
1. Introducción
La máquina dobladora de chapa es un equipo de procesamiento de chapa de uso común que utiliza una matriz de doblado universal simple para doblar piezas complejas. Equipado con el equipo de procesamiento necesario, también puede realizar procesos como ranurado, embutición de superficies, punzonado y ondulación de voltaje.
Esta máquina es conocida por su matriz simple, versatilidad, facilidad de ajuste y reemplazo, y capacidad para realizar diversos procesos de conformado de chapa.
Como parte de la tecnología de producción moderna, los países desarrollados valoran mucho el desarrollo y la investigación de la tecnología de fabricación de máquinas de precisión por su impacto en la economía. El avance de la tecnología de mecanizado de precisión y ultraprecisión ha mejorado la precisión y el nivel técnico de toda la industria de fabricación de maquinaria, lo que lleva a la mejora de la calidad, el rendimiento y la competitividad de los productos mecánicos.
La creciente demanda de precisión en industrias relacionadas ha hecho que mejorar la precisión del doblado sea un tema urgente en la investigación y el desarrollo de máquinas dobladoras. La precisión de una máquina dobladora es el factor principal para determinar la calidad del plegado.
Los errores en el procesamiento de chapa metálica pueden afectar negativamente el ensamblaje posterior, aumentar la necesidad de reparación de matrices de prueba y corrección de forma, alargar los ciclos de desarrollo de productos y limitar el avance y la aplicación de la formación de curvatura incremental, especialmente para piezas grandes hechas de placas de acero de alta resistencia con alta retorno elástico. .
Por lo tanto, es crucial analizar el mecanismo de los errores de procesamiento en las máquinas dobladoras de chapa, identificar los principales factores que afectan la precisión del procesamiento y proponer métodos y medidas eficaces para mejorar la precisión de las máquinas dobladoras. Esto mejorará la competitividad y el valor añadido de las dobladoras de chapa en el mercado.
En este artículo, se utiliza como objeto de investigación la máquina dobladora de chapa metálica CNC PBH110-3100. La teoría de la mecánica elástica se utiliza para establecer el modelo de análisis del error de flexión y para analizar el impacto de la precisión de fabricación de la máquina herramienta en la precisión de flexión de la chapa.
1. Definición y estándar nacional de precisión del doblado de placas.
De acuerdo con la norma nacional GB/T 14349-93, la inspección de la precisión de trabajo de la plegadora consta de dos componentes principales: ángulo de flexión y rectitud, como se describe en la Tabla 1.
Requisitos para piezas de prueba durante la inspección de precisión del trabajo:
1) Longitud de la muestra:
- Cuando la longitud de la mesa de trabajo es inferior a 2000 mm, es la longitud de la mesa de trabajo;
- Cuando la longitud de la mesa de trabajo > 2000 mm ~ 3200 mm, es 2000 mm;
- Cuando la longitud de la mesa de trabajo es superior a 3200 mm, es de 3000 mm.
2) El ancho de la muestra no debe ser inferior a 100 mm.
3) Espesor de la muestra:
- La fuerza nominal ≤ 1000 kN es de 2 mm;
- La fuerza nominal > 1000 ~ 2500 kN es de 3 mm;
- La fuerza nominal > 2500 ~ 6300 kN es de 4 mm.
4) El material de la pieza de prueba es una placa de acero A3 y su resistencia a la tracción σb ≤ 450 MPa.
Tabla 1 Diagrama de inspección de la precisión de flexión de la máquina dobladora de chapa
| Artículos de inspección | Diagrama | Tolerancia | Herramientas de inspección | Métodos de inspección | |
|---|---|---|---|---|---|
| Ángulo de flexión de muestra |  |
Valoración de la precisión | En toda la longitud | Medidor de ángulo universal | La regla de ángulo universal debe colocarse en la superficie exterior de la pieza de prueba de flexión y medirse varias veces (al menos tres puntos por M). El error se calcula por la diferencia entre el ángulo máximo y mínimo de la regla angular y el ángulo de curvatura especificado de 90°. |
| I | ±30′ | ||||
| II | ± 1° | ||||
| III | ± 1°30′ | ||||
| Rectitud de flexión de la muestra | 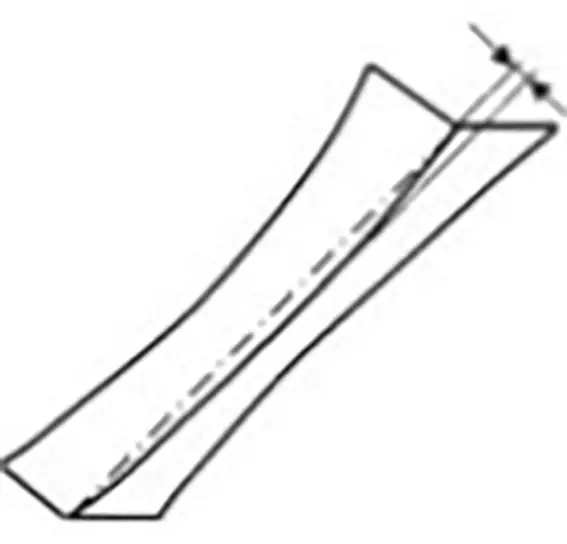 |
Clasificación de precisión | En toda la longitud | Regla de nivel de inspección de galga de espesores | Coloque la superficie de inspección de un calibre 1000 contra el borde de la muestra doblada y mida el espacio entre ellos con una galga de espesores. El error se calcula mediante el valor máximo de lectura en cualquier longitud de 1 m. |
| I | 0:30 | ||||
| II | 0,75 | ||||
| III | 1.00 | ||||
dos . Análisis de la influencia de la planitud (longitudinal) de la mesa de trabajo en la precisión de flexión
2.1 Precisión del ángulo de plegado de la pieza
Cuando hay un error de planitud a lo largo de la mesa de trabajo, esto afecta la profundidad a la que la herramienta del troquel superior entra en la muesca del troquel inferior, provocando una desviación ΔH igual al error de planitud longitudinal (a) de la mesa de trabajo.
La Figura 1 muestra el impacto de la planitud de la mesa de trabajo (longitudinal) en el error del ángulo de flexión.
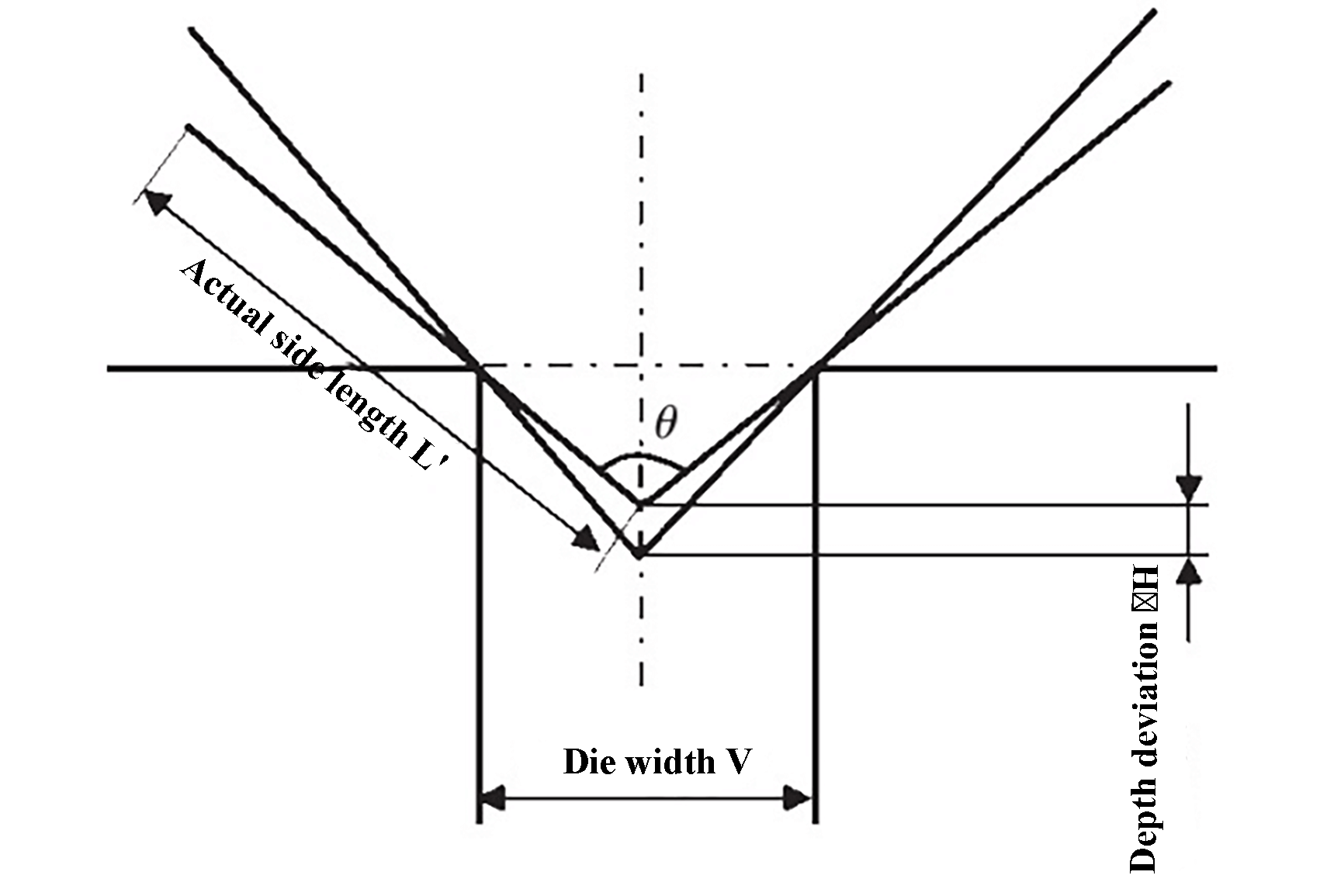
Fig. 1 Efecto del error de planitud de la mesa de trabajo sobre el error del ángulo de flexión.
El desplazamiento de profundidad △H de la herramienta de matriz superior que ingresa a la muesca de matriz inferior es:

El ángulo de flexión de la pieza de trabajo es:
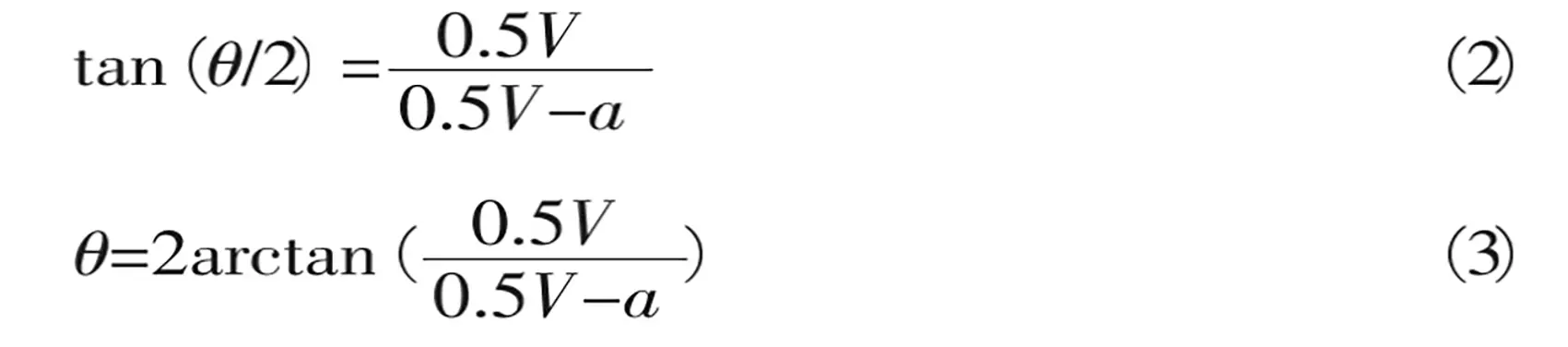
Entonces la desviación angular de la parte doblada es:

2.2 Precisión de rectitud del plegado de la pieza.
Cuando la mesa de trabajo tiene un error de planitud, la influencia del error de planitud sobre el error de rectitud de la parte doblada se muestra en la Figura 2.
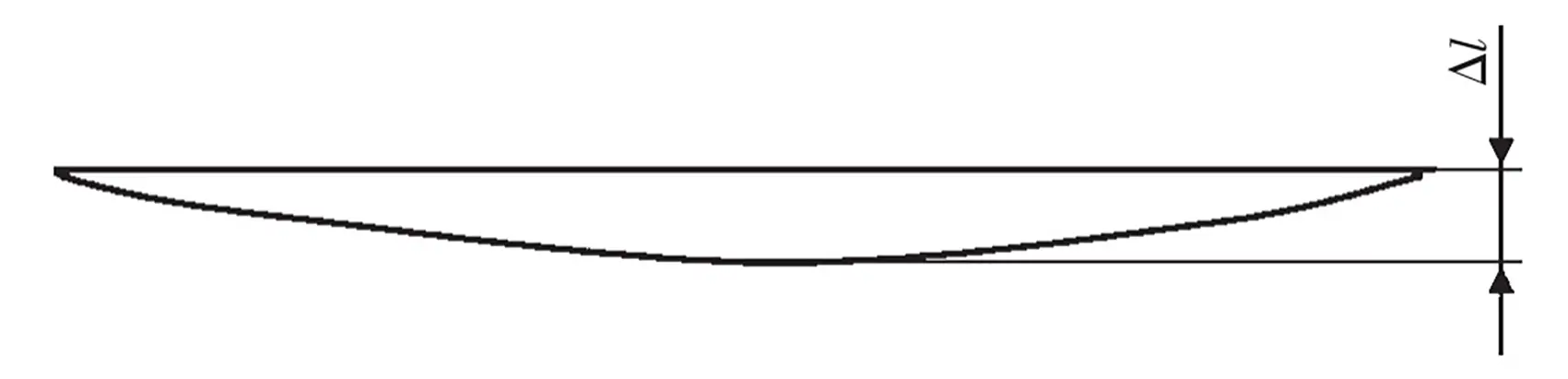
Fig. 2 Efecto del error de planitud de la mesa de trabajo sobre el error de rectitud de flexión.
El error de rectitud de la parte doblada es igual al error de planitud longitudinal.
Eso es:

2.3 Precisión del borde plegado de la pieza
El error del plano de la mesa de trabajo no influye en la precisión de la línea lateral.
3 . La influencia de la planitud (transversal) de la mesa de trabajo en la precisión de flexión.
La influencia de la nivelación horizontal de la mesa de trabajo sobre la precisión de flexión es similar a la de la nivelación vertical.
3.1 Precisión del ángulo de plegado de la pieza
El error del ángulo de flexión de la pieza es:

3.2 Precisión de la rectitud de la pieza doblada
El error de rectitud de flexión de la pieza es:

3.3 Precisión del borde de flexión de la pieza
La nivelación horizontal de la mesa de trabajo no influye en la precisión de flexión de la longitud de la línea lateral.
4. La influencia del recorrido del deslizador en la perpendicularidad de la cara de trabajo y la precisión de flexión.
4.1 Precisión del ángulo de plegado de la pieza
La influencia del recorrido del deslizador sobre la perpendicularidad de la cara de trabajo y la precisión de flexión se muestra en la Figura 3.
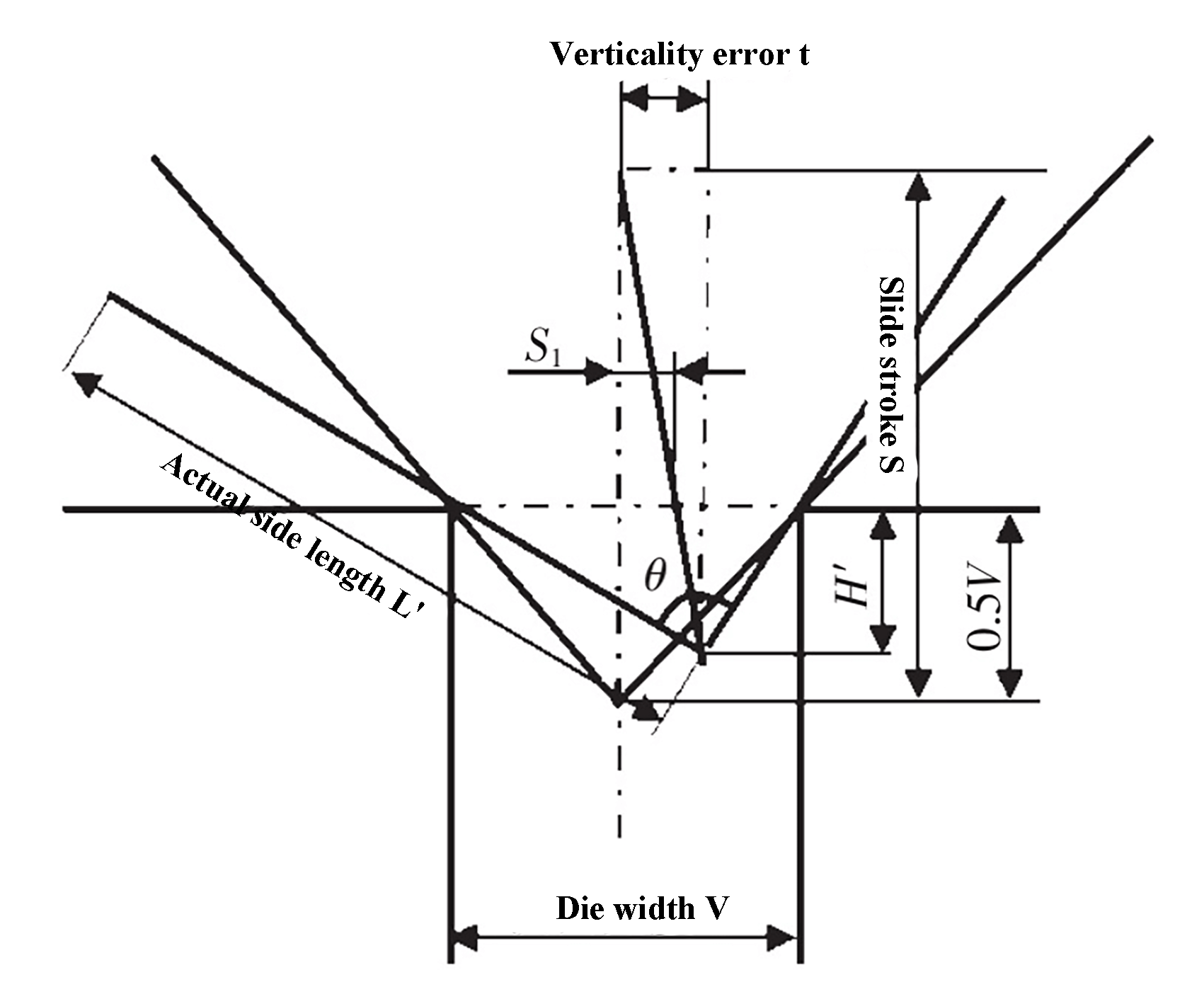
Fig. 3 Influencia del recorrido del cursor sobre la perpendicularidad de la cara de trabajo y la precisión de flexión.
Cuando la desviación de perpendicularidad del curso del cursor desde la mesa de trabajo es t, la profundidad H' del cursor en la matriz es:

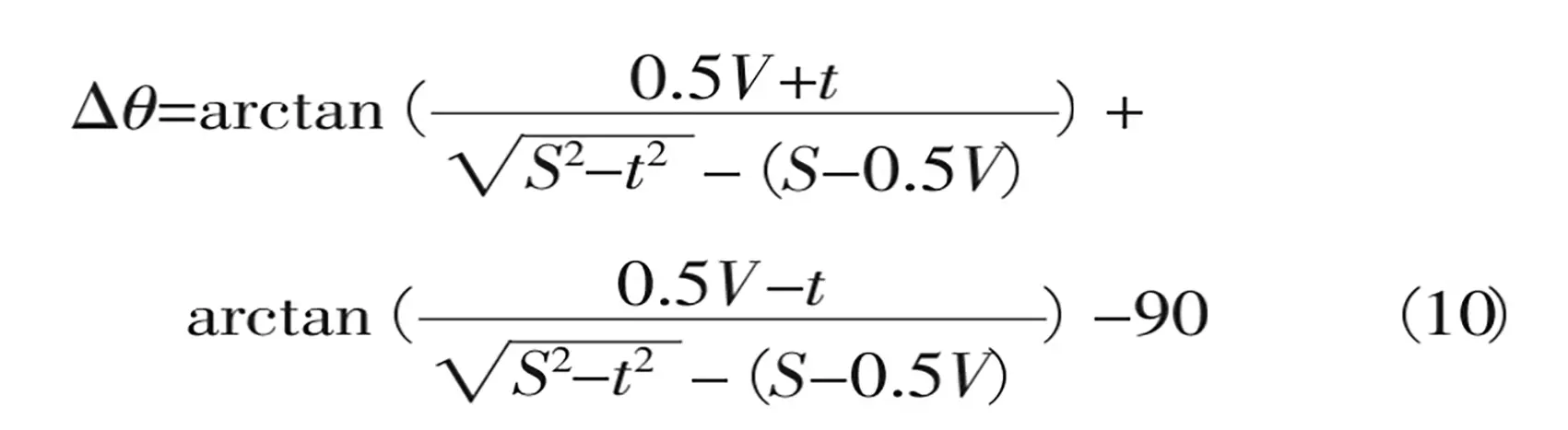
El ángulo de flexión de la pieza doblada es:

El error del ángulo de flexión de la pieza doblada es:
4.2 Precisión de la rectitud de la pieza doblada
Cuando la desviación de perpendicularidad del recorrido del deslizador con respecto a la mesa de trabajo es t, el error de rectitud de la parte doblada es:

4.3 Precisión del borde de flexión de la pieza
Cuando la desviación de perpendicularidad del trazo del cursor con respecto a la mesa de trabajo es t, la distancia S1 desde la línea central de flexión del troquel superior es:

Se puede descubrir que:

La longitud real del borde de flexión L' es:

El error de longitud de la curvatura de la línea lateral es:

5. Conclusión
La Tabla 2 muestra el impacto de varios factores de precisión de fabricación de la máquina dobladora de chapa CNC PBH110-3100 en la precisión de doblado de la pieza de trabajo.
Tabla 2 Análisis de la influencia de varios factores en la precisión de flexión.
| Parámetros | resistencia a la flexión | 1100kN | Grosor de la diapositiva | 60mm | Curso de diapositivas | 220 mm | |
|---|---|---|---|---|---|---|---|
| Longitud de la mesa de trabajo | 3100 mm | Altura de la mesa de trabajo | 890 milímetros | Espesor del tablero | 5mm | ||
| 2660 mm | Grosor de la mesa de trabajo | 60mm | Ancho de matriz | 40mm | |||
| Altura del tobogán | 1300 mm | Cálculo de deflexión
Corrección |
1,5 mm | Altura del troquel superior | 120mm | ||
| Clasificación | Proyecto | Desvío | Influencia en la precisión de flexión | ||||
| Tolerancia | Valor actual | Error de rectitud △θ | Desviación del ángulo
△yo |
Error de longitud lateral
△L |
|||
| Precisión en la fabricación de máquinas herramienta | Planitud de la mesa de trabajo. | Longitudinal (a) | 0,08 | 0,06 | 0,172 | 0,06 | × |
| Horizontales (b) | 0,03 | 0,02 | 0.057 | 0,02 | × | ||
| Perpendicularidad del recorrido del deslizador hacia la cara de trabajo | 0,25 | 0,2 | -0.003 | 0.000 | 0,182 | ||
La tabla de análisis muestra que la desviación en el ángulo de flexión es aproximadamente tres veces mayor que la nivelación de la mesa de trabajo. La norma nacional tiene requisitos bajos para la planitud de la superficie de montaje del troquel superior, lo que genera grandes errores en el ángulo de flexión. Los fabricantes de máquinas plegadoras pueden mejorar la nivelación de la mesa de trabajo para satisfacer las necesidades de producción.
Sin embargo, el recorrido del cursor tiene poco impacto en la perpendicularidad de la cara de trabajo y su efecto en el ángulo de flexión. La planitud de la mesa de trabajo afecta directamente la desviación de la rectitud en la flexión, y el error de rectitud se ve menos afectado por el recorrido del deslizador en la perpendicularidad de la cara de trabajo.







