
Selección de punzones superior
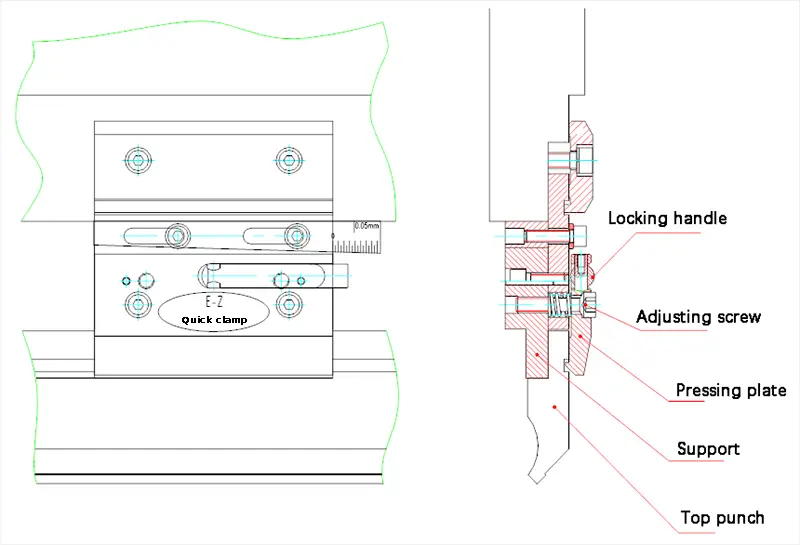
(1) La selección del punzón superior debe basarse en la fuerza de flexión y la carga del troquel no debe exceder el límite. Un punzón con sujeción hidráulica requiere una personalización especial.
Si el usuario elige moldes especiales, cabe señalar que su carga difiere de la de los moldes normales. Se debe realizar una selección correcta para evitar que la fuerza de flexión exceda el límite de carga del punzón, lo que puede provocar colapso y grietas.
(2) La forma del punzón superior tiene un impacto significativo en la capacidad de doblar y dar forma a la pieza de trabajo. A la hora de programar y seleccionar el punzón, es fundamental tener en cuenta la forma del punzón y si interfiere con el proceso de formación de la pieza.
(3) Cuando el molde se programa en la biblioteca de moldes del sistema CNC, las dimensiones generales del molde deben programarse con precisión. Esto garantiza que cuando el sistema NC calcule automáticamente el proceso de plegado, pueda determinar con precisión si el molde interfiere con la pieza de trabajo.
Selección de matriz inferior
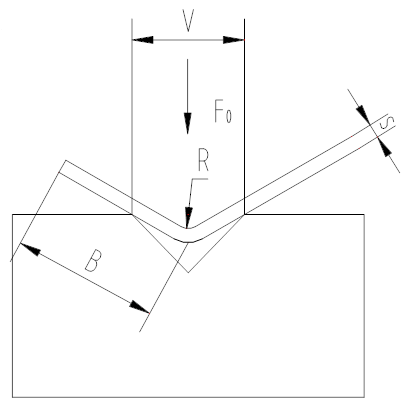
- F0: fuerza de flexión requerida por metro cuando la resistencia a la tracción del material es de 450 N/mm² (KN/m);
- S: Espesor de la placa (mm);
- B: Ancho mínimo de flexión (mm);
- V: Ancho de la abertura inferior de la matriz (mm);
- A: Radio de curvatura (mm);
(1) El ancho del troquel inferior en forma de V debe determinarse según el espesor t del material utilizando la siguiente fórmula:
Si t <3 mm, V = (6~8) × t
Si t ≥ 3 mm, V = (8~12) × t
Además, el ancho del troquel inferior V se puede determinar en función del ancho mínimo de curvatura by el radio de filete r de la parte doblada para garantizar una selección del troquel razonable y científica.
(2) Durante el proceso de doblado, la fuerza de doblado generada se acumulará en la mesa de trabajo y actuará sobre la matriz. Por tanto, la carga que puede soportar la matriz no debe exceder el límite.
La fuerza de flexión requerida por metro (T/m) se proporciona en la tabla de fuerzas de flexión, donde se supone que la resistencia a la tracción del material es de 45 kg/mm² (450 N/mm²) y la abertura del troquel inferior y el espesor de la placa están predeterminados.
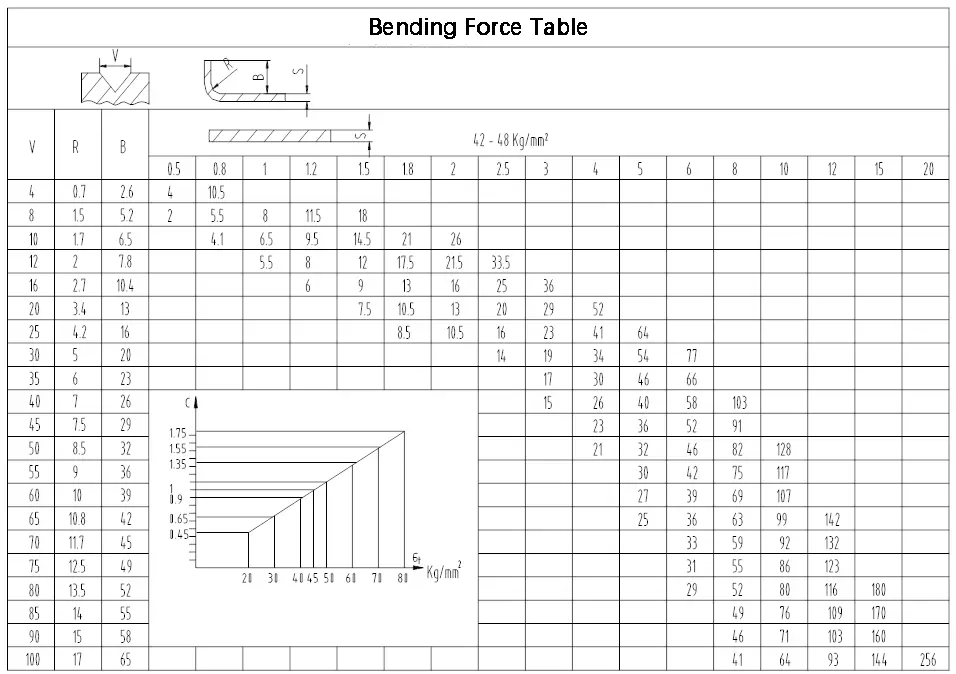
Tabla de referencia rápida de resistencia a la flexión común
Cuando los materiales son diferentes, la resistencia a la tracción del material es σ Kg/mm², la fuerza de flexión requerida (T/m) por metro se puede calcular mediante la siguiente fórmula.
F1 = F0 σ/ 450 (T/m)
Nota: Si el molde se utiliza para formar, la fuerza de flexión debe ser de 2 a 3 veces la fuerza de flexión normal.
Eso es:
FP = (2…3) FB
(FP: fuerza de formación FB: fuerza de flexión libre)







