Presione el freno
La prensa plegadora es el proceso mecánico de deformar el material laminar sostenido sobre un troquel hembra (forma de “V”) aplicando fuerza a través del punzón.
La deformación permanente de la pieza de chapa se produce a lo largo de la línea de contacto cuando la fuerza excede el límite elástico del material.
Existen dos métodos para generar la fuerza necesaria para doblar material en láminas:
- El método más común es mediante un volante y una manivela excéntrica que mueven una viga deslizante (ram). Esto se conoce comúnmente como plegadora mecánica.
- El método preferido es mediante fuerza hidráulica o hidromecánica sobre el ariete de la plegadora. Los cilindros hidráulicos, conectados directamente al ariete de la prensa o mediante conexión, convierten la energía del aceite hidráulico presurizado en fuerza mecánica.
Lectura relacionada: ¿Qué es una plegadora?
Después del corte, el prensado es una de las operaciones más sencillas que se realizan con las láminas y consiste básicamente en la deformación plástica en frío de la lámina.
Un requisito esencial para la flexión es la capacidad de flexión del material, es decir, su capacidad para doblarse sin agrietarse ni romperse. Esta propiedad requiere buena maleabilidad y elongación, pureza y baja dureza. El acero dulce con un bajo porcentaje de carbono (<0,2%) y el acero de baja aleación (ninguno de los elementos añadidos alcanza el 5%) tienen buena capacidad de flexión.
Gracias a la amplia gama de herramientas plegadoras estándar y a la muy rápida configuración de la máquina, la plegadora ofrece la posibilidad de obtener productos con diferentes características para satisfacer diferentes necesidades.
Esto contrasta con la estampación profunda (por ejemplo, de componentes de automoción), que permite la producción de una gama ilimitada de formas irregulares, pero requiere mucho tiempo y costes elevados para diseñar y producir el molde necesario, sin posibilidad de modificar los resultados. .
Por lo tanto, la embutición profunda es conveniente para producir grandes cantidades, mientras que el prensado tiene un uso mucho más amplio.
El prensado se realiza colocando una lámina metálica entre una herramienta superior y otra inferior (punzón y matriz respectivamente); el punzón desciende hacia el troquel y empuja la lámina hacia él, provocando una deformación plástica permanente.
Con el frenado es posible obtener perfiles muy complicados realizando curvas en la secuencia correcta. La chapa se mueve y posiciona normalmente manualmente.
Doblado por aire
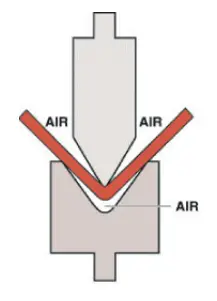
Con el doblado por aire, la hoja se deforma en un contacto de tres puntos entre el punzón y los hombros redondeados de la matriz. El material laminar no hace contacto con los lados del troquel o punzón.
Observación:
Cuando se libera la fuerza aplicada, se produce un retorno elástico parcial, debido a las propiedades elásticas del material.
Las matrices típicas de doblado por aire están configuradas con un ángulo incluido de 85 grados para que la pieza pueda doblarse demasiado, lo que da como resultado un retorno elástico a los 90 grados deseados.
Con el doblado por aire, el operador puede formar piezas con diferentes ángulos de doblado utilizando el mismo conjunto de troqueles para un espesor de material determinado. Esto se logra controlando la penetración del punzón en la pieza de trabajo sobre la matriz.
Se pueden utilizar troqueles afilados con un ángulo incluido de 60 grados para doblar piezas de medición de chapa metálica a ángulos incluidos superiores a 60 grados. El ángulo de la pieza formada está determinado por la profundidad de penetración del punzón en la matriz.
Los requisitos de tonelaje para el doblado por aire generalmente se publican para acero dulce con resistencia a la tracción, espesor del material y configuración de apertura de matriz específicos. Ver Figura 2.2-1.
Pliegue inferior
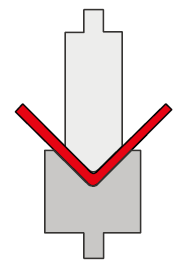
Con el doblado inferior, el punzón aplica suficiente tonelaje para que el material de la lámina se ajuste a la geometría del troquel. Con este método, la pieza formada debería sufrir poco o ningún retorno elástico.
El ángulo incluido en la matriz suele ser de 90 grados.
Los requisitos típicos de tonelaje para el doblado por fondo son hasta cuatro veces mayores que para el doblado por aire.
Aunque las variaciones en el ángulo de la pieza formada disminuyen con el doblado inferior, el juego de matrices se limita a una operación de formación de pieza en ángulo único.
Acuñación

Con el acuñado, el punzón aplica un tonelaje suficiente para que el material laminar se adapte a la geometría del troquel y sufra un ligero grado de adelgazamiento en el punto de contacto. Con este método, la pieza formada no debería sufrir ningún retorno elástico.
El ángulo incluido en la matriz suele ser de 90 grados.
Los requisitos típicos de tonelaje para el acuñamiento son de cuatro a ocho veces mayores que para el doblado por aire, una desventaja debido a los costos asociados con prensas plegadoras de mayor capacidad y el mantenimiento de equipos y herramientas.
Aunque las variaciones en el ángulo de la pieza formada disminuyen con el acuñado, el juego de matrices se limita a una operación de formación de pieza en ángulo único.







