

A sobremoldagem é atualmente um dos métodos de ferramentas rápidas mais populares e avançados e oferece um potencial significativo para custos de produção, tempos de ciclo e novas oportunidades de design para a fabricação de produtos. Graças às diversas vantagens de design dos produtos moldados 2K, é amplamente utilizado em telefones celulares, canetas, carros, eletrodomésticos, ferramentas manuais e utensílios domésticos, etc.
Este artigo apresenta principalmente o desenvolvimento e a tendência da tecnologia de sobremoldagem. Em particular, explica como a produção de protótipos de pequenos lotes é realizada na fase de desenvolvimento de produto para peças sobremoldadas 2K.
O que é sobremoldagem?
A sobremoldagem é um processo de moldagem por injeção em que uma única peça é criada pela combinação de dois ou mais materiais diferentes. O primeiro material é geralmente referido como material de suporte, partes ou a totalidade do qual são cobertas por materiais subsequentes (materiais sobremoldados).
A moldagem por injeção foi inicialmente usada para melhorar a aparência de produtos de consumo, mas agora é bastante popular. A tecnologia é usada em diversas aplicações e pode até ser usada para melhorar a funcionalidade do produto, como melhorar a resistência química, fornecer isolamento elétrico, fornecer suporte duradouro, proporcionar uma sensação mais suave e suave, etc.
Existem essencialmente dois tipos diferentes de processos de fabricação para produtos sobremoldados.
a. Material macio pulveriza material duro: Os materiais comuns na moldagem por injeção múltipla são elastômeros termoplásticos (TPE) usados no substrato (como ABS (acrilonitrila butadieno estireno), PC, PC/ABS, PA e SAN). Os TPEs mais comumente usados são SEBS, TPE-V, TPE-U, TPE-E e TPE-A. Esses “produtos de carenagem macia” possuem características aprimoradas como isolamento, resistência química, melhor ergonomia, melhor manuseio, aderência e estética superior.
b.Material duro sobremoldando material duro: Outra aplicação são os materiais de sobremoldagem secundária, que também são feitos de plástico rígido. Por exemplo, plástico moldado rígido com inserção de metal ou plástico moldado rígido transparente com partes não transparentes. Normalmente, a taxa de erro na produção de peças transparentes moldadas por injeção 2K é muito alta, o que representa grandes desafios ao processo de controle.
Processo de sobremoldagem: moldagem por injeção 2K e moldagem por injeção de dois componentes

Moldagem por injeção 2K (duas cores) (moldado a partir de dois componentes) é um processo de duas etapas, ou seja, um material é injetado em um produto em uma máquina de moldagem por injeção 2K e depois saltado para dentro do tubo de plástico da cavidade do molde correspondente na máquina 2K girando o molde para outra parte. A peça é utilizada como inserto, outro material é injetado para formar um produto de dois materiais. A máquina de moldagem por injeção é de cilindro duplo ou cavidade dupla, o processo de moldagem por injeção libera dois tipos de materiais ao mesmo tempo. Enquanto isso, o produto fabricado é utilizado como inserto que é implantado.

Outro é Moldagem por injeção de dois componenteso que significa que uma peça de material é feita em uma máquina de moldagem por injeção e a peça de material é colocada como uma inserção em outro molde e então o segundo material é injetado. Moldagem por inserção (o nome da indústria é sobremoldagem, moldagem por injeção secundária): No processo de moldagem por inserção, uma peça rígida é primeiro fabricada (geralmente uma peça de plástico rígido) e embutida na cavidade do molde. O TPE é então usado para moldar este componente e finalmente o produto completo é obtido. Equipamentos convencionais de moldagem por injeção podem ser usados para moldagem por inserção. A colocação rígida das peças pode ser feita usando braços manuais ou mecânicos. Normalmente os componentes metálicos revestidos só podem ser utilizados desta forma.
A força de adesão das peças sobremoldadas
Método físico: através do design da fivela, laminação da superfície, batida na superfície e, em seguida, para alcançar o segundo tipo de material TA embalagem é formada (coberta) diretamente. A característica da ligação do material feita exclusivamente por este método é que a ligação física possui forte adesão, enquanto a ligação física externa possui pouca adesão.

Método químico: Conecte os dois materiais através da afinidade molecular entre dois materiais e da força de ligação dos produtos químicos para formar uma única peça, duas ou mais.
Embora os métodos de fixação e ligação física sejam frequentemente utilizados em conjunto em aplicações práticas, é óbvio que realizar a ligação entre os dois materiais é um método mais confiável e flexível. Esta forte ligação química consiste na solubilidade mútua, penetração, penetração e emaranhamento de moléculas ou cadeias moleculares.

Quatro tipos de sobremoldagem
Existem quatro tipos comuns de sobremoldagem disponíveis.
- Plástico sobre plástico – Tanto o substrato quanto o plástico moldado sobre o substrato são plásticos. O material dos componentes plásticos deve ter ponto de fusão igual ou semelhante.
- Plástico sobre Metal – O substrato é feito de metal. Uma peça de metal usinada CNC, fundida ou forjada é primeiro colocada no molde e depois o plástico é moldado sobre a peça de metal. Você sabia que pode moldar pastilhas de metal em peças de plástico?
- Elastômero sobre Plástico – O substrato deve ser feito de plástico rígido. Os elastômeros podem ser materiais macios, como borracha e poliuretano.
- Elastômero sobre Metal – O substrato é metal. Uma peça de metal usinada CNC, fundida ou forjada é primeiro colocada no molde e depois o elastômero é moldado sobre o cabo.
No entanto, nem todos os materiais podem ser sobremoldados. Por exemplo, se quisermos fazer apenas alguns protótipos, dificilmente encontraremos elastômeros transparentes que possam ser sobremoldados com o próprio material ou outros tipos de resina.
Como você faz os melhores produtos de sobremoldagem?
1. Seleção de material: Existem principalmente três fatores principais que afetam a ligação de TPE/plástico rígido em nível molecular.
1)A polaridade do material TPE é semelhante à do plástico rígido (caso contrário, não seria mutuamente solúvel, nem permeável e penetrante quando fundido);
2)A tensão superficial do material TPE é menor que a do plástico rígido (caso contrário, o fundido do TPE não poderia se espalhar na superfície da inserção de plástico rígido).
3)Quando o derretimento do TPE flui ao longo da superfície do plástico duro para a cavidade do molde, o calor é liberado durante o processo de resfriamento, o que pode derreter rápida e eficazmente a superfície do plástico duro e formar uma fina camada interpenetrante.
2. O livro de referência de 7 pontos para sobremoldagem
1) A moldagem 2K é melhor do que o efeito de moldagem de dois componentes (moldagem multicomponente).
Vantagens do formulário 2K: O primeiro tiro da moldagem por injeção de plástico rígido ainda está quente e vai imediatamente para a segunda cavidade da máquina de moldagem por injeção 2K. Como nenhuma umidade é absorvida durante o processo de transferência, por um lado, o derretimento do TPE em alta temperatura na superfície pode facilmente causar ablação, formando uma camada ultrafina e, por outro lado, não há adsorção de vapor de água no superfície.
2)Escolha a temperatura de alimentação mais alta possível (fusão) dentro da faixa permitida para TPE. Caso contrário, o calor do TPE não seria suficiente para remover a superfície do material plástico rígido.
3)Ao sobremoldar o segundo tiro, é melhor que a cavidade de moldagem de plástico rígido adote uma alta temperatura de moldagem para fornecer energia térmica. Quando o plástico rígido atinge uma alta temperatura, o fundido de alta temperatura do TPE esfria lentamente, proporcionando calor e tempo suficientes para corroer o plástico rígido e formar uma camada ultrafina e insolúvel.
4)Na segunda etapa da sobremoldagem, o fundido de TPE deve ser ejetado o mais rápido possível a uma alta velocidade de injeção, desde que nenhuma borda de mosca de TPE seja formada.
a. Em alta velocidade de injeção, o fundido de TPE tem um tempo de espalhamento curto na superfície do plástico duro e um tempo mais longo para desgastar a superfície do plástico duro durante o ciclo de moldagem.
b. O atrito entre o TPE e a superfície do plástico rígido leva ao atrito e à geração de calor. Isto significa que a temperatura do fundido de TPE também esfria lentamente, com um tempo maior decorrido antes que ocorra o contato e a ablação da superfície plástica dura.
c. Devido à alta velocidade de injeção, a viscosidade da maioria dos fundidos de TPE diminui quando diluído, o que leva a uma redução na tensão superficial e promove o espalhamento na superfície do plástico duro.
5)Evite a absorção de umidade ou manchas na superfície de plástico rígido, especialmente com peças fundidas de dois componentes. Em certos casos isto pode acontecer mais facilmente através do processo de transferência.
6)Nylon 66, a absorção de umidade da superfície leva à formação e adsorção de moléculas de água que formam ligações de hidrogênio. O TPE não consegue formar ligações intermoleculares com as moléculas da superfície do plástico rígido e a resistência natural da ligação diminui. O plástico rígido polar revestido TPE certamente também é uma fórmula polar, não presta atenção à resistência à umidade e, ao mesmo tempo, afeta o efeito de coesão.
7)Preste atenção ao problema do cilindro de lavagem no estágio inicial da máquina de teste
a. Anteriormente revestido com PVC
b. Costumava ser uma máquina que produzia borracha dura
Três vantagens da sobremoldagem
Existem três razões importantes para usar sobremoldagem em seu projeto.
Melhor estética
Se você deseja produzir uma peça plástica com múltiplas cores ou diferentes acabamentos superficiais, a sobremoldagem é o processo ideal. Diferentes componentes coloridos ou estruturados podem ser moldados juntos e processados em uma peça com cores e superfícies perfeitamente conectadas. Por exemplo, uma peça de resina transparente pode ser sobremoldada com uma peça de resina preta para formar uma lente de carro; e as inserções de metal sobremoldadas com plástico têm melhor aparência do que as inserções inseridas manualmente nas peças de plástico.
Melhor montagem
Dois ou mais componentes moldados juntos se ajustam melhor do que se dois componentes fossem fabricados separadamente e depois montados juntos porque no processo de sobremoldagem, o plástico aplicado sobre o substrato é derretido e depois curado no substrato, criando uma montagem mais estável.
Mais amigável
O uso de elastômeros como borracha ou poliuretano sobre uma peça de plástico rígido ou metal torna-o mais confortável para o usuário final. Peças de metal e plástico rígido não são muito confortáveis para a mão humana. Adicionar uma camada macia a peças de plástico rígido ou metal pode suavizar a textura das peças, tornando-as mais fáceis de usar.
Três métodos para implementar um protótipo de produto de sobremoldagem
Devido à estrutura complexa dos moldes de injeção 2K, o processo de desenvolvimento do produto requer um ciclo mais longo e é mais caro. Se produzirmos apenas um ou mais conjuntos de protótipos na fase de desenvolvimento do produto, precisaremos usar moldagem por injeção 2K ou moldagem por injeção de dois componentes? Abaixo estão as abordagens de orientação comumente usadas em nosso serviço de prototipagem rápida:
Tecnologia de impressão 1.3D
As impressoras 3D FDM de duas cores já existem há muito tempo. Geralmente, a impressora 3D é equipada com dois aspersores para imprimir materiais de cores diferentes, realizando assim o modelo de mistura de duas cores. No entanto, ainda existem grandes limitações quando se trata de seleção de materiais. Embora algumas impressoras 3D possam imprimir peças transparentes multicoloridas, elas têm construção áspera, baixa resolução, textura pobre e podem até ser descritas como “pixeladas”. Portanto, ainda há um longo caminho a percorrer até a impressão 3D com características policromáticas e protótipos de aparência.

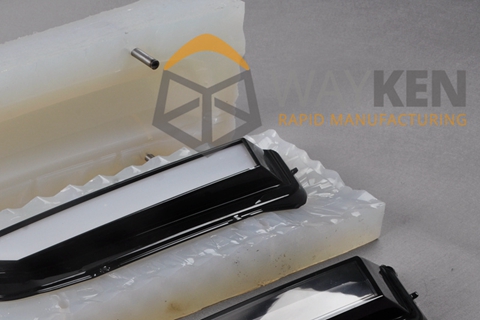
2. Sobremoldagem de ferramenta de silicone
A fundição de uretano é um método comum para prototipagem de baixo volume. E oferece uma vantagem decisiva na produção de protótipos sobremoldados.
As peças fundidas de ferramentas de silicone podem atender exatamente às especificações do cliente, independentemente da cor, textura e acabamento brilhante, incrustação e sobremoldagem ou até mesmo clareza óptica. É ideal para produção experimental de peças com estruturas de processo complexas que podem sair diretamente do molde. Isso permite que a peça seja facilmente removida do molde sem a necessidade de projetar o ângulo de liberação. Ele oferece uma tolerância de usinagem padrão de ± 0,15 mm/100 mm, a mais alta precisão pode atingir ± 0,05 mm. A estrutura complexa pode ser retirada diretamente do molde.

Além disso, a escolha de materiais também é grande, pois diversos materiais facilitam a produção de peças fundidas de uretano. Os materiais com certas propriedades são semelhantes aos plásticos de produção, como ABS, PMMA, PC, PP, PA e borracha macia e são resistentes a impactos, resistentes a altas temperaturas (120°C) ou resistentes ao fogo (UL94-V0).
Fabricação de moldes: O processo de sobremoldagem de ferramentas de silicone inclui principalmente a confecção de padrões mestres, fabricação de moldes de silicone e fundição a vácuo. Usando moldes de silicone, podemos produzir vários tipos de produtos de sobremoldagem, como: B. plástico rígido sobremoldado com borracha, plástico rígido sobremoldado com plástico rígido e plástico sobremoldado com plástico transparente e não transparente.
Controle do processo: A posição do canal de entrada e o desenho do orifício de ventilação do molde de silicone representam uma grande dificuldade na produção do molde de formação de silicone. Em primeiro lugar, o canal de entrada deve ser posicionado longe da superfície visível do produto e é necessária fluidez suficiente. para o material entrar no molde pode preencher. Em segundo lugar, a posição e a quantidade das aberturas muitas vezes precisam ser ajustadas várias vezes, especialmente quando se produz a parte transparente, porque o ar ruim causa defeitos visuais óbvios. Finalmente, durante a cura secundária, os dois materiais encolhem e deformam.

3. Usinagem CNC + tratamento de superfície
Ao usinar protótipos 2K em CNC, geralmente é necessário um pós-processamento extenso para obter a combinação de duas cores ou vários materiais.

Suas características são alta velocidade, alta precisão dimensional e qualidade de aparência. A seleção de materiais de sobremoldagem é grande; quase todos os plásticos técnicos e materiais metálicos podem ser processados. Após o polimento e outros tratamentos de superfície, o efeito de produção pode ser comparável ou até superior ao do produto moldado por injeção.

Atualmente, a produção de protótipos para produtos de sobremoldagem ainda é dominada pela CNC. Claro, o molde de silicone também fez grandes progressos. Normalmente, o processamento do protótipo de sobremoldagem é realizado combinando métodos de sobremoldagem CNC e ferramentas de silicone.
Novos avanços na tecnologia de sobremoldagem
Ao observar importantes feiras internacionais nos últimos anos, os fabricantes europeus e americanos na área de moldagem por injeção multicolorida começaram a apresentar diversas tecnologias básicas de moldagem por injeção “em combinação”. Além dos tradicionais produtos multicoloridos, como faróis de carros, painéis de ar condicionado, molduras de televisão, etc., novas aplicações, como etiquetas interiores moldadas em duas cores (IML), moldagem em duas cores dentro da composição do molde (IMA), StackMold , 2K + IML + IMA + StackMold, moldagem de duas cores e moldagem por injeção intercalar podem ser realizadas com apenas uma máquina de moldagem por injeção.
Como resultado, a tecnologia de moldagem por injeção multicolorida está recebendo cada vez mais atenção. Não precisamos apenas adotar a tecnologia multicolorida, mas também combiná-la com outras tecnologias para produzir frutas com maior eficiência. Este é o objetivo que a indústria deve abordar na próxima fase.







