El doblado es un proceso de mecanizado que implica dar forma a piezas metálicas en los ángulos y formas deseados mediante técnicas como doblar y estirar. Ofrece alta flexibilidad, amplia usabilidad y rentabilidad, lo que lo convierte en un método ampliamente utilizado en la industria de procesamiento de chapa.
En la producción de bastidores de acero para locomotoras eléctricas modernas, las piezas estructurales cruciales están hechas principalmente de placas de espesor medio con diseños de ángulo R grande. Estas piezas de trabajo generalmente se doblan mediante prensas plegadoras CNC, que utilizan un movimiento simple hacia arriba y hacia abajo. ariete y una herramienta para doblar para formar formas complejas.
Sin embargo, se ha observado que bajo el mismo equipo de procesamiento, materiales y matrices superiores, las piezas formadas mediante doblado por aire pueden variar de tamaño de un lote a otro. Después de eliminar los efectos de las diferencias en el espesor del material y el alivio de tensiones internas debido a diferentes números de hornos, se determinó que la causa de la variación de tamaño fue el uso de diferentes tamaños de abertura de matriz inferior por parte del operador de la máquina durante las operaciones de doblado.
Este artículo tiene como objetivo proporcionar orientación sobre la producción analizando brevemente el impacto de la selección del tamaño de la abertura del troquel inferior en las dimensiones de conformado en el doblado de chapa metálica.
Dos métodos comunes de plegado y comparación
flexión de aire
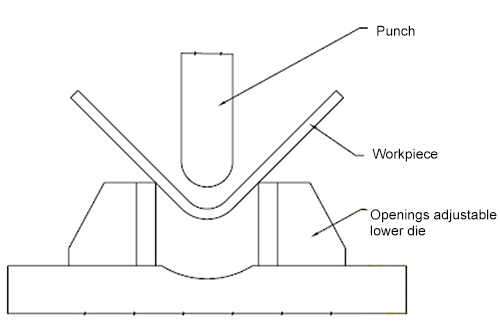
El doblado por aire, también conocido como doblado por espacios, es un proceso de mecanizado en el que los troqueles superior e inferior no se presionan entre sí. El ángulo de curvatura deseado se logra ajustando la profundidad del troquel superior en el troquel inferior. Cuanto más profundamente entre el troquel superior en el troquel inferior, menor será el ángulo de flexión y viceversa.
Para tener en cuenta el rebote por flexión, el proceso de flexión debe doblarse excesivamente para garantizar que el ángulo de flexión final después del rebote coincida con el ángulo de diseño. El estado de flexión se puede visualizar en la Figura 1.
Figura 1 Diagrama de flexión por aire (radio de matriz inferior simplificado)
Hoy en día, las máquinas dobladoras CNC ampliamente utilizadas pueden calcular automáticamente la profundidad de plegado a través de sus sistemas CNC. La máquina está equipada con un sistema de corrección de retroalimentación y una unidad hidráulica que permite el control automático del ángulo de plegado, minimizando la participación del operador.
Sin embargo, a pesar de estos avances, todavía es un desafío lograr el ángulo programado en una sola operación de plegado debido a varios factores, como desviaciones en el modelo de cálculo, errores en el espesor de la lámina, diferencias en los tipos de materiales y liberación de tensiones dentro del material. Como resultado, todavía se requiere un doblado experimental antes de la producción en masa.
El método de proceso analizado en este artículo es el doblado por aire.
Acuñación
Al acuñar, la hoja se coloca entre los troqueles superior e inferior y al principio se dobla libremente. A medida que el troquel superior se empuja hacia abajo, el material y la superficie del troquel inferior se acercan gradualmente y el área de flexión del material disminuye hasta el punto más bajo de la carrera, en cuyo punto el material se presiona completamente contra el troquel superior. morir . El ángulo y radio de curvatura deseados se logran aplicando fuerza de flexión, como se ilustra en la Figura 2.
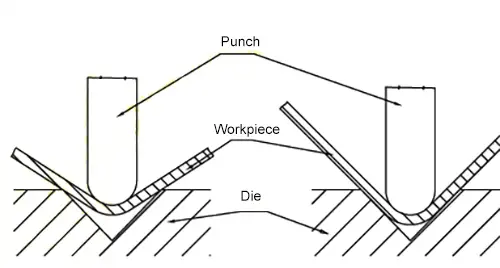
Fig. 2 Proceso de acuñación (radio de matriz inferior simplificado)
Aire Control vs acuñación
Debido a su alta flexibilidad, amplia gama de aplicaciones, bajo costo y otras características ventajosas, el doblado por aire ha superado al acuñamiento como método de proceso preferido para las empresas de procesamiento de chapa. En comparación con el acuñamiento, la presión del doblado por aire suele ser de solo un tercio, lo que reduce el requisito de tonelaje de la máquina dobladora y controla eficazmente los costos.
Por otro lado, el ángulo del troquel inferior en el acuñado determina el ángulo de curvatura final del producto, lo que lo hace menos adecuado para el mercado actual de chapa metálica que prioriza la personalización individual y la producción flexible. Es más adecuado para producción a mediana y gran escala. Además, la excesiva presión de flexión de las acuñaciones limita su uso para procesar láminas delgadas.
Aunque el doblado por aire tiene algunas limitaciones en términos de precisión del producto, los avances en los equipos de doblado han reducido gradualmente esta desviación a un nivel aceptable para la mayoría de los productos.
Influencia del tamaño de apertura de la matriz de doblado por aire en las dimensiones de formación
Se diseñó un experimento de verificación simple para comparar el impacto de la selección del tamaño de apertura de la matriz en el tamaño de la forma del doblez.
Condiciones experimentales
Para garantizar la confiabilidad del experimento de verificación, se toman medidas para minimizar la influencia de posibles variables externas en los resultados experimentales. Las condiciones reales del sitio y las instalaciones experimentales, el tipo de materiales utilizados en el experimento, la dirección de descarga y el tipo de matrices se tienen en cuenta de manera integral para minimizar su impacto en los resultados. Las condiciones se detallan en la Tabla 1.
Tabla 1 Condiciones básicas del experimento de verificación.
| NO. | Nombre del proyecto | Feliz | Observación |
| 1 | Material de muestra | t16-S355 | Lo mismo con el número de horno. |
| dos | Supresión | Corte por plasma fino CNC | Voladura post-corte |
| 3 | mecanizado de piezas | Fresado horizontal de ambos extremos. | |
| 4 | Configuración de piezas | La línea de plegado es perpendicular a la dirección de laminado de la hoja. | |
| 5 | Especificaciones de la pieza | 300mm*B | Medición real después del fresado numérico B |
| 6 | Equipo experimental | Prensa plegadora CNC 500T | Amado |
| 7 | matriz superior | Matriz superior general R40 | |
| 8 | morir inferior | Troquel inferior ajustable para aberturas. | |
| 9 | Calibrador trasero | Pruebe la flexión y la sujeción para garantizar dimensiones de colocación idénticas. | |
| 10 | Herramientas de detección | Pie de rey de 500 mm, asiento cuadrado ancho | 50 graduación |
Y proceso experimental
El propósito del experimento de verificación es medir las dimensiones L1 y L2 de la pieza después de doblarla y usar la suma L (L=L1+L2) como valor comparativo para el experimento. La variable experimental es el tamaño de la abertura inferior del troquel.
El tamaño de apertura ajustable del troquel inferior se utiliza para eliminar la influencia de otros factores estructurales del troquel en los resultados experimentales. La estructura de la muestra se representa en la Figura 3.
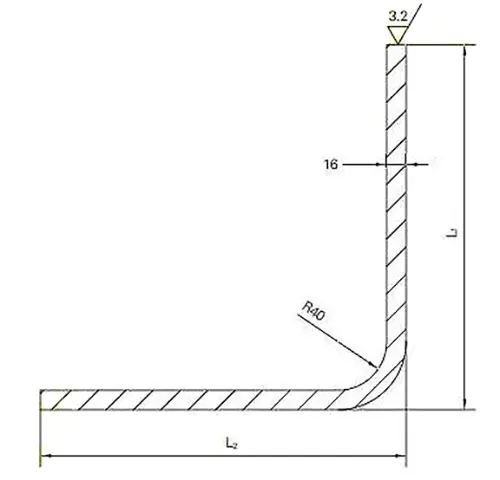
Figura 3 Estructura de muestra
Durante el experimento, la muestra se midió primero con un calibre de 500 mm después del mecanizado, y la dimensión lineal de las dos superficies de procesamiento en su extremo se registró como 557,50 mm.
Luego, se aumentó gradualmente el tamaño de la abertura inferior de la matriz y se realizaron múltiples intentos de doblado. De las muestras producidas para cada tamaño de apertura, se seleccionó la que tenía el mejor ángulo de flexión utilizando una escuadra de asiento ancha.
Luego se midieron los valores L1 y L2 de la muestra seleccionada y se calculó el valor L comparativo.
Resultados experimentales
En el experimento se utilizaron seis tamaños de abertura de matriz diferentes, desde 160 mm hasta 400 mm. De las muestras plegadas, se seleccionaron los seis mejores especímenes y se midieron las dimensiones L1 y L2 para obtener el valor L calculado (L=L1+L2).
Se utilizó como tamaño de referencia el tamaño L de la parte doblada utilizando el tamaño de abertura del troquel inferior de 160 mm. La desviación se comparó con los valores de L de los otros especímenes y los resultados se presentan en la Tabla 2.
Tabla 2 El efecto del tamaño de apertura del troquel más bajo sobre el tamaño del conformado por flexión
| NO. | El tamaño de la abertura del troquel inferior. | Valor calculado L (L=L 1 +L 2 ) |
Valor de desviación |
| 1 | 160 | 596.12 | 0 |
| dos | 180 | 596.14 | 0,02 |
| 3 | 200 | 596.22 | 0.1 |
| 4 | 300 | 598,86 | 2.74 |
| 5 | 350 | 602.48 | 6.36 |
| 6 | 400 | 606.14 | 10.02 |
Los resultados experimentales indican una correlación positiva entre el tamaño de la forma del doblez y el tamaño de la abertura del troquel inferior. Se calculó que el valor L teórico de la muestra después de doblarla era 596 mm. Utilizando como referencia el valor medido de 596,12 mm para la parte doblada con un tamaño de abertura de troquel inferior de 160 mm, se encuentra que cuando el tamaño de la abertura es de 10 a 12,5 veces el espesor de la hoja, el tamaño está dentro de la tolerancia aceptable para la hoja de metal. partes. .
Se observaron desviaciones de las tolerancias normales de las piezas para aberturas de matriz inferiores de hasta 300 mm. La desviación aumentó a 10,02 mm cuando se eligió un tamaño de apertura de matriz 400 mm más bajo, una desviación significativa del tamaño de la pieza.
Estos resultados demuestran el impacto significativo que tiene la selección del tamaño de apertura de matriz inferior en el tamaño de la pieza formada en el doblado por aire. Para garantizar las dimensiones deseadas, se recomienda elegir un tamaño de abertura de troquel inferior que sea aproximadamente 10 veces el espesor de la lámina. Sin embargo, es importante considerar también el ángulo R de la curvatura, ya que el uso de un troquel inferior con una abertura demasiado pequeña puede impedir que el ariete llegue lo suficientemente abajo, lo que provocaría una curvatura incompleta o incluso daños en las herramientas. .
Análisis de las causas de la influencia del tamaño de apertura del troquel inferior doblado por aire en la dimensión de conformación de la placa de espesor medio.
Los resultados experimentales muestran una correlación positiva entre el tamaño de la curvatura formada y el tamaño de la abertura inferior del troquel. En este experimento, la muestra en forma de L tenía 557,50 mm de largo y todas las muestras tenían el mismo tamaño.
Se puede concluir que los cambios en el tamaño de la abertura inferior del troquel dan como resultado una tendencia a que las dimensiones L1 y L2 aumenten cuando la pieza se dobla con aire. Es probable que este cambio se deba a un cambio en el ángulo R interno después de la formación.
Dado que no existe un medio preciso para medir el ángulo R interno después del conformado, se puede inferir que el tamaño del ángulo R interno también está correlacionado positivamente con el tamaño de la abertura del troquel inferior.
Para garantizar la precisión de las dimensiones formadas de la pieza, se recomienda elegir el tamaño de apertura más pequeño posible para el troquel inferior durante el doblado.
Conclusión
Este artículo se centra en el impacto del tamaño de la abertura del troquel en el tamaño de la pieza formada durante el doblado al aire de láminas gruesas. Un simple experimento de verificación reveló que, bajo las mismas condiciones de proceso para el curvado al aire, existe una correlación positiva entre el tamaño de la abertura inferior del troquel y el tamaño de la curvatura formada.
En los casos en los que el tamaño de la pieza de trabajo es crítico, especialmente si se imponen requisitos estrictos sobre el tamaño de formación del ángulo R interno, se recomienda utilizar el método de acuñación y las herramientas correspondientes, que pueden producir el doble del resultado deseado con la mitad de esfuerzo. .
Cabe señalar que los experimentos de verificación descritos en este artículo no son muy rigurosos ni precisos debido a limitaciones en el equipo, el personal, las herramientas de medición y otros factores. Sin embargo, los resultados experimentales aún pueden proporcionar explicaciones y orientaciones útiles para la producción y tener importancia práctica.







