
1. Información general
El proceso tradicional de fabricación de productos suele seguir una secuencia de diseño primero, fabricación después. A veces, el producto resultante puede enfrentar problemas cruciales durante la fabricación y el ensamblaje, como dificultades de fabricación, interferencias en el ensamblaje o, peor aún, incapacidad para fabricar y producir.
A menudo, esto se debe a una falta de familiaridad con el proceso de fabricación por parte del diseñador o a una falta de comunicación entre el diseñador y el resto del personal técnico. Como muestran los datos de la industria, el diseño del producto representa el 5% del costo del producto, pero determina el 75% del costo total de fabricación y el 80% de la calidad y el rendimiento del producto.
Por lo tanto, para mejorar la procesabilidad del producto, garantizar la calidad y el rendimiento, reducir los costos de producción y acortar el ciclo del prototipo, es crucial utilizar el diseño y la fabricación asistidos por computadora (CAD/CAM) durante el diseño del producto, lo que facilita una amplia vinculación de información y retroalimentación. entre diseño y fabricación.

Con esta vinculación de información y retroalimentación, los diseñadores pueden mejorar sus diseños de manera oportuna, asegurando al mismo tiempo el éxito del diseño, el proceso y la fabricación del producto.
CAD/CAM implica el uso de computadoras para generar y aplicar diversa información digital para diseñar y fabricar productos. Se caracteriza por una alta inteligencia, intensidad de conocimientos, rápida actualización, estrecha integración y alta eficiencia. Su capacidad de procesamiento continúa aumentando a medida que avanza la tecnología de hardware y software.
CAD/CAM se utiliza comúnmente en industrias mecánicas, electrónicas, textiles, de aviación, de construcción naval y otras para diseño general, modelado, diseño estructural, diseño optimizado, diseño de simulación de movimiento de mecanismos, análisis de elementos finitos antes y después del procesamiento y calidad del producto. cálculo de características, diseño de procesos, procesamiento de control numérico y más.
1.1 Diseño asistido por computadora (CAD)
El diseño asistido por computadora (CAD) implica el uso de software para crear y simular la forma, estructura, color, textura y otras características de productos recientemente desarrollados. A medida que esta tecnología continúa evolucionando, CAD se utiliza ampliamente en diversos campos, como la impresión gráfica y la edición.
La gama de aplicaciones CAD es amplia e incluye dibujos de diseños arquitectónicos, dibujos mecánicos, diagramas de circuitos y varios otros métodos de diseño.
Inicialmente, CAD se utilizaba principalmente en grandes empresas de la industria automovilística, aeroespacial y electrónica. Sin embargo, con la continua disminución de los costos de fabricación de computadoras, su gama de aplicaciones se ha ampliado significativamente.
Anteriormente, el software de dibujo se limitaba al diseño plano y carecía de realismo. Con el continuo desarrollo de la tecnología informática, el aumento de la eficiencia y los menores precios de mercado, muchas empresas han adoptado diseños tridimensionales, haciendo que los diseños sean mucho más intuitivos.
1.2 Ingeniería asistida por computadora (CAE)
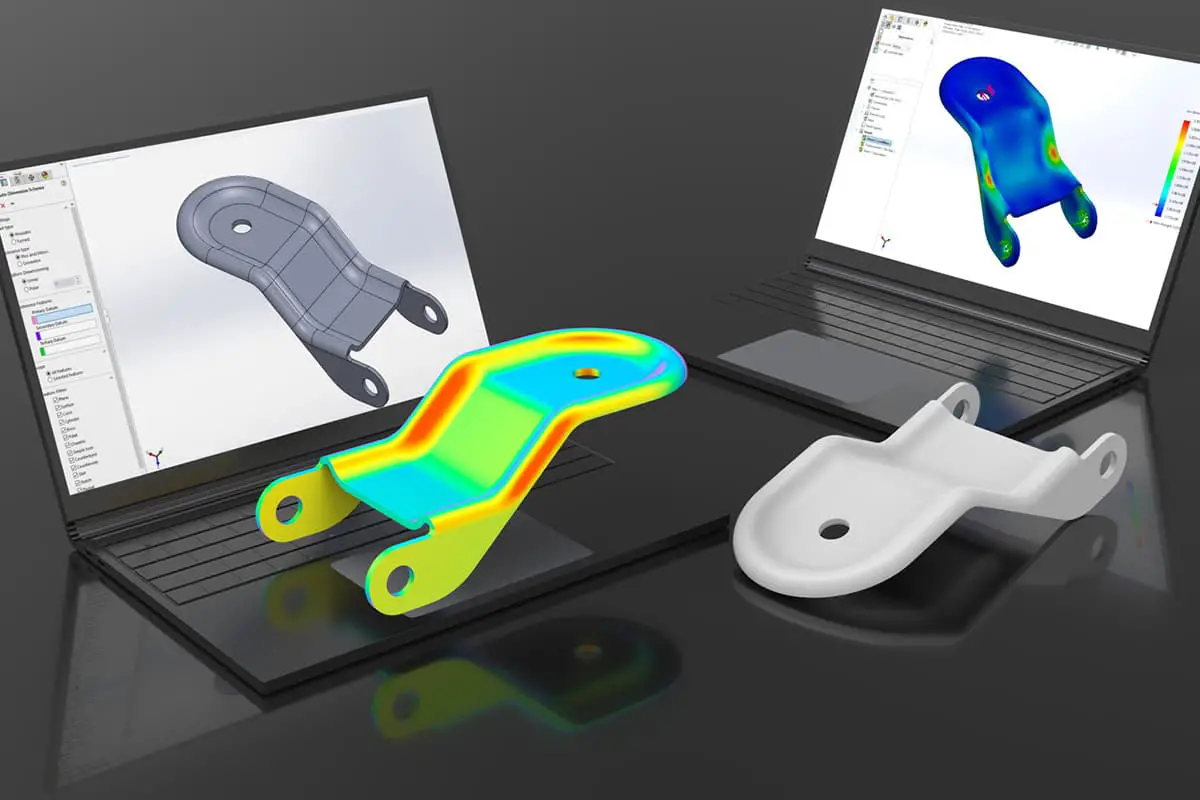
La ingeniería asistida por computadora (CAE) es un método de aproximación numérica que se utiliza para resolver ingeniería compleja y resistencia estructural de productos, rigidez, estabilidad al pandeo, respuesta dinámica, conducción de calor, contacto multicuerpo tridimensional, elastoplasticidad y otros cálculos analíticos, como también Problemas de diseño de optimización del rendimiento estructural.
La idea básica de CAE es dividir el área de solución de un continuo de forma compleja en subregiones finitas simples, es decir, simplificar un continuo en un cuerpo compuesto equivalente compuesto de elementos finitos. Al discretizar el continuo, el problema de resolver variables de campo (tensión, desplazamiento, presión, temperatura, etc.) en el continuo se simplifica para resolver los valores de las variables de campo en los nodos de elementos finitos.
Las ecuaciones básicas a resolver en este punto son un conjunto de ecuaciones algebraicas, no las ecuaciones diferenciales originales que describen las variables de campo reales del continuo. Las soluciones obtenidas son soluciones numéricas aproximadas, y el grado de aproximación depende del tipo y número de elementos utilizados y de la función de interpolación de los elementos.
El software CAE se puede dividir en dos categorías:
1. Software CAE dedicado desarrollado para tipos específicos de ingeniería o productos, utilizado para análisis, predicción y optimización del rendimiento del producto.
2. Software CAE de uso general que puede analizar, simular, predecir, evaluar y optimizar las propiedades físicas y mecánicas de diversos tipos de ingeniería y productos para lograr la innovación tecnológica de productos. El cuerpo principal del software CAE es el software de análisis de elementos finitos (FEA).
El papel de CAE en el diseño y la fabricación asistidos por ordenador se manifiesta principalmente en los siguientes aspectos:
1. Mejorar las capacidades de diseño, garantizar la racionalidad del diseño del producto y reducir los costos de diseño mediante análisis y cálculo computacional.
2. Acortar el ciclo de diseño y análisis.
3. El papel de los “prototipos virtuales” que desempeña el análisis CAE reemplaza en gran medida el proceso de “diseño de validación de prototipos físicos” que consume recursos en el diseño tradicional. El papel de los “prototipos virtuales” puede predecir la confiabilidad del producto a lo largo de su ciclo de vida.
4. Utilice un diseño óptimo para encontrar la mejor solución de diseño de producto y al mismo tiempo reducir el consumo de material y los costos.
5. Descubrir problemas potenciales antes de la fabricación del producto o la construcción de ingeniería.
6. Simule múltiples esquemas de prueba, reduciendo el tiempo y los gastos de prueba.
7. Realizar análisis de accidentes mecánicos para encontrar la causa de los accidentes.
1.3 Planificación de procesos asistida por computadora (CAPP)
La planificación de procesos asistida por computadora, abreviada como CAPP, se refiere al uso de tecnología y entorno de hardware y software para desarrollar procesos de mecanizado de piezas mediante cálculos numéricos, juicios lógicos y razonamiento. Con la ayuda de un sistema CAPP, se pueden resolver problemas como la baja eficiencia del diseño de procesos manuales, la baja consistencia, la calidad inestable y la dificultad de optimización.
CAPP es una tecnología que convierte datos de diseño de productos empresariales en datos de fabricación de productos. A través de esta tecnología computacional, los diseñadores de procesos reciben ayuda para completar proyectos, desde las materias primas hasta los productos terminados. CAPP sirve como puente que conecta diseño y producción en la construcción de la informatización empresarial y también proporciona datos relevantes al departamento de gestión de la empresa, actuando como vínculo intermedio en el intercambio de información empresarial.
El propósito de CAPP es utilizar computadoras para desarrollar procesos de mecanizado de piezas, procesando materias primas en piezas requeridas por los planos de ingeniería. Esto se logra ingresando información geométrica (forma, tamaño, etc.) e información de proceso (materiales, tratamiento térmico, lote, etc.) de las piezas a procesar en la computadora, que luego genera automáticamente la ruta del proceso y el contenido de el funcionamiento de las partes.
1.4 Fabricación asistida por computadora (CAM)
La fabricación asistida por computadora, abreviada como CAM, es el proceso de utilizar computadoras para administrar, controlar y operar equipos de producción. La información de entrada es la ruta del proceso y el contenido de operación de las piezas, y la información de salida es la ruta de movimiento de la herramienta durante el procesamiento (archivo de posición de la herramienta) y el programa de control numérico.
El núcleo de la fabricación asistida por computadora es el control numérico por computadora (CNC), que es la aplicación de computadoras al proceso de fabricación.
Los sistemas de fabricación asistidos por computadora generalmente tienen funciones de conversión de datos y automatización de procesos, y su alcance incluye el control numérico por computadora y el diseño de procesos asistido por computadora.
Además de su aplicación en máquinas herramienta CNC, la fabricación asistida por ordenador también se utiliza ampliamente en el control de otros dispositivos, como prensas, corte por arco de llama o plasma, mecanizado por rayo láser, trazadores automáticos, máquinas de soldar, máquinas de ensamblaje e inspección. , telares automáticos, bordado computarizado y corte de prendas de vestir.
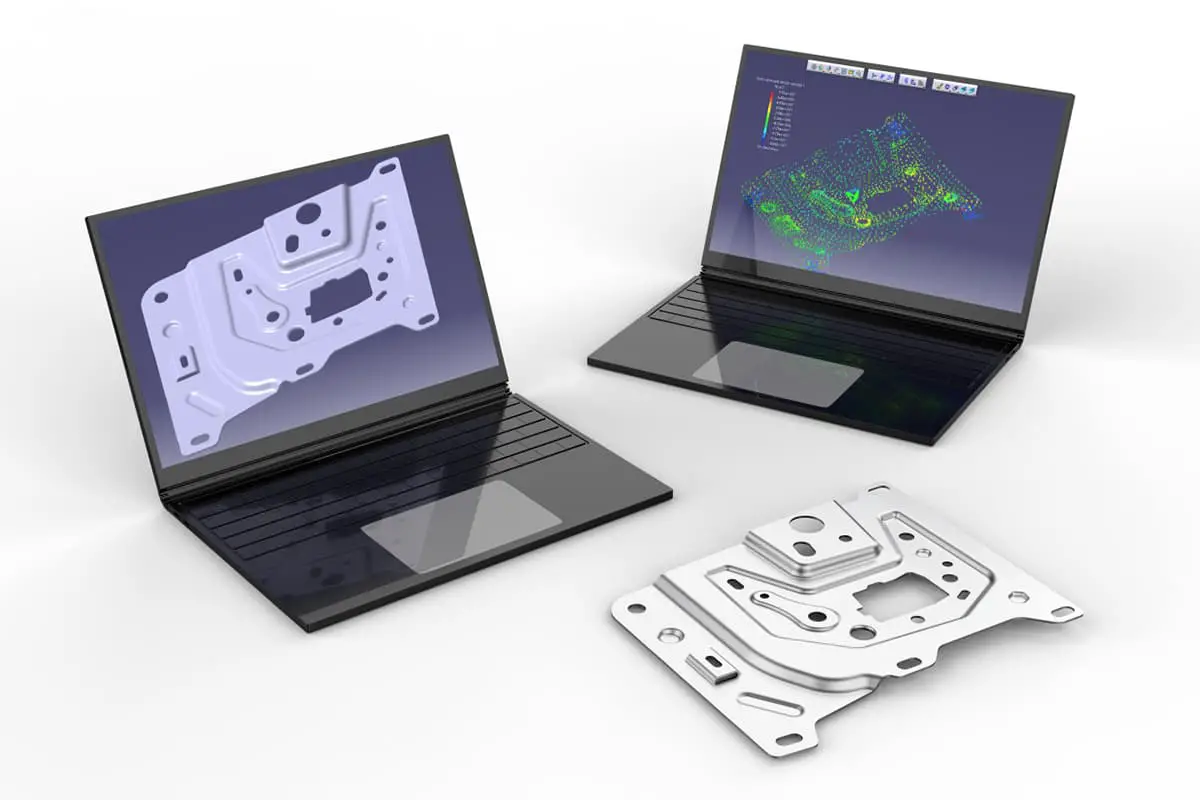
2. Aplicación de la tecnología de diseño y fabricación asistido por ordenador en piezas de chapa
El uso de tecnología de diseño y fabricación asistido por ordenador en el diseño y producción de productos y componentes de chapa transforma significativamente los métodos convencionales de las empresas de producción para diseñar y fabricar piezas de chapa, afectando incluso su gestión y fuerza competitiva.
Por lo tanto, cualquier empresa que se dedique a la producción de productos y componentes de chapa metálica debe esforzarse por investigar, desarrollar o utilizar tecnologías de fabricación y diseño asistido por computadora para mantener su ventaja de desarrollo. Las piezas de chapa se caracterizan por su peso ligero, alta resistencia, conductividad (adecuada para blindaje electromagnético), bajo costo y excelente capacidad de producción en masa.
Actualmente, se utilizan ampliamente en áreas como la electrónica, las comunicaciones, la industria automotriz y los equipos médicos. Por ejemplo, las piezas de chapa metálica son componentes esenciales en carcasas de computadoras, teléfonos móviles y carcasas para productos eléctricos.
Con la aplicación cada vez más extendida de piezas de chapa metálica, su diseño se ha convertido en un aspecto crucial del proceso de desarrollo de productos. Esto requiere que los diseñadores de desarrollo dominen las técnicas de diseño y fabricación asistido por computadora de piezas de chapa metálica, garantizando que las piezas diseñadas cumplan con los requisitos funcionales y estéticos del producto, al mismo tiempo que simplifican la fabricación de matrices y reducen los costos.
El proceso de diseño y fabricación de piezas de chapa asistido por ordenador comienza con el diseño asistido por ordenador, pasa por la simulación numérica de despliegue, anidamiento, corte, estampado, doblado y otros procedimientos, y finaliza con la generación automática del recorrido de la pieza. proceso, contenido de la operación, ruta de movimiento de la herramienta (archivo de posición de la herramienta) y programa de control numérico.
Los aspectos más importantes son el cálculo de dimensiones para el despliegue de piezas de chapa, el diseño gráfico y la elaboración de programas de control numérico. La computadora evalúa las características individuales de las piezas de chapa y las relaciones entre ellas desde el análisis matemático y las perspectivas de fabricación (parámetros del proceso de chapa), proporcionando retroalimentación instantánea a los diseñadores de productos para modificar cualquier diseño estructural irrazonable.
2.1 Diseño y despliegue de piezas de chapa asistido por ordenador.
Las piezas de chapa metálica generalmente se pueden dividir en tres categorías: piezas planas (es decir, piezas planas estampadas en general), piezas dobladas (es decir, piezas formadas mediante doblado o procesamiento de chapa metálica) y piezas formadas (es decir, piezas fabricadas mediante dibujo y otras formas). métodos, ya sean piezas de superficie regulares o de forma libre). Las piezas de chapa se diferencian significativamente de las piezas producidas mediante métodos de mecanizado habituales.
Entre muchos procesos de estampado de piezas de chapa metálica, la deformación por flexión (proceso de plegado por presión) es el método principal para crear relaciones espaciales complejas. El diseño y despliegue de varias piezas de chapa de forma regular o compleja se puede dividir en dos métodos según los modelos y el estilo.
Los métodos tradicionales de corte de chapa incluyen métodos de dibujo y cálculo. Los métodos de dibujo básicos incluyen los métodos de líneas paralelas, líneas radiantes y líneas triangulares; Los métodos de cálculo reemplazan el proceso de diseño y dibujo en los métodos de dibujo calculando las coordenadas y longitudes de línea de los puntos característicos en el dibujo desplegado y luego dibujando los resultados calculados.
Usar una computadora para completar estos cálculos es el método CAD de chapa más básico basado en modelos. Para piezas tipo caja, eje vertical, panel de puerta y otros tipos de chapa de uso frecuente, el método de despliegue del diseño basado en modelos requiere una cierta cantidad de trabajo para construir el modelo, pero es muy confiable y eficiente cuando se usa.
Existen dos métodos de modelado geométrico para piezas de chapa: modelado geométrico de chapa 2D y modelado geométrico de chapa 3D. El primero incluye métodos de codificación, métodos de ensamblaje de facetas y métodos de entrada de tamaño interactivos; este último incluye métodos de ensamblaje de transformación por flexión, métodos de ensamblaje de vóxeles, etc.
La desventaja común de estos métodos es que cuando la definición es incorrecta, las modificaciones son muy complicadas e incluso pueden requerir nueva información para construir el modelo. La forma más eficaz de superar estas deficiencias es utilizar técnicas de modelado de características como SolidWorks, Pro/E, UG, CATIA, etc., que son plataformas de diseño que utilizan el modelado de características para construir modelos de productos de chapa.
Las funciones y métodos de modelado de varios sistemas CAD/CAM son diferentes. Los métodos de modelado simples solo utilizan superficies regulares y modelado de sólidos, mientras que los métodos de modelado complejos tienen funciones avanzadas de modelado de superficies y modelado de sólidos, como aplicaciones de diseño de piezas que brindan funciones como escaneo, embutición profunda, nervaduras, espirales, corte, etc., y láminas. El diseño de metal puede generar automáticamente agujeros de proceso de flexión, despliegue automático y simulación.
1. Método de operación de modelado de ensamblaje.
El uso de elementos geométricos sólidos básicos, como cubos de lámina delgada y cilindros huecos, combinados gradualmente para convertirse en el modelo geométrico de la pieza, es el método básico del modelado de lámina metálica. Los elementos utilizados en el método de modelado de ensamblaje pueden ser elementos de superficie delgados o elementos de volumen grueso.
Muchas piezas de chapa están hechas de placas de igual espesor, lo que permite el uso de bloques de superficie más delgados en el proceso de conformado para construir la estructura básica de la pieza de chapa y luego especificar la dirección para aumentar el espesor de la pieza. Este método de diseñar primero un marco estructural grueso y luego desarrollar una pieza gruesa también es aplicable a piezas de chapa metálica complejas, como las superposiciones.
2. Metodología de modelado de recursos
Una característica es una colección de información descriptiva de un producto, que no sólo presenta una forma específica formada según ciertas relaciones topológicas, sino que también refleja una semántica de ingeniería específica, adecuada para su uso en diseño, análisis y fabricación.
Las características se pueden clasificar en características de forma, características de precisión y características de material. Entre ellos, la característica de forma es fundamental, ya que sirve como soporte o base para otras características y el núcleo para implementar el modelado de características paramétricas. Puede definir cuerpos geométricos o entidades con cierta importancia en ingeniería.
Las piezas de chapa se pueden descomponer en una o más características de forma. Desde una perspectiva de modelado de características, una pieza de chapa comprende una serie de características y sus interconexiones forman un componente completo. En la Figura 10-1 se muestra un ejemplo de modelado de características de una caja de chapa metálica.
En base a las características de las piezas de chapa, se pueden resumir las siguientes características principales:
1) Las características planas, que se refieren a la forma plana que constituye el componente, son las partes básicas del componente, la sección de conexión de las partes dobladas y el cuerpo principal para el conformado y punzonado local.
2) Características de flexión, que son formas producidas por procesos de flexión. La característica de flexión más simple está representada por un área de flexión cilíndrica.
3) Funciones de agujero, que actúan como subfunciones generales y están adjuntas a otras funciones, como punzonado en un plano o función de flexión.
4) Las características de conformación local, que son formas producidas mediante procesos de conformación local en piezas estampadas, generalmente tienen formas y tipos de parámetros de características fijos, pero los valores numéricos cambian, por lo que pueden expresarse mediante parámetros.
3. Metodología de implementación
El principio básico del método de despliegue de chapa es registrar las relaciones topológicas entre cada bloque frontal y sus bloques frontales conectados durante el proceso de diseño y utilizar esto como base para el despliegue.
Los sistemas más simples pueden especificar primero un plano de referencia, luego cada cara a desplegar y, paso a paso, desplegar toda la pieza de chapa. Los sistemas CAD/CAM avanzados pueden desplegar múltiples superficies en una sola operación. El diagrama desplegado de la caja en la Figura 10-1 se muestra en la Figura 10-2.
2.2 Disposición del material asistido por ordenador
El costo de producción de piezas de chapa incluye principalmente costos de materiales, tarifas de diseño y tarifas de moldes, y los costos de materiales representan una parte importante. El uso de un sistema de diseño asistido por computadora es una forma esencial de reducir los costos de material.
El método de la función objetivo de optimización es un método ampliamente aplicado para el diseño de chapa. Su principio subyacente es el de utilizar los parámetros Δx (desplazamiento traslacional en los tipos de bloques de piezas que intervienen en el trazado, en la forma y número de pasillos.
Las iteraciones se realizan en función de un algoritmo determinado en torno a la función objetivo, y cuando la función objetivo alcanza un objetivo de precisión predefinido, la iteración se detiene y el diseño se ejecuta en función de los parámetros en el momento en que se detiene la iteración. Para mejorar la eficiencia, se puede corregir el intervalo de algunos cambios de parámetros.
Cuando varios tipos de bloques de mosaicos participan en el diseño y no hay restricciones en los parámetros Δx, Δy y Δφ para duplicar múltiples bloques de mosaicos, el efecto de diseño se reducirá considerablemente.
En este momento, se pueden realizar algunos trabajos preparatorios para el diseño, como juzgar las propiedades geométricas de los bloques de piezas que participan en el diseño, o tolerar los bloques de piezas al buscar Δx, Δy y Δφ, y utilizar métodos simples y menos contornos. circuito para reemplazar los contornos originales del bloque de la pieza de trabajo.
Los diferentes sistemas de diseño (software) tienen diferentes funciones básicas y modos de funcionamiento, pero el contenido básico incluye:
1. Selección del material de la hoja: elija el material de la hoja para el diseño de la biblioteca de materiales, incluidas las especificaciones estándar y el material sobrante de uso anterior.
2. Especificar bloques de piezas: especifique el tipo y la cantidad de bloques de piezas que se duplicarán de la biblioteca de bloques de piezas establecida después de expandir las piezas de chapa metálica.
3. Optimización del diseño: Diseño de bloques de piezas específicos y sus cantidades en el material de hoja seleccionado. Este nivel de menú permite la selección de subelementos como línea única, línea doble, anidamiento mixto, diseño interactivo, etc.
4. Edición del diseño: procese previamente los bloques de piezas que participan en el diseño o verifique si hay interferencia en los resultados del diseño, ajuste manualmente si es necesario y vuelva a diseñar si es necesario.
5. Salida de resultados de diseño: genere el diagrama de resultados de diseño y los archivos de datos correspondientes (incluidas las posiciones de las herramientas), la tasa de utilización del material y un informe del plan de corte.
2.3 Recopilación de instrucciones de control numérico.
La programación de control numérico es actualmente uno de los aspectos más beneficiosos del sistema CAD/CAM, ya que desempeña un papel crucial para lograr la automatización del diseño y la fabricación, mejorar la precisión y la calidad del mecanizado y acortar los ciclos de desarrollo de productos.
La programación por control numérico es todo el proceso que va desde el dibujo de las piezas hasta la obtención de programas de mecanizado con control numérico. Sus tareas principales son calcular los puntos de corte de mecanizado (también conocidos como puntos CL), determinar la secuencia de la ruta de corte, determinar los parámetros del proceso y otros diseños de rutas del proceso, compilar archivos de instrucciones de control numérico de acuerdo con el formato específico del sistema de control numérico y controlar el contenido de movimiento de los archivos de instrucciones de control numérico.
En CAD/CAM de piezas complejas de chapa metálica, el trabajo de diseño de procesos suele ser muy complicado y puede completarse mediante un sistema CAP four especializado. El objeto de mecanizado del corte de chapa es material de chapa plana, generalmente utilizando métodos de corte, cizallamiento y punzonado. El trabajo de diseño del proceso es relativamente simple y puede incluirse en el sistema de programación de control numérico.
Entre el corte, el cizallado y el punzonado, el archivo de instrucciones de punzonado con control numérico es el más complejo. A continuación se presentará la programación de control numérico para el estampado por expansión de chapa basada en punzonado con control numérico.
1. Entrada de información de diseño al compilar instrucciones de punzonado controladas numéricamente: el diseño, la expansión y el diseño de chapa pueden proporcionar resultados en forma de gráficos y archivos de datos, con dimensiones marcadas en los gráficos. El método más simple para compilar instrucciones de control numérico es la compilación manual, donde los humanos leen y analizan gráficos y datos.
El corte por expansión de chapa generalmente implica solo el procesamiento de información gráfica plana. Utilizando el método de generación de trayectorias de la herramienta de control numérico basado en puntos y líneas, las operaciones de programación se pueden realizar directamente en los gráficos de forma visual. Utilice el cursor para especificar el elemento gráfico más cercano a la posición del cursor y la computadora confirma la información geométrica de este elemento gráfico.
2. Diseño de procesos en la compilación de instrucciones de punzonado de control numérico: El contenido básico del diseño de procesos durante el punzonado de control numérico incluye principalmente: seleccionar punzones, determinar el orden de punzonado de cada elemento gráfico, determinar la distancia de paso y la velocidad de movimiento de la hoja durante el paso. punzonado paso a paso, ajuste de la posición de la pinza, etc.
Contornos de la misma forma y tamaño pueden utilizar diferentes métodos de punzonado debido a los hábitos y al nivel técnico del operador. Por ejemplo, al perforar orificios y ranuras grandes, se pueden usar punzones más pequeños para perforar los contornos de los orificios y ranuras, luego alejar el punzón, pausar la máquina, retirar manualmente el material restante en el orificio y continuar con el procesamiento.
Alternativamente, se puede utilizar un punzón más grande para perforar no sólo los contornos de los agujeros y ranuras, sino también todo el material interno en fragmentos. Esta elección se puede realizar seleccionando diferentes ramas del menú durante el proceso de programación. En sistemas CAD más funcionales, puede haber dos métodos de instrucción: taladrado con viruta y taladrado sin viruta.
3. Programación de Instrucciones de Punzonado con Control Numérico
La programación asistida por computadora es el proceso de utilizar una computadora para completar tareas relacionadas con la programación que originalmente se realizaban manualmente. En el proceso de redacción de instrucciones de punzonado de chapa, la operación más básica es especificar el punzón (herramienta) y los elementos a programar, después de lo cual el sistema de programación puede generar automáticamente archivos de instrucciones de control numérico.
Para sistemas de instrucción más avanzados, las operaciones de programación también incluyen el uso de instrucciones de marcado agrupadas, la llamada de subprogramas, etc.
4. Optimización y Simulación de Instrucciones de Punzonado con Control Numérico
Una vez generado el archivo de instrucciones de punzonado de control numérico, requiere posprocesamiento, y las operaciones básicas de posprocesamiento son optimización y simulación.
1) La optimización de las instrucciones de punzonado generalmente incluye la optimización del punzón y la optimización de la trayectoria.
El objetivo de la optimización del punzón es, por un lado, reunir las instrucciones de punzonado completadas por el mismo punzón para reducir los cambios de molde durante el procesamiento. Por otro lado, consiste en organizar el orden de punzonado según los distintos tipos de punzones, generalmente con punzones más pequeños primero y punzones más grandes después. La optimización de la trayectoria tiene como objetivo principal reducir la longitud de la carrera inactiva durante el punzonado.
2) La función de simulación generalmente puede mostrar el proceso de ejecución del archivo de instrucciones de perforación, verificar si las instrucciones de perforación son razonables y si puede haber interferencia con la pinza durante el movimiento de perforación.
También puede revertir el archivo de instrucciones de perforación en un gráfico y compararlo con el gráfico antes de programar, analizar la consistencia de los dos gráficos y así juzgar la exactitud del archivo de instrucciones de perforación.







