

A fundição sob pressão de metal é um processo sistemático usado para produzir uma ampla gama de peças metálicas. Esta técnica facilita a produção de componentes metálicos fortes, precisos e leves a um custo menor. As peças ou componentes fabricados pelo processo de fundição sob pressão facilitam a produção de componentes de consumo e industriais.
Embora a fundição sob pressão de metal seja um processo de produção flexível, é aconselhável ter um bom conhecimento da técnica antes de aplicá-la por conta própria ou contratar empresas que ofereçam serviços relacionados. O que é fundição sob pressão, como funciona a fundição sob pressão e quais são os diferentes tipos e benefícios? Leia mais para descobrir.
O que é fundição sob pressão?
A fundição sob pressão envolve pressionar o metal fundido em um molde sob alta pressão. Uma prensa hidráulica, que garante que as superfícies de fechamento se encontrem quase perfeitamente e formem uma vedação, comprime as peças de aço endurecido que compõem a cavidade.
A fundição sob pressão de metal permite a produção de peças metálicas de precisão com excelente acabamento superficial e dimensões precisas. É ideal para a fabricação de produtos em grande escala, pois pode ser usado para criar peças complexas.

Quais materiais metálicos são usados na fundição sob pressão?
A escolha do metal para fundição sob pressão depende dos requisitos da aplicação específica. Por exemplo, o alumínio é frequentemente usado para fabricar componentes automotivos devido ao seu peso leve e resistência à corrosão. Vejamos os diferentes materiais metálicos usados na fundição sob pressão.
alumínio
O alumínio é um metal primário de fundição sob pressão usado em ligas para o processo de fundição sob pressão em câmara fria. Essas ligas de alumínio normalmente contêm elementos como magnésio, cobre e silício.
As ligas de fundição sob pressão à base de alumínio são uma excelente escolha para peças complexas e detalhadas porque são leves e proporcionam excelente estabilidade dimensional. Eles são robustamente resistentes a flutuações de temperatura, corrosão e condutividade elétrica e térmica. Aqui estão algumas ligas de alumínio comumente usadas para fundição sob pressão.
- Liga de alumínio 380: 380 é uma liga de alumínio de uso geral com equilíbrio entre fundibilidade e propriedades mecânicas. É amplamente utilizado para fazer suportes de motores, móveis, gabinetes eletrônicos, molduras, alças, engrenagens, ferramentas elétricas e muito mais.
- Liga de alumínio B390: Esta liga apresenta excepcional resistência à vibração e ao desgaste. É comumente usado para carcaças de bombas, corpos de válvulas e impulsores.
- Liga de alumínio 413: Possui excelentes propriedades de fundição graças à sua compressibilidade em alta pressão. AL413 é amplamente utilizado na produção de peças arquitetônicas, máquinas alimentícias e cilindros hidráulicos.
- Liga de alumínio 443: De todas as ligas de alumínio utilizadas na fundição sob pressão, AL443 oferece a melhor ductilidade. Isto o torna perfeito para produtos de consumo, especialmente aqueles que requerem deformação plástica após a fundição.

magnésio
O magnésio é outra escolha popular para fundição sob pressão. Outros elementos nas ligas de magnésio incluem alumínio, zinco, manganês e silício. Além de ser mais leve que o alumínio, também é mais usinável, o que o torna adequado para objetos que requerem usinagem adicional ou acabamento superficial após a fundição.
As ligas de magnésio fundidas são mais fáceis de fundir em comparação com metais como o alumínio, principalmente devido à sua adequação para o processo de fundição sob pressão em câmara quente. Aqui estão algumas ligas de magnésio típicas usadas na fundição sob pressão.
- AZ91D: Uma combinação ideal de alta relação resistência-peso, grande resistência à corrosão e fundibilidade torna esta liga popular para componentes de trem de força e peças mecânicas.
- AM60: Uma combinação de resistência, ductilidade, amortecimento de vibrações e boa moldabilidade faz do AM60 a primeira escolha para peças automotivas, como painéis de carroceria e estruturas de assento.
- AS41B e AE42: Essas ligas exclusivas de terras raras exibem resistência a altas temperaturas e oferecem excelente resistência à fluência, corrosão e ductilidade. Mas eles são caros.

zinco
As ligas de zinco constituem uma proporção significativa de metais fundidos. Eles facilitam a fabricação, são adequados para fundição em uma máquina de fundição sob pressão de câmara quente e oferecem vantagens adicionais, como resistência ao impacto, ductilidade e adequação para revestimento. Aqui estão algumas ligas típicas usadas na fundição de zinco.
- Zamac 3: Uma liga de zinco de uso geral conhecida por sua estabilidade dimensional e facilidade de fundição. O Zamak 3 é utilizado na fabricação de peças hidráulicas e ventiladores de teto.
- Zamac 2: Enriquecida com cobre adicional, esta liga é um pouco mais cara, mas oferece maior resistência.
- Zamac 5: Zamak 5 é uma liga de zinco semelhante ao Zamak 3, mas oferece menos ductilidade e maior resistência à tração. Portanto, é a liga preferida para produtos como pesos de balanceamento de rodas.
Etapas do processo de fundição sob pressão
Na fundição sob pressão, a alta pressão é essencial para injetar metal fundido em uma matriz. Os processos de vários estágios na fundição sob pressão estão listados aqui.
1. Crie uma forma
Primeiro, o software de desenho auxiliado por computador (CAD) é usado para projetar o formato da matriz. Este software permite a criação de um modelo tridimensional (3D) do formato da matriz. Assim que o projeto estiver concluído, o formato real da matriz pode ser criado. A forma é esculpida em um bloco de metal em uma máquina CNC. Após o corte, a forma geralmente precisa passar por um processo de tratamento térmico para endurecê-la.
2. Grampos
A fixação é o primeiro passo na fundição sob pressão. Para garantir a injeção e remoção eficiente do produto solidificado, é importante pré-lubrificar e limpar o molde para remover todos os contaminantes. Depois de limpo e lubrificado, aplique forte pressão para fixar e fechar o molde.

3. Ocupação
Para injetar, o metal fundido deve ser derramado na câmara de injeção. Esta etapa varia dependendo do processo utilizado. Por exemplo, na fundição sob pressão em câmara fria e na fundição sob pressão em câmara quente. É importante notar que esta etapa requer alta pressão gerada por um sistema hidráulico.
4. Resfriamento
Após o endurecimento da peça fundida, ela deve ser resfriada e retirada do molde. Esta etapa é importante para manter a integridade estrutural da peça fundida. Nesta fase da fundição sob pressão, os fabricantes normalmente usam resfriamento forçado ou natural. No entanto, o tipo de resfriamento geralmente depende do tamanho e da complexidade da peça fundida.
5. Expectoração
Após o resfriamento, os fabricantes usam pinos ejetores para ejetar a peça fundida da câmara do molde e removê-la do molde. Certifique-se de que o produto final esteja sólido antes de ejetá-lo.
6. Corte
A etapa final envolve a remoção de qualquer excesso de metal que possa estar presente no jito e no jito do produto acabado. O corte pode ser feito com uma serra, esmerilhadeira, ferramenta de corte ou outras ferramentas. A beleza desse processo é que as peças removidas podem ser recicladas e reutilizadas. Para evitar danos à peça fundida, muita atenção e cuidado devem ser tomados durante esse processo.
Tipos de fundição sob pressão e suas variações
Os dois métodos comumente usados na fundição sob pressão são técnicas de câmara quente e câmara fria. Cada um é único e adequado para diferentes cenários. Abaixo você descobrirá o que essas duas categorias de procedimentos incluem:
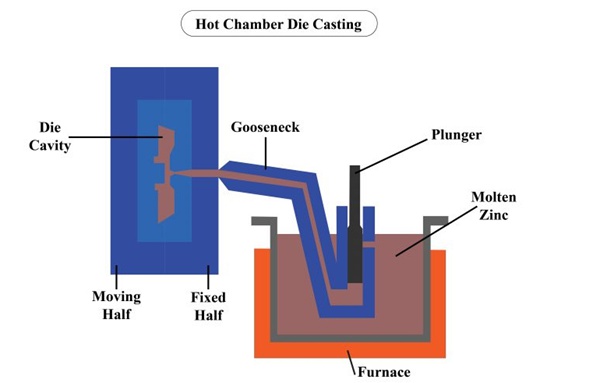
Fundição sob pressão em câmara quente
O processo de fundição sob pressão em câmara quente é ideal para materiais de baixo ponto de fusão, como ligas de magnésio, estanho, zinco e chumbo. Isto evita que a bomba seja danificada, o que pode acontecer se entrar em contacto com metais ou ligas com ponto de fusão superior. O metal fundido é injetado no molde aplicando pressão de um sistema hidráulico.
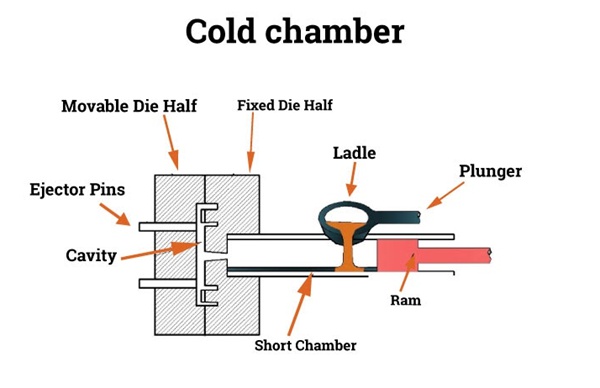
Fundição sob pressão em câmara fria
A fundição sob pressão em câmara fria é o método ideal quando se trabalha com materiais com alto ponto de fusão, como o alumínio. Como as altas temperaturas necessárias para fundir esses materiais podem danificar o sistema de bomba, esse processo é perfeito para esses metais.
Este é um processo de fundição sob pressão em que o material fundido é derramado em uma câmara fria e depois injetado no molde. O sistema hidráulico utilizado num processo de câmara fria é semelhante ao utilizado num processo de câmara quente. No entanto, pode ser necessária uma pressão mais alta entre 2.000 e 20.000 psi.
Diferentes variantes de fundição sob pressão
Para corrigir defeitos, percalços, distorções e outros problemas que possam surgir durante o processo de fundição, foram adequadas as seguintes variações.
Fundição sob pressão semi-sólida (SSDC)
Neste processo, também conhecido como tixoformação, o descarregamento constituído por pequenos pedaços é aquecido até à temperatura de transição de fase líquida para sólida (estado tixotrópico). Isso permite que o material seja guiado para dentro da cavidade usando pressão. Como a maior parte do fundido se expande durante ou logo após a transição de fase, este processo minimiza o encolhimento, reduz os tempos de processamento e aumenta a precisão devido à temperatura operacional mais baixa.
Fundição a vácuo
Este é um método especial para produzir peças metálicas de alta qualidade com maior precisão. A carga é sugada por uma ferramenta colocada acima do recipiente de fusão, com vácuo sendo direcionado para dentro da cavidade. Eles removem o ar e os gases do molde antes que o metal quente seja derramado nele. Isso torna as peças melhores e mais precisas.
A fundição a vácuo é comumente realizada com alumínio e magnésio. Ajuda a produzir peças robustas e detalhadas usadas em carros, aviões e dispositivos eletrônicos.
fundido
Este processo envolve encher a ferramenta e depois apertá-la, forçando o enchimento em pequenas cavidades que normalmente não são facilmente preenchidas. Esta fundição é ideal para uso com metais de alta viscosidade, como zinco, níquel e cobre.
Fundição por gravidade ou baixa pressão
Este processo menos complicado reduz os custos de ferramentas e a complexidade do equipamento porque peças com seções mais espessas podem ser fundidas com fundição de baixa pressão por gravidade (ou mesmo manualmente). Idealmente, este processo deve ser usado com componentes simétricos e redondos de alumínio fundido.
Vantagens e limitações do processo de fundição sob pressão
A fundição sob pressão é um dos métodos de produção mais rápidos e econômicos. Um único molde pode produzir centenas de milhares de peças precisas e dimensionalmente perfeitas. Abaixo estão algumas vantagens e limitações da fundição sob pressão.

Vantagens do processo de fundição sob pressão
Boas propriedades mecânicas: A fundição sob pressão produz peças com boa resistência mecânica, mas não tão fortes quanto as peças forjadas. Além disso, as peças podem ser produzidas com melhor condutividade, dureza e durabilidade.
- Excelente acabamento: A fundição sob pressão permite produzir rapidamente peças complexas com uma superfície lisa ou texturizada, dependendo de suas necessidades.
- Prazo de entrega rápido: Depois que o molde é concluído, o ciclo médio de fundição sob pressão é bastante curto, geralmente durando apenas alguns dias, dependendo do tamanho e das propriedades do material.
- Custo benefício: A fundição sob pressão é extremamente econômica, especialmente ao produzir grandes quantidades. O custo por peça diminui significativamente com o tempo.
Limitações do processo de fundição sob pressão
- Uso limitado de materiais: O processo de fundição sob pressão utiliza apenas metais com alta fluidez, o que limita a quantidade e o tipo de materiais que podem ser utilizados no processo.
- Trabalho intensivo: O processo, especialmente durante a fase de resfriamento, requer monitoramento e controle constantes.
- Matrizes imutáveis: Como as matrizes são feitas de aço temperado, elas não podem ser alteradas ou ajustadas. Eles também são caros de produzir.
Fatores a serem considerados ao projetar geometria de fundição sob pressão
A geometria dos projetos fundidos determina como as peças são preenchidas e resfriadas e como seu formato afeta a porosidade, a granulação e a tensão. Aqui estão os fatores a serem considerados ao projetar geometrias de fundição sob pressão.
Rascunho
Na fundição sob pressão, um calado é uma inclinação ou conicidade paralela à direção do molde. A conicidade na parte interna das paredes do molde deve ser maior do que a conicidade nas paredes externas porque isso permite que a liga encolha e se misture melhor à peça fundida à medida que ela esfria e solidifica. Quando o calado interno é maior, a peça acabada é mais fácil e precisa de ser ejetada do molde.

Costelas e projeções
Geralmente, as saliências são usadas como pontos de fixação e espaçadores, enquanto as nervuras são adicionadas para fornecer suporte sem engrossar a parede. Sempre que possível, incorpore todas as projeções e nervuras necessárias diretamente na peça fundida. Isso aumenta a resistência geral do produto enquanto reduz cantos vivos.
Bolsas
Os designs fundidos fornecem bolsos quando sua peça precisa ser leve. Esses bolsos, também conhecidos como protetores de metal, são essencialmente orifícios ou áreas abertas embutidas no design da matriz. Bolsos bem posicionados permitem que sua peça acabada seja mais leve sem comprometer a integridade estrutural.
Uniformidade da espessura da parede
Idealmente, o projeto deve resultar em espessuras de parede consistentes em toda a peça fundida. Isso não significa que a espessura deva ser a mesma em todos os lugares, mas diferenças significativas na espessura da parede devem ser minimizadas. Uma espessura uniforme facilita o controle do fluxo de metal no molde e garante o enchimento completo.
filetes e cantos
Filetes, as seções curvas da peça fundida onde duas superfícies se encontram, geralmente em um ângulo agudo, são adicionadas a uma peça fundida para evitar arestas e cantos afiados indesejados no produto acabado. Grandes raios de canto interno e externo são uma vantagem para a fundição.
Dicas para criar peças metálicas fundidas de alta qualidade
A fundição sob pressão envolve a injeção de material fundido em um molde. No entanto, para obter a qualidade ideal das peças, considere as dicas a seguir.
Use metais de alta qualidade
A qualidade dos seus produtos fundidos depende muito dos materiais utilizados. Escolha ligas de alta qualidade adequadas à sua aplicação e garanta que estejam livres de impurezas e impurezas. Além disso, para obter desempenho ideal e propriedades consistentes do material, calibre adequadamente sua máquina de fundição sob pressão.
Otimize o design da matriz
Otimizar o design da sua matriz é uma forma de garantir produtos de alta qualidade. Fatores como espessura da parede, ângulos de saída e filetes devem ser considerados para garantir que sua peça possa ser facilmente ejetada do molde. Considere também o posicionamento das comportas e dos corredores para garantir que o metal fundido possa entrar facilmente na cavidade e não deixe lacunas ou defeitos.
Controle de qualidade
Implemente procedimentos eficientes de controle de qualidade na produção de peças fundidas sob pressão de alta qualidade. Isso inclui ficar de olho nos parâmetros do processo, verificar se há erros nas peças e agir de acordo, se necessário. Para identificar tendências e tomar decisões baseadas em dados, você também deve considerar a implementação de técnicas de controle estatístico de processos (CEP).
Opções de acabamento de superfície para fundição sob pressão
Para garantir longevidade, proteção ou aparência atraente, as peças fundidas devem ter um bom acabamento externo. Várias opções de acabamento estão disponíveis para peças fundidas.
Revestimento em pó
O revestimento em pó envolve a aplicação de partículas carregadas na superfície da peça fundida. Este método é ideal porque é uniforme, proporciona maior controle sobre a espessura e oculta pequenas imperfeições na superfície fundida.
Revestimento
Outra maneira de dar às peças fundidas um acabamento superficial atraente é o revestimento. Tal como acontece com o revestimento cerâmico, a superfície aqui consiste em uma camada fina. Ambos os processos de revestimento podem melhorar a estética do produto e, por vezes, a sua condutividade.
Antiguidades
Este tipo de tratamento de superfície é mais adequado para fundição de zinco e confere à peça fundida uma aparência envelhecida. Isto envolve revestir a peça fundida com um material colorido, como sulfeto de cobre, após ter sido galvanizada com cobre ou outras ligas.
pintura
Para muitos materiais serve como proteção adicional ou simplesmente para decoração. Antes de aplicar a tinta, o ideal é limpar a superfície metálica para retirar impurezas como óleo e aplicar um primer que melhore a aderência.
Produtos de fundição sob pressão em diversas indústrias
A fundição sob pressão é um processo usado para criar uma variedade de peças altamente funcionais e verdadeiramente únicas. Aqui estão alguns usos desses produtos.
- Indústria automobilística: Esta tecnologia é utilizada para produzir caixas de câmbio, motores em miniatura, engrenagens e outras peças especializadas necessárias à indústria automotiva.
- Aeroespacial: A indústria aeroespacial exige componentes metálicos leves e de alta qualidade que atendam a rígidos padrões de qualidade. A fundição sob pressão é uma maneira econômica de atender a esse requisito.
- Produtos de consumo e industriais: Este processo pode ser usado para produzir peças de consumo, como dissipadores de calor, bielas, pistões de compressores e torneiras de pia de cozinha.
WayKen: Seu provedor confiável de serviços de fundição sob pressão

Concluindo
Muitos de nossos produtos são fabricados usando o processo de fundição sob pressão. A capacidade da fundição sob pressão de produzir peças e componentes metálicos de alta precisão é benéfica para vários setores.
Perguntas frequentes
Que tipos de moldes de fundição sob pressão existem?
Existem quatro tipos de moldes de fundição sob pressão. Estes incluem moldes de cavidade única, moldes de múltiplas cavidades, moldes combinados e moldes unitários.
Qual é a diferença entre moldagem por injeção e fundição sob pressão?
Uma diferença fundamental entre esses dois processos são os materiais utilizados. A fundição sob pressão é usada principalmente para metais como zinco, alumínio e magnésio, enquanto a moldagem por injeção é frequentemente usada para plásticos, borracha e certos metais.
A fundição sob pressão pode ser usada para fabricação de protótipos?
Sim, a fundição sob pressão pode ser usada para fabricação de protótipos. Ele fornece uma maneira de testar a funcionalidade de uma peça antes da produção completa, especialmente para peças feitas de metais com baixo ponto de fusão.
Quanto custa a fundição sob pressão?
Os preços da fundição sob pressão de alumínio podem variar significativamente dependendo de uma variedade de fatores, incluindo a complexidade da peça, seu tamanho e volume de produção.







