
¿Qué es la plegadora plegadora?
El doblado de la plegadora implica la deformación elástica de la chapa metálica bajo la presión del troquel superior o inferior de una plegadora, seguida de la deformación plástica.
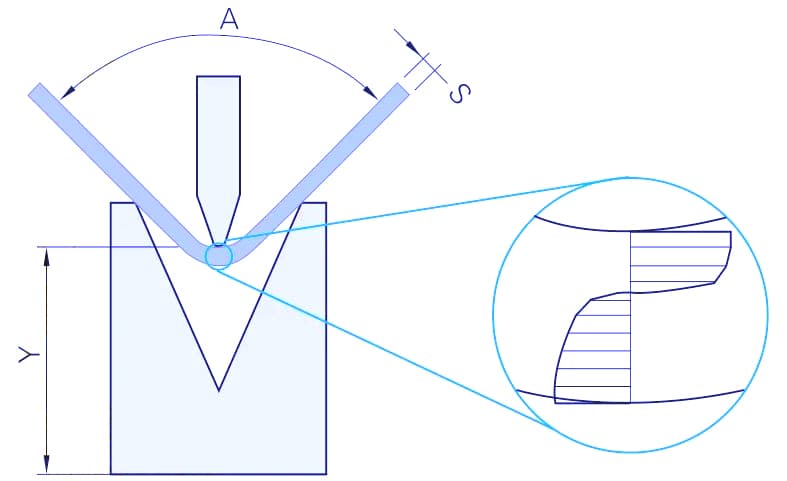
Al comienzo del doblado del plástico, la lámina puede doblarse libremente. Con la presión del troquel superior o inferior aplicada a la placa, ésta se adapta gradualmente a la superficie interior de la ranura en V del troquel inferior, disminuyendo el radio de flexión y el brazo de fuerza de flexión.
Esto continúa hasta que los troqueles superior e inferior están en pleno contacto al final de la carrera, formando una forma de V, conocida como flexión.
En general, el doblado de prensa plegadora es una tecnología de proceso que modifica la placa o el ángulo de la placa ejerciendo presión sobre ella.
El plegado es una aplicación increíblemente extendida, visible dondequiera que se utilice chapa metálica, y se puede decir que afecta a todos los aspectos de la vida. El propósito de una plegadora es doblar láminas planas en una variedad de piezas tridimensionales necesarias para aplicaciones prácticas.
¿Cómo se logra esto? Al colocar la lámina de metal horizontalmente en el troquel inferior, colocarla usando un tope posterior y presionar el metal en la ranura en V del troquel inferior con el troquel superior para lograr el ángulo de curvatura deseado, la hoja plana se transforma en una hoja de tres. -parte dimensional. , como se muestra en la siguiente figura.
Principio de funcionamiento de la plegadora.
Los troqueles superior e inferior están montados en las mesas de trabajo superior e inferior de la plegadora, respectivamente. El movimiento relativo de las mesas de trabajo es impulsado por transmisión hidráulica, y su forma, en combinación con los troqueles superior e inferior, permite la formación de placas curvadas.
Principios de flexión
El doblado es esencialmente un proceso de deformación en frío que dobla la chapa metálica hasta darle una forma específica. Es un método de procesamiento a presión realizado a temperatura ambiente, capaz de doblar materiales metálicos, materiales no metálicos y materiales compuestos.
En este método de procesamiento, la pieza se mecaniza basándose en el molde doblador y el equipo hidráulico. La precisión dimensional de las piezas dobladas está garantizada por los moldes superior e inferior y el equipo de doblado.
El proceso de formación es el siguiente: para un tamaño de hoja determinado, el molde superior aplica una fuerza de flexión, una fuerza reaccionaria forma un momento de flexión en el punto de soporte del molde inferior, lo que obliga a la hoja a deformarse. El ángulo de curvatura final de la lámina está determinado por la profundidad a la que el molde superior entra en la abertura del molde inferior.
Las principales partes de trabajo de una prensa plegadora CNC constan de un tope trasero, un troquel superior y un troquel inferior.
El tope posterior es una pieza de trabajo que controla la ubicación de la línea de plegado, mientras que los troqueles superior e inferior se utilizan para controlar el ángulo de plegado y el radio interior de la pieza de trabajo. Estas tres partes determinan principalmente si la pieza de trabajo está calificada o no.
Principios fundamentales del plegado con plegadora.
1) Los ángulos externos deben doblarse antes que los internos.
2) Las formas especiales (referidas a formas distintas a 90°) deben doblarse antes que las formas estándar.
3) El paso de flexión anterior no debe influir ni interferir con los pasos posteriores.
4) Se deben considerar referencias de posicionamiento apropiadas para pasos futuros al doblar en las etapas iniciales.
Velocidad de deformación del freno de prensa
Durante el plegado, el ariete de una prensa plegadora puede moverse hacia abajo a diferentes velocidades dependiendo de la fase de trabajo para doblar correctamente sin dañar al operador.
Hay cuatro fases diferentes:
FASE 1 – VELOCIDAD RÁPIDA, hasta el plato.
Esta es una velocidad fija que el programa no puede controlar. Las cámaras superiores de los cilindros reciben un gran caudal de aceite a baja presión directamente desde el depósito, de manera que el ariete cae libremente aprovechando su propio peso.

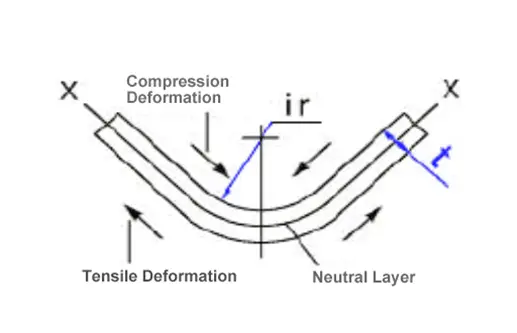
Después de la flexión en forma de V, la superficie interior de la parte doblada de la pieza sufre una deformación por compresión, mientras que la superficie exterior sufre una deformación por tracción.
La mayor deformación ocurre en la superficie del material y disminuye a medida que aumenta el espesor de la placa.
Existe una línea neutra, llamada línea XX, que no está comprimida ni estirada.
Para determinar la posición de la capa neutra, considere lo siguiente:
Si el IR (radio interno) de la pieza es 5 veces mayor que el espesor de la placa, la capa neutra se coloca en el centro del espesor de la placa.
Si el RI de la pieza es 5 veces menor que el espesor de la placa, la posición de la capa neutra se desplaza hacia adentro a medida que el RI disminuye, y el espesor de la posición de plegado se mueve hacia t.
La relación entre el radio de la capa neutra (representado por P) y el IR se puede describir de la siguiente manera:
- R≥5t, P-IR=0,5t
- R<5t, P-IR=(0,25-0,4)t
1) Regrese el ariete de la plegadora a la posición inicial y reduzca el valor del manómetro al valor más bajo que solo mueva el ariete.
2) Coloque dos bloques de igual altura sobre la mesa, preferiblemente debajo de los cilindros izquierdo y derecho.
3) Cambie la plegadora hidráulica al modo de “ajuste de movimiento”, retire los troqueles superior e inferior y cualquier otro accesorio, levante el bloque mecánico a su posición más alta y desconecte el acoplamiento en el engranaje del eje impulsor del bloque mecánico.
4) Coloque con cuidado el ariete sobre los dos bloques (la cara inferior del molde del ariete debe tocar los bloques).
Estrategia de seguridad relacionada
Instalación incorrecta de herramientas.








