Tomando como ejemplo un láser de alta potencia, se estudian los parámetros relacionados con el gas de soplado lateral.
Por ejemplo, la relación entre la posición, el ángulo, la composición y el flujo del gas de soplado lateral y el plasma revela la ley de influencia del gas de soplado lateral sobre la estabilidad y penetración del proceso de soldadura.
En comparación con la soldadura por fusión tradicional, la soldadura láser tiene las ventajas de una gran penetración de soldadura, una velocidad de soldadura rápida y una pequeña deformación de la pieza de trabajo.
Sin embargo, en el proceso de soldadura, la fuente de calor láser con alta densidad de potencia producirá una nube de plasma en la superficie de la pieza mecanizada, que absorberá y refractará el láser, de modo que la energía de soldadura se reduce considerablemente durante la penetración profunda de la pieza. . .
Por lo tanto, para reducir la pérdida de energía, en aplicaciones industriales, generalmente se utiliza purga de gas auxiliar de soplado lateral para suprimir el plasma.
En el proceso de soldadura por láser, el plasma generalmente se distribuye sobre la superficie de la pieza de trabajo y dentro del pequeño orificio, y su forma y tamaño cambian periódicamente durante todo el proceso de soldadura.
En el método de utilizar gas de soplado lateral para inhibir la formación de plasma, el helio es el gas más utilizado.
En comparación con otros gases de uso común, el helio tiene la mayor energía de ionización, lo que significa que puede absorber más energía antes de la descomposición o ionización.
Sin embargo, debido a que el helio es escaso y costoso, los expertos pertinentes han estudiado y seleccionado nuevos gases de soplado lateral o gases mixtos para reemplazar al helio en muchos aspectos.
Actualmente, investigadores extranjeros recomiendan la mezcla he:air = 3:1 basándose en la consideración de la estabilidad y el ahorro de gas del proceso de soldadura láser.
Además, para optimizar la configuración de soplado lateral y suprimir eficazmente el plasma en el proceso de soldadura láser, investigadores nacionales y extranjeros también han realizado muchas investigaciones.
Hasta ahora, aunque parte del trabajo se ha centrado en la forma de introducir el soplado lateral, la forma, el tamaño y la posición de la boquilla de soplado lateral, algunos expertos también han estudiado la influencia del ángulo del soplado lateral en la penetración.
Sin embargo, debido a la diferencia entre la potencia del láser y las condiciones reales de soldadura, los resultados de la investigación correspondiente carecen de universalidad.
Además, la demanda de mayor producción y aplicación también requiere que este trabajo de investigación pueda revelar la ley esencial del soplado lateral en el proceso de soldadura láser desde el motor de búsqueda, a fin de guiar de manera efectiva la producción y aplicación reales;
Por otro lado, el proceso de soldadura láser híbrida ha atraído cada vez más atención por parte de los investigadores y la producción práctica.
En el proceso de soldadura láser híbrida de CO2 , los gases involucrados incluyen el gas de soplado lateral necesario para la soldadura láser y el gas protector necesario para la soldadura tradicional.
Como existen muchos parámetros en el proceso de soldadura de compuestos, los usuarios deben tener una comprensión clara del mecanismo de acción del gas utilizado.
Por tanto, la experiencia y el conocimiento adquiridos en la investigación del soplado lateral de gas en soldadura láser también son útiles para la investigación en soldadura láser híbrida.
condición experimental
En el experimento se utilizó un láser de CO 2 de 15 kw de flujo axial rápido.
La distancia focal del láser era de 357 mm.
La placa de prueba de soldadura era de acero marino de alta resistencia ah32 de 20 mm de espesor.
Se utilizó una superficie láser en el tablero de prueba de soldadura inalámbrica de relleno.
La pintura antioxidante de la superficie de la placa de prueba debe eliminarse mediante esmerilado mecánico antes de soldar, y la mancha de aceite debe eliminarse con acetona antes de soldar.
A menos que se indique lo contrario, el gas soplado lateralmente es helio puro.
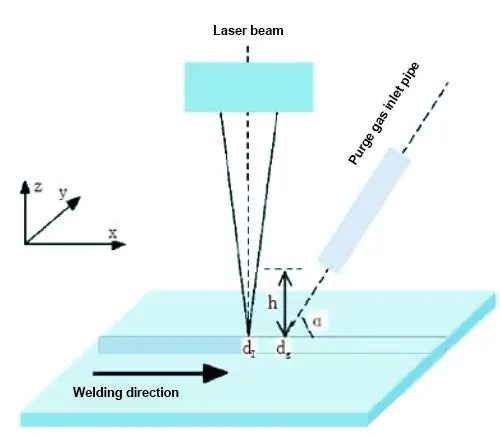
El dispositivo experimental específico se muestra en la Figura 1.

Figura 1 Diagrama esquemático del dispositivo experimental.
En el proceso de soldadura por láser, el sistema de fotografía macro de alta velocidad registra el plasma de forma sincrónica y el tamaño y el área del plasma en la dirección bidimensional se calculan después de la soldadura.
Proceso experimental y resultados.
1. Influencia de la potencia del láser sobre el plasma.
La formación de plasma aumenta al aumentar la potencia del láser.
Como se puede ver en la Figura 2, bajo la condición de que el gas de soplado lateral también sea helio y la velocidad de soldadura sea de 2 m/min, la morfología y el tamaño del plasma son muy diferentes bajo diferentes potencias del láser.
La nube de plasma generada por la soldadura láser de alta potencia es más obvia.
Por lo tanto, la supresión del plasma mediante gas lateral es particularmente importante en este momento.

Potencia del láser: 7K

Potencia del láser: 15K
Fig. 2 Efecto del cambio de potencia del láser en el plasma durante la soldadura láser
2. Influencia de la posición del tubo de soplado lateral sobre el plasma
La posición del tubo de soplado lateral determina el punto de acción entre el flujo de gas de soplado lateral y el plasma.
La observación muestra que el efecto de supresión del plasma es diferente al de la posición de introducción del gas de soplado lateral.
La Figura 3 muestra la tendencia cambiante del área de plasma cuando el espacio entre el punto de introducción de gas de soplado lateral (DG) y el punto de entrada del láser (D1) cambia en la dirección X.
Se puede observar que el plasma es sensible a la posición de introducción del gas de soplado lateral.

Posición lateral del gas de soplado en la dirección del eje X
Fig. 3 Efecto de diferentes puntos de entrada de gas de soplado lateral en el área de plasma
3. Influencia del ángulo del tubo de soplado lateral en el plasma
Cuando se utiliza soplado lateral, la selección del ángulo de introducción del gas de soplado lateral también afectará el efecto de supresión del plasma.
La figura 4 muestra el cambio correspondiente en la altura del plasma cuando cambia el ángulo del tubo de soplado lateral.

Ángulo lateral de la antorcha
Fig. 4 Efecto de diferentes ángulos de soplado lateral sobre la altura del plasma
4. Influencia del flujo de soplado lateral sobre el plasma.
Cuando se utilizan diferentes caudales de gas, la morfología del plasma es muy diferente.
Bajo las mismas condiciones experimentales (es decir, el gas de soplado lateral es helio, la velocidad de soldadura es 2 m/min y la potencia del láser es 12 KW), cuando se utiliza helio de soplado lateral de alto flujo, el tamaño bidimensional del El plasma se reduce significativamente y su altura y ancho se controlan dentro de un rango muy pequeño (como se muestra en la Fig. 5).
En consecuencia, la penetración y el ancho de la soldadura también cambiarán en consecuencia.
Con el aumento del flujo de gas de soplado lateral, la penetración de la soldadura aumentará gradualmente (como se muestra en la Fig. 6).
Cuando el caudal de gas alcanza los 60 l/min, la penetración mejora significativamente.
Por lo tanto, en la aplicación práctica, la influencia del plasma se puede suprimir eficazmente ajustando y controlando el flujo de gas de soplado lateral, para mejorar eficazmente la penetración.
Por otro lado, considerando el precio del helio lateral, cuanto mayor sea el flujo de gas soplado lateralmente, mejor. En cambio, el flujo de gas óptimo debe seleccionarse mediante una evaluación del desempeño de costos.
Además, los resultados de la investigación muestran que la dirección del gas soplado lateralmente también tiene un impacto directo en la estabilidad del proceso de soldadura, la formación de la superficie de soldadura y su dimensión general.
Por lo tanto, se debe seleccionar la dirección de soplado lateral adecuada según las necesidades reales.

a) Flujo de gas: 20L/AIN

b) Flujo de gas: 70L/AIN
Fig. 5 Efecto de diferentes flujos de soplado lateral sobre el plasma durante la soldadura láser

Flujo de gas (L/min)
5. Influencia de la composición del gas en el plasma.
La Figura 7 muestra los cambios en el plasma con diferentes componentes gaseosos.
La Fig. 7a muestra la morfología parcial del plasma cuando el gas de soplado lateral es helio, mientras que la Fig. 7b muestra la morfología parcial del plasma cuando se utiliza el gas mixto como gas de soplado lateral.
Puede verse en la Fig. 7 que, aunque el golpe lateral utilizado en las Fig. 7a y 7b es diferente, el tamaño y la forma del plasma son similares. En la Figura 7C, el plasma tiene diferentes formas y el tamaño y la forma cambian.
Cuando la composición de la mezcla cambia aún más, como se muestra en la Fig. 7d, el plasma aumenta significativamente y se extiende por encima y alrededor de la pieza de trabajo.
Cuando aumenta la energía de los electrones libres en el vapor metálico que constituye el plasma, los gases circundantes sufren una ionización por avalancha.
En este momento, el plasma se expande rápidamente e incluso se divide en dos, lo que destruye la estabilidad del proceso de soldadura.
Las diferentes formas de plasma presentadas en las figuras 7b, 7C y 7d muestran que es necesario utilizar la mezcla adecuada para garantizar su inhibición efectiva del plasma.
Cabe señalar que la composición del gas de soplado lateral se puede optimizar sólo cuando se optimizan otros parámetros de la composición del gas, tales como la posición del tubo de soplado lateral.

(A: helio; B, C y D: mezcla de helio y argón)
Fig. 7 Variación del plasma bajo diferentes composiciones de gas de soplado lateral
Análisis experimental y discusión.
1. Efecto de los parámetros del sistema de gas de soplado lateral sobre el plasma.
Cuando se selecciona gas de soplado lateral para suprimir el plasma en el proceso de soldadura por láser, los parámetros involucrados en el sistema de introducción de gas de soplado lateral, tales como la posición del tubo de soplado lateral en una dirección tridimensional, los parámetros involucrados en el gas de soplado lateral El sistema de introducción, como la posición del tubo de soplado lateral, el ángulo de introducción del gas de soplado lateral, el tamaño geométrico y la forma del tubo de soplado lateral, tienen un impacto en la formación de plasma.
Por tanto, tiene un impacto en el proceso y resultados de la soldadura láser.
Tomando las Figuras 3 y 4 como ejemplo, la posición y el ángulo del tubo de soplado lateral tienen un impacto en el área y la altura del plasma.
Los expertos pertinentes señalaron que la altura y el área del plasma reflejan la absorción y refracción del plasma hacia el láser entrante.
Cuando cambia la posición de introducción del gas de soplado lateral, el cambio en la altura y el área del plasma puede reflejar el grado en que los parámetros del gas de soplado lateral afectan la absorción o dispersión del láser.
Por lo tanto, al observar el comportamiento del plasma en tiempo real, podemos estudiar y optimizar los parámetros del sistema de introducción de gas de soplado lateral, suprimir eficazmente el plasma y mejorar la energía del láser para soldar.
- Efecto de la composición y el flujo del gas de soplado lateral sobre el plasma.
Basándose en la optimización del sistema de introducción de gas de soplado lateral, la composición y el flujo del gas de soplado lateral también se pueden optimizar para la tarea de soldadura real.
Esto no sólo puede lograr un proceso de soldadura estable sino también garantizar ahorros.
Como se muestra en la Fig. 7, la selección de una mezcla apropiada también puede desempeñar un papel equivalente al del helio puro, y la economía negativa del gas mejora considerablemente.
Sin embargo, diferentes composiciones de gas de soplado lateral (como se muestra en la Fig. 7D) pueden provocar un fuerte comportamiento de explosión de plasma, por lo que es imposible garantizar un proceso de soldadura estable.
Trabajos de laboratorio recientes han demostrado que, basándose en la optimización del sistema de gas de soplado lateral, se puede ampliar el rango de selección de la composición del gas de soplado lateral.
Seleccionar la mezcla de gases adecuada puede mejorar enormemente la economía basándose en garantizar los requisitos y la calidad de la soldadura.
Epílogo
En el proceso de soldadura por láser de CO 2 de alta potencia, el gas de soplado lateral se utiliza ampliamente para suprimir el plasma en el proceso de soldadura.
La selección correcta de los parámetros relevantes del gas de soplado lateral puede hacer que la energía láser de entrada se utilice de manera más efectiva en el proceso de soldadura de penetración profunda.
En primer lugar, la posición y el ángulo del tubo de soplado lateral son dos parámetros importantes que tienen un impacto directo en el tamaño y la forma del plasma.
Por lo tanto, el soplete lateral debe colocarse correctamente antes de soldar.
En segundo lugar, se debe considerar la selección de la composición y el flujo apropiados del gas de soplado lateral.
Cuando aumenta el flujo lateral de gas, su efecto de inhibición sobre el plasma aumenta proporcionalmente.
El flujo de gas apropiado debe determinarse de acuerdo con los requisitos de soldadura reales.
Además, considerando varios factores como la estabilidad del proceso y el precio, la mezcla también se puede utilizar como soplador lateral.
En este momento, debido al cambio en las propiedades físicas del gas, la interacción entre el gas y el baño fundido debe considerarse sobre la base de la inhibición del plasma y, en consecuencia, debe seleccionarse el flujo de gas apropiado.







