imposible para el láser de infrarrojo cercano.
3. Desarrollo del láser azul de alta potencia.
Los dispositivos emisores de luz de nitruro de galio (GaN) han ganado una atención significativa, especialmente en el campo de la iluminación, debido al Premio Nobel de Física de 2014 y la creciente conciencia mundial sobre la protección del medio ambiente.
Con la mejora continua del alto brillo y la producción de dispositivos semiconductores azules, los láseres semiconductores azules han entrado en la era de la producción en masa. Se utilizan comúnmente como fuentes de luz para proyectores y, en combinación con fósforos que producen luz verde o roja, reemplazan a las lámparas de proyector.
En los últimos años, los láseres semiconductores azules han ganado popularidad en aplicaciones de iluminación y visualización debido a su vida útil más larga y su tamaño más pequeño en comparación con las bombillas. Sin embargo, para el procesamiento con láser se requiere una potencia mayor que la de estos láseres azules.
A pesar de las ventajas de los láseres azules, que incluyen una vida útil más larga y un tamaño más pequeño, el desarrollo de láseres azules de alta potencia para el procesamiento láser requiere mayor potencia de salida que un solo chip semiconductor de láser azul, que tiene sólo unos pocos vatios de potencia de salida. Aumentar la potencia a un rango más alto es un proceso costoso y que requiere mucho tiempo.
Para cumplir los requisitos de alta potencia de los láseres azules, se necesitan nuevos métodos técnicos. Actualmente, la potencia real de cada chip láser semiconductor azul es de aproximadamente 5 W en una sola longitud de onda. Por lo tanto, la tecnología de combinación de haces es esencial para obtener una mayor potencia, que se puede lograr combinando las salidas de múltiples chips.
Los métodos de combinación de haces se dividen en dos tipos: métodos coherentes e incoherentes. El método incoherente es más práctico ya que no requiere un control fino de fase entre los láseres.
El método incoherente incluye varias técnicas para combinar múltiples haces láser, como el método de combinación espacial que combina múltiples haces en el espacio, el método de combinación de polarización que combina luz polarizada ortogonal usando un divisor de haz de polarización y el método de combinación de polarización que combina diferentes longitudes de onda. longitudes de onda en coaxial.
Cada técnica tiene sus propias ventajas y desventajas y se pueden utilizar en combinación.
El método de combinación espacial es particularmente adecuado para combinar múltiples chips láser con la misma longitud de onda para obtener alta potencia.
Hasta ahora, dos métodos de síntesis de alta potencia han tenido mayor éxito. Aquí hay una breve introducción a ellos:
El primer método utiliza tecnología de barra láser para generar sistemáticamente un único emisor láser en una oblea de nitruro de indio y galio (InGaN).
Inicialmente, los chips láser individuales se integran eficientemente en una "barra láser" y cada barra láser puede producir al menos 50 W de luz azul.
Luego, se instalan múltiples barras láser semiconductoras y se combinan en una pila de láser semiconductor mediante conexiones eléctricas apropiadas, enfriamiento y disipación de calor, y el uso de dispositivos ópticos especiales.
Todo el láser semiconductor se puede combinar con una o más pilas de láseres semiconductores, como se muestra en la Figura 4.
Actualmente, la tecnología de barra láser puede generar hasta 2 kW de potencia de luz azul.
a) Proceso de síntesis de instrumentos de barra.
b) Diagrama de viga de barra
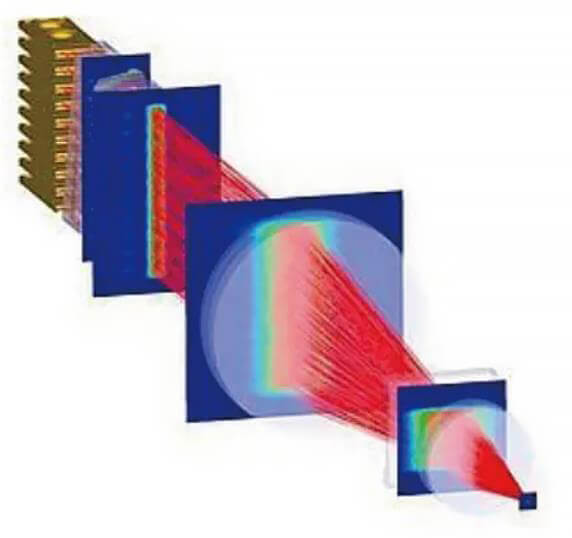
El segundo método implica el uso de tecnología de emisor único de láser semiconductor. Estos láseres utilizan un diseño único "basado en chip de un solo tubo" cuyo objetivo es colimar la salida de cada tubo láser de nitruro de galio (GAN).
Si todos los tubos láser individuales se coliman con una sola lente, como en la técnica de barra, la divergencia del haz combinado (BPP) inevitablemente aumentará. Sin embargo, al colimar cada tubo láser con su propia lente especial, la divergencia del haz combinado se puede mantener lo más inalterada posible y se puede minimizar el BPP del haz, lo que mejora el brillo del láser.
Además, a medida que el láser de nitruro de galio de un solo tubo continúa mejorando la potencia del láser de un solo tubo a lo largo de su camino de desarrollo esperado, este diseño único de "chip de un solo tubo" proporciona la mejor manera de mejorar la potencia del sistema láser en general.
Además, la tecnología láser de tubo único ofrece la mejor calidad del haz con una potencia de salida de 1,5 KW, lo que garantiza el procesamiento láser remoto del escaneo galvanométrico. Este sistema de escaneo se utiliza ampliamente en la producción de baterías, vehículos eléctricos y electrónica de consumo.
Durante la operación de escaneo, la potencia de salida del láser y el tiempo de permanencia se pueden ajustar para maximizar la productividad, lo que permite resolver diferentes geometrías de juntas y espesores de material en un solo patrón de escaneo.
La Tabla 1 ilustra las ventajas del láser semiconductor azul en comparación con el láser semiconductor del infrarrojo cercano y el láser verde de estado sólido.
Tabla 1 Comparación del láser semiconductor azul con el láser semiconductor del infrarrojo cercano y el láser verde de estado sólido
| Proyecto | Láser semiconductor azul | Láser semiconductor de infrarrojo cercano | Láser verde de estado sólido |
| Longitud de onda | Blu-ray | Infrarrojo cercano | Luz verde |
| Absorción de metales | bien | comúnmente | preferiblemente |
| Brillar | bien | comúnmente | bien |
| Capacidad antideslumbrante | fuerte | comúnmente | débil |
| Vida útil/h | >10.000 | >10.000 | >5000 |
| Tipo de falla | Desgaste de servicio | aleatorio | aleatorio |
| Facilidad de uso y operación | bien | bien | comúnmente |
4. Casos de aplicación del procesamiento de materiales con láser semiconductor de luz azul
1) La Figura 6 ilustra un sistema de escaneo compuesto por un láser semiconductor azul, utilizado para fabricar baterías de energía. La ventaja de utilizar un láser azul radica en su amplia ventana de proceso, que le permite manejar cada paso de la fabricación de la batería.
Además, puede soldar materiales más gruesos como cobre, oro y acero inoxidable de unos pocos milímetros de espesor. Esto lo convierte en una opción ideal para fabricar baterías prismáticas, compartimentos para baterías y paquetes de baterías con baterías integradas.
a) 70 piezas de lámina de 8 µm soldadas a terminales de cobre de 254 µm
b) Conexión de dos terminales de cobre
c) Conecte dos terminales de cobre al compartimiento de batería de acero.
2) Utilizando una fuente de luz semiconductora azul con una longitud de onda de 450 nm, es posible fundir material de cobre en modo de conducción de calor, lo que permite un ajuste preciso de la geometría del baño fundido de materiales de cobre delgados (ver Fig. 7).
En la soldadura de penetración profunda de materiales de cobre finos, la absorción estable de energía y el control preciso del proceso de conducción del calor son especialmente importantes, ya que ayudan a evitar cortes o salpicaduras de los materiales debido a la alta presión.
Estos sucesos son más probables cuando se sueldan láminas delgadas de cobre apiladas, lo que puede resultar en espacios desiguales debido a la deformación de las láminas apiladas (ver Fig. 8).
Cuando se realiza la soldadura a tope en 34 láminas de cobre apiladas con un láser semiconductor de luz azul de 580 W a una velocidad de 2 m/min, se puede formar un ancho de soldadura de >0,8 mm con una porosidad mínima y un corte bajo.
En la soldadura de filete en el borde de la pila de láminas, el borde de la lámina se puede fusionar con éxito en un área de sección transversal alta y fijarse completamente a la lámina sólida. Se puede lograr una conexión mecánica perfecta y una excelente conductividad en la soldadura a tope y en la soldadura de bordes.
a) Estructura de soldadura de bordes
b) Con potencia de láser azul de 580W y velocidad de soldadura de 2m/min.
Fig. 8 Sección transversal de la unión entre 34 soldaduras de conexión de láminas de cobre apiladas (de 11 µm de espesor cada una)
3) Los resultados de la soldadura por superposición de láminas de cobre de 30 μm de espesor utilizando un láser azul de 100 W. El proceso de soldadura implicó escanear la superficie superior de tres láminas de cobre apiladas a una velocidad de aproximadamente 10 mm/s con el láser.
El diámetro del punto láser en la superficie de la muestra fue de 100 μm debido a la concentración de la salida de fibra óptica con un diámetro central de 100 μm en una relación de proyección de 1:1. Esto dio como resultado una excelente calidad de soldadura y al mismo tiempo minimizó el impacto del calor en el entorno y los desechos.
4) La Figura 10 muestra un ejemplo de una impresora 3D hecha enteramente de cobre puro, utilizando un láser semiconductor de luz azul desarrollado por la Universidad de Osaka. El láser tiene un diámetro de punto de enfoque de 100 μm, lo que permite laminar cobre puro con alta conductividad térmica y eléctrica en el lecho de polvo. Hasta ahora esto era difícil de lograr con láseres de infrarrojo cercano.
Se prevé que esta tecnología tendrá una amplia gama de aplicaciones en campos industriales, incluidos los vehículos aeroespaciales y eléctricos.
5) La mayor penetración también ha abierto el campo de las aplicaciones de vehículos eléctricos, y los fabricantes de vehículos eléctricos han recurrido al diseño de bobinados de varillas para maximizar la eficiencia térmica y eléctrica. Como se muestra en la Figura 11, la calidad constante de las tres soldaduras de gancho con láser azul es crucial para mejorar la eficiencia de la producción.
La capacidad del láser azul para producir soldadura de gancho es particularmente importante para la fabricación de motores de alta densidad y alta intensidad.
6) La alta potencia y el alto brillo pueden aumentar la flexibilidad del proceso de soldadura, ampliando la gama de materiales que se pueden procesar. Por ejemplo, el latón, que se compone de cobre y zinc con propiedades térmicas significativamente diferentes, puede resultar complicado de soldar con alta calidad. Sin embargo, la tecnología industrial de láser azul puede realizar fácilmente esta tarea, permitiendo soldar materiales de latón comúnmente utilizados en la producción de electrodomésticos, como se muestra en la Fig.
La investigación preliminar sugiere que la tecnología del láser azul puede resolver eficazmente el desafío de soldar metales diferentes. Soldar metales diferentes es difícil porque cada material tiene propiedades térmicas, ópticas y mecánicas únicas. Cuando se sueldan diferentes metales, se puede formar compuestos intermetálicos, que son áreas de diferentes aleaciones que perjudican las propiedades mecánicas y eléctricas y la consistencia de la unión.
La última generación de láseres semiconductores azules tiene una amplia gama de parámetros de proceso, lo que permite soldar diferentes materiales con defectos mínimos. Aunque el cobre y el zinc del latón tienen diferentes propiedades térmicas, lo que dificulta la soldadura de alta calidad, la tecnología láser semiconductor azul puede abordar fácilmente este desafío.
Conclusión
El láser semiconductor azul de 2KW ha demostrado su superioridad en el procesamiento de metales, especialmente para materiales metálicos de alta reflexión.
El brillo y la potencia de los láseres semiconductores azules siguen aumentando, abriendo nuevas posibilidades y aplicaciones. Por ejemplo, todavía se está explorando el potencial de fabricación aditiva de los láseres azules (ver Figura 10).
Además, además del procesamiento eficiente de materiales metálicos, se espera que los láseres semiconductores de luz azul se empleen en aplicaciones intersectoriales, especialmente en el departamento de ingeniería mecánica, permitiendo el procesamiento láser de materiales de luz azul bajo el agua.
Esta ventaja es significativa para la industria manufacturera. Además, la industria de la iluminación puede aprovechar la tecnología de iluminación de alta calidad basada en un láser semiconductor azul.
La aparición del Internet de las Cosas y la Inteligencia Artificial está provocando nuevos cambios de paradigma en el sector industrial.
La tecnología de procesamiento láser integra naturalmente la tecnología de control numérico y el procesamiento remoto, eliminando la necesidad de reemplazar herramientas, y asumirá un papel de liderazgo en la fabricación inteligente de próxima generación.
El auge del láser semiconductor azul de alta potencia también ha supuesto una nueva sorpresa para la tecnología láser. Aunque las aplicaciones de procesamiento basadas en láser semiconductor azul de alta potencia aún están en su infancia, con futuros avances tecnológicos, podrían convertirse en una de las herramientas clave para la próxima generación de fabricación inteligente de vanguardia.







