
Estructura de red y principio de funcionamiento.
1. Estructura de la cuadrícula

Cuadrícula : muchas franjas pequeñas (líneas grabadas) de igual distancia y alternando brillo y oscuridad se graban uniformemente sobre una superficie de vidrio revestida.
a – es el ancho de las líneas de la cuadrícula (no transparente)
b – es el ancho del espacio entre las líneas de la cuadrícula (transparente)
a+b=W paso de cuadrícula (también conocido como constante de cuadrícula)
Normalmente a=b=W/2, pero también se puede escribir como a:b=1.1:0.9.
Las rejillas de uso común están grabadas con 10, 25, 50, 100 o 250 líneas por milímetro.
2. Principio de medición de la red
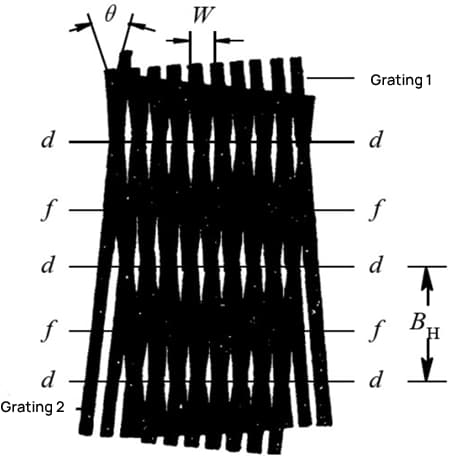
Franjas de muaré : cuando dos cuadrículas de igual paso (Cuadrícula 1 y Cuadrícula 2) se superponen cara a cara, dejando un pequeño espacio en el medio, y se forma el pequeño ángulo de cuadrícula θ entre las dos líneas de la cuadrícula, aparecen franjas alternas brillantes y oscuras. en la dirección cercana a la línea vertical de la cuadrícula.
En la línea dd, las dos líneas de la cuadrícula se superponen y el área transparente es la más grande, formando la banda brillante de la tira, que consta de una serie de patrones de diamantes.
En la línea ff, las dos líneas de la cuadrícula están desplazadas, formando la banda oscura de la franja, que consta de algunos patrones de líneas negras entrecruzadas.
La medición del desplazamiento de franjas de Moiré tiene las siguientes tres características:
(1) Efecto de amplificación del desplazamiento
Ancho de hoja BH: cuando la cuadrícula avanza o retrocede un paso de franja, las franjas muaré se mueven hacia adelante o hacia atrás un ancho de franja.
La relación entre BH y θ:
A medida que θ disminuye, BH aumenta. Por tanto, W se amplifica en 1/θ. Por ejemplo, cuando θ=0,1°, 1/θ=573, significa que BH es 573 veces el paso de la rejilla W. Esto significa que la rejilla tiene un efecto de amplificación de desplazamiento, aumentando así la sensibilidad de la medición.
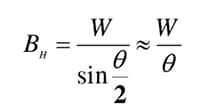
(2) Dirección del movimiento marginal Moire
Cuando la Cuadrícula 1 se mueve hacia la derecha a lo largo de la línea de corte en dirección vertical, las franjas de Moiré se mueven hacia arriba a lo largo de las líneas de la cuadrícula de la Cuadrícula 2. Por el contrario, cuando la Cuadrícula 1 se mueve hacia la izquierda, las franjas de Moiré se mueven hacia abajo a lo largo de las líneas de la cuadrícula de la Cuadrícula. 2. Por lo tanto, la dirección del movimiento de la Cuadrícula 1 se puede identificar como la dirección del movimiento de la franja Moiré →.
(3) El efecto promedio del error
Las franjas de muaré están formadas por la gran cantidad de líneas grabadas en una cuadrícula y tienen un efecto contrario al error grabado de las líneas. Este efecto puede reducir significativamente la influencia de los errores a corto plazo.
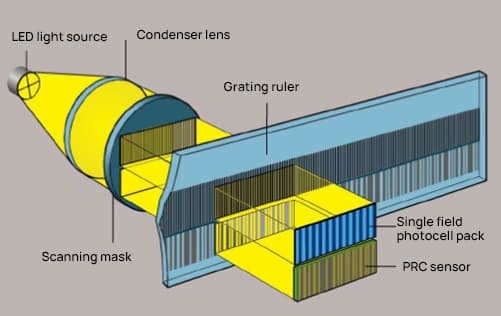
Composición de los sensores de red.
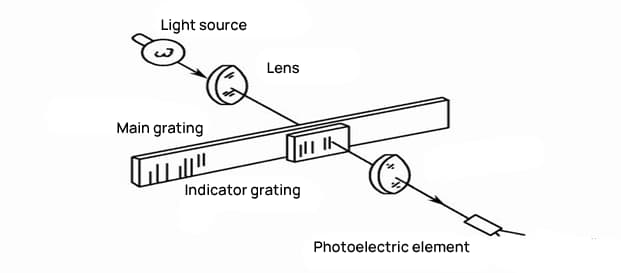
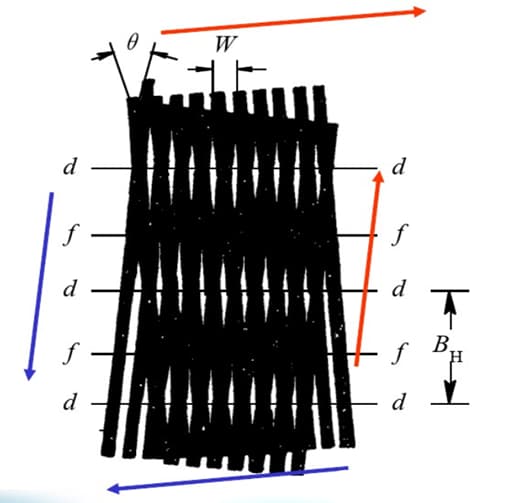
Cabezal de lectura de rejilla: utiliza el principio de rejillas para convertir la cantidad de entrada (desplazamiento) en una señal eléctrica correspondiente.
Componentes: Rejilla de regla, rejilla indicadora, sistema de trayectoria óptica, elementos fotoeléctricos, etc.
Pantalla de cuadrícula digital: para discernir la dirección de viaje, aumentar la precisión de la medición y habilitar la visualización digital, la señal de salida del cabezal de lectura de cuadrícula debe convertirse en una señal digital.
Componentes: circuito de amplificación de modelado, circuito de subdivisión, circuito de discriminación direccional y circuito de visualización digital, etc.
Estructura de regla de cuadrícula cerrada
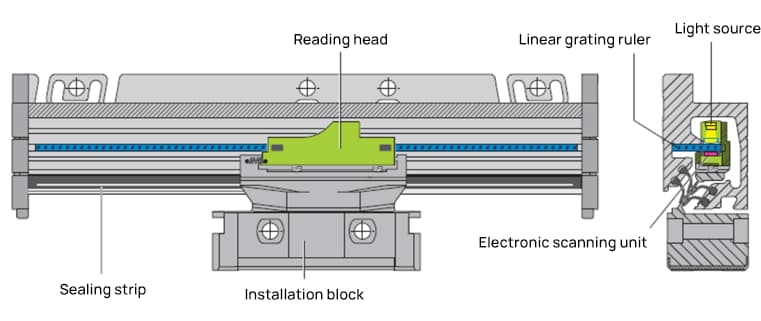
La regla de cuadrícula consta de un cuerpo de escala fijo y un cabezal de lectura móvil.
El cuerpo de la escala fija es una carcasa de aluminio diseñada para proteger la regla, la unidad de escaneo y los rieles de guía internos contra daños causados por virutas, polvo o salpicaduras de agua.
El cabezal de lectura móvil consta de una unidad de escaneo, un conector de precisión y un bloque de instalación. El conector de precisión conecta la unidad de escaneo al bloque de instalación, lo que compensa pequeños errores mecánicos en los rieles guía.
Función y ventajas de la regla de cuadrícula.
La regla de cuadrícula lineal se utiliza para medir la posición del movimiento del eje lineal. Debido a que mide directamente la posición mecánica, puede reflejar con precisión la posición real de la máquina herramienta.
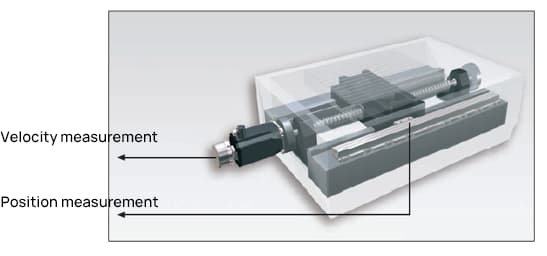
Cuando se utiliza la regla de cuadrícula lineal para medir la posición del portaobjetos, el circuito de control de posición incluye todos los mecanismos de alimentación. Este es el modo de control de circuito cerrado. El error de movimiento mecánico es detectado por la regla de rejilla lineal en la placa deslizante y corregido por el circuito del sistema de control.
Por lo tanto, puede eliminar posibles errores de múltiples fuentes:
- Error de posicionamiento causado por las características de temperatura del husillo de bolas y los rieles guía
- Error de inversión del husillo de bolas
- Error de movimiento característico causado por un error de paso del husillo de bolas
Aplicaciones de las reglas de cuadrícula
Equipos de procesamiento: tornos, fresadoras, mandrinadoras, rectificadoras, taladradoras, máquinas de electroerosión, corte por hilo, centros de mecanizado, etc.
Instrumentos de medida: proyectores, instrumentos de medida de imágenes, microscopios de herramientas, etc.
También puede compensar errores en el movimiento de herramientas en máquinas herramienta CNC.
Equipado con PLC para medición de desplazamiento en diversos mecanismos automatizados.
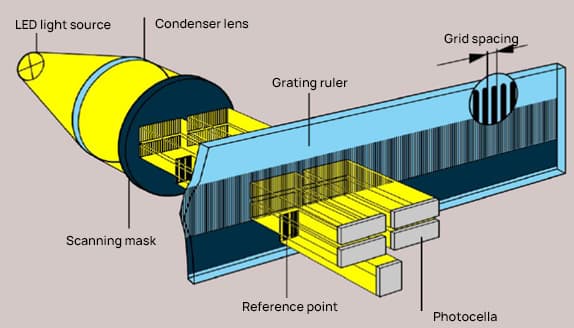
Principio de medición de la regla de cuadrícula
Regla de cuadrícula incremental
El principio de medición de la regla de rejilla incremental es modular la luz a través de dos rejillas que se mueven entre sí en franjas de Moiré. Contando y subdividiendo las franjas de Moiré se obtiene la variación del desplazamiento. La posición absoluta se determina definiendo uno o más puntos de referencia en la cuadrícula de escala.
Características:
La regla de rejilla tiene ventajas como estructura simple, larga vida mecánica, alta confiabilidad, fuerte capacidad antiinterferente, larga distancia de transmisión, alta precisión y bajo costo.
Sin embargo, los sensores de red incrementales también tienen desventajas. Las reglas de cuadrícula incrementales solo pueden generar la posición relativa de la rotación del eje.
El punto de referencia debe establecerse siempre que se apague o reinicie la alimentación y haya algún error de subdivisión en el método de procesamiento de la señal.
Regla de cuadrícula absoluta
El principio de medición de la regla de cuadrícula absoluta es codificar directamente los datos de posición absoluta en forma de códigos en la cuadrícula, a través de líneas de cuadrícula parpadeantes en diferentes anchos y espacios en la regla de cuadrícula.
Los equipos electrónicos posteriores pueden obtener información de posición mientras la regla de cuadrícula está encendida.
Beneficios:
La información de la posición actual se puede obtener directamente después del arranque sin necesidad de una operación "cero", lo que simplifica el diseño del sistema de control. El cálculo de la posición absoluta se completa en el cabezal de lectura sin necesidad de circuitos de subdivisión posteriores. El uso de tecnología de comunicación serial bidireccional garantiza una comunicación confiable.
Tipos de puntos de referencia
La posición absoluta de la regla de la cuadrícula se determina mediante marcadores de referencia (posiciones cero).
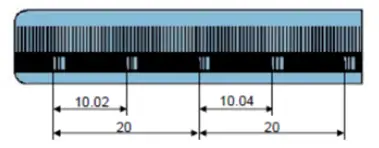
Para acortar el recorrido hasta la posición cero, Heidenhain ha diseñado marcas de referencia codificadas dentro de la longitud de medición.
La posición absoluta de la regla de la cuadrícula se puede determinar cada vez que se pasan dos marcadores de referencia (con una distancia determinada por algoritmos matemáticos).
Los codificadores con puntos de referencia codificados por distancia tienen la letra "C" después del número de modelo (por ejemplo, LS 487C).
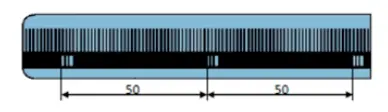
Punto de referencia único

Puntos de referencia equidistantes.
Punto de referencia codificado de distancia/tipo C.
| Ciclo de señal | número de incremento nominal | distancia máxima de viaje | |
| SI | 4 μm | 5.000 | 20mm |
| LS | 20μm | 1000 | 20mm |
| libra | 40μm | 2000 | 80mm |
Escala lineal absoluta sin referencia

Clasificación de signos de escala lineal.
Señal absoluta: Endat, serie Fanuc, Siemens, Mitsubishi, Panasonic, etc.
Señal incremental: señal sinusoidal (señal de 1 Vpp), señal de onda cuadrada (señal TTL).
Especificaciones Técnicas de Básculas Lineales
1. Paso de cuadrícula:
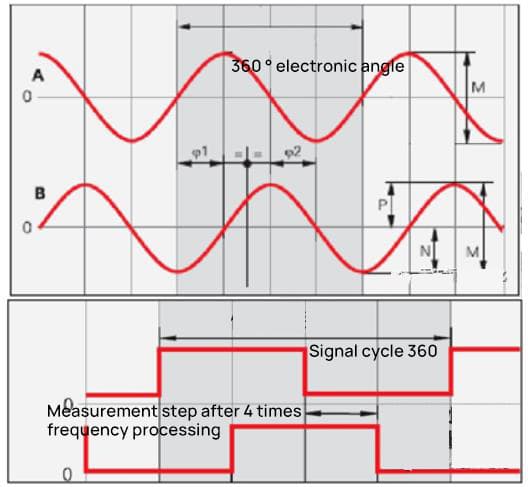
La escala lineal emite señales eléctricas y el paso de la cuadrícula se refiere a las líneas físicas de la cuadrícula en la escala lineal. Cada vez que la escala lineal se mueve una distancia igual al paso de la rejilla, la señal eléctrica de salida cambia un ciclo.
Ejemplo: cuando el paso de la cuadrícula es de 20 um, si la escala lineal se mueve una distancia de 20 um, la escala lineal producirá una onda sinusoidal con un cambio de fase de 360° y una diferencia bifásica de 90°.
2. Ciclo de señal:
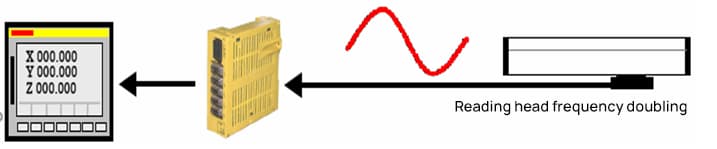
Con el desarrollo de la tecnología de medición, ahora es posible utilizar circuitos de multiplicación de frecuencia en el cabezal de lectura de escala lineal para multiplicar la onda sinusoidal generada por cada señal de línea de rejilla.
Por lo tanto, se puede refinar el ciclo de salida de señal de escala lineal. La señal después de ser multiplicada por el cabezal de lectura es mucho más densa que la señal de la línea de cuadrícula original, y la longitud de la señal densificada se denomina ciclo de señal.
Si el cabezal de lectura no tiene capacidad de multiplicación de frecuencia, el paso de la cuadrícula será igual al ciclo de la señal.
3. Multiplicación de frecuencia:
La multiplicación de frecuencia puede entenderse como la densificación de la señal original. La multiplicación de frecuencia puede acortar el período de una onda sinusoidal, acortar la distancia medida correspondiente a cada período y mejorar la precisión de la medición.
Los métodos comunes de multiplicación de frecuencia incluyen: multiplicación de frecuencia del cabezal de lectura, instrumentos de posmultiplicación (suministrados por fabricantes de escalas lineales, similares a los preamplificadores, utilizados para amplificación de señal y multiplicación de frecuencia), frecuencia de sistemas CNC, etc.
4. Paso de medición:
Para medir la posición se utilizan señales de onda sinusoidal que han sido sometidas a multiplicación de frecuencia. Debido a las limitaciones en el proceso de fabricación, el nivel de error y la capacidad de procesamiento del circuito de registro de posición de escala lineal, es imposible multiplicar infinitamente la señal de paso de rejilla original.
Por ello, los fabricantes de básculas lineales tienen un paso de medición recomendado para cada tipo de báscula lineal. Este valor se refiere a la distancia mínima medida que la escala lineal puede tolerar. Dentro de este rango de pasos de medición se puede alcanzar la precisión de medición nominal de la escala lineal.
En comparación con los sistemas CNC, este paso de medición es generalmente la unidad de instrucción mínima del sistema. Asimismo, esta especificación técnica también especifica la precisión de medición (resolución) de la escala lineal.
5. Resolución:
La precisión de la medición se refiere al cambio de longitud mínimo que la escala lineal puede leer y producir, como 5 um, 1 um, 0,5 um, 0,1 um.
6. Precisión de la medición:
La precisión de la medición se refiere a la precisión de los datos de señal emitidos por la escala lineal en relación con la longitud real que se está midiendo.
Error de posición dentro de todo el rango de medición: si el valor máximo del error de posición establecido sobre la base del valor promedio dentro de cualquier rango de medición de 1 m de longitud está dentro de ±a, entonces ±a uno es el nivel de precisión.
En escalas lineales cerradas, estos datos reflejan la precisión de la escala lineal, incluido el cabezal de lectura, es decir, la precisión del sistema. (Heidenhain: ±0,1, ±0,2, ±0,5, ±1, ±2, ±3, ±5, ±10, ±15um)
Error de posición dentro de un único ciclo de señal:
La desviación de posición dentro de un único ciclo de señal está determinada por la calidad de la cuadrícula, la calidad del escaneo y el ciclo de la señal de escala lineal. El error de posición dentro de un único ciclo de señal generalmente está en el rango de ±2% a ±0,5% del ciclo de señal.
Cuanto más corto sea el ciclo de la señal, menor será el error dentro de un único ciclo de señal. Esto es muy importante para la precisión del posicionamiento durante el movimiento lento y el movimiento del husillo y el control de la velocidad durante el movimiento del husillo, lo que determina la calidad de la superficie y la calidad de las piezas procesadas.
| El ciclo de señal de la señal de barrido. | El error máximo de interpolación dentro de un solo ciclo de señal. | |
| Florida | 4 μm | 0,08 µm |
| LC181 | 16 μm | 0,3 µm |
| LC481 | 20μm | 0,4 µm |
| LS | 20μm | 04μm |
| libra | 40 μm | 0,8 µm |
Factores a considerar al seleccionar una escala lineal
- Longitud de medición.
- Interfaz de señal: 1Vpp, TTL, HTL, escala lineal absoluta.
- Paso de cuadrícula.
- Velocidad de medición.
- Nivel de precisión y resolución.
- Espacio para posición de instalación.
- Método de establecimiento de puntos de referencia.







