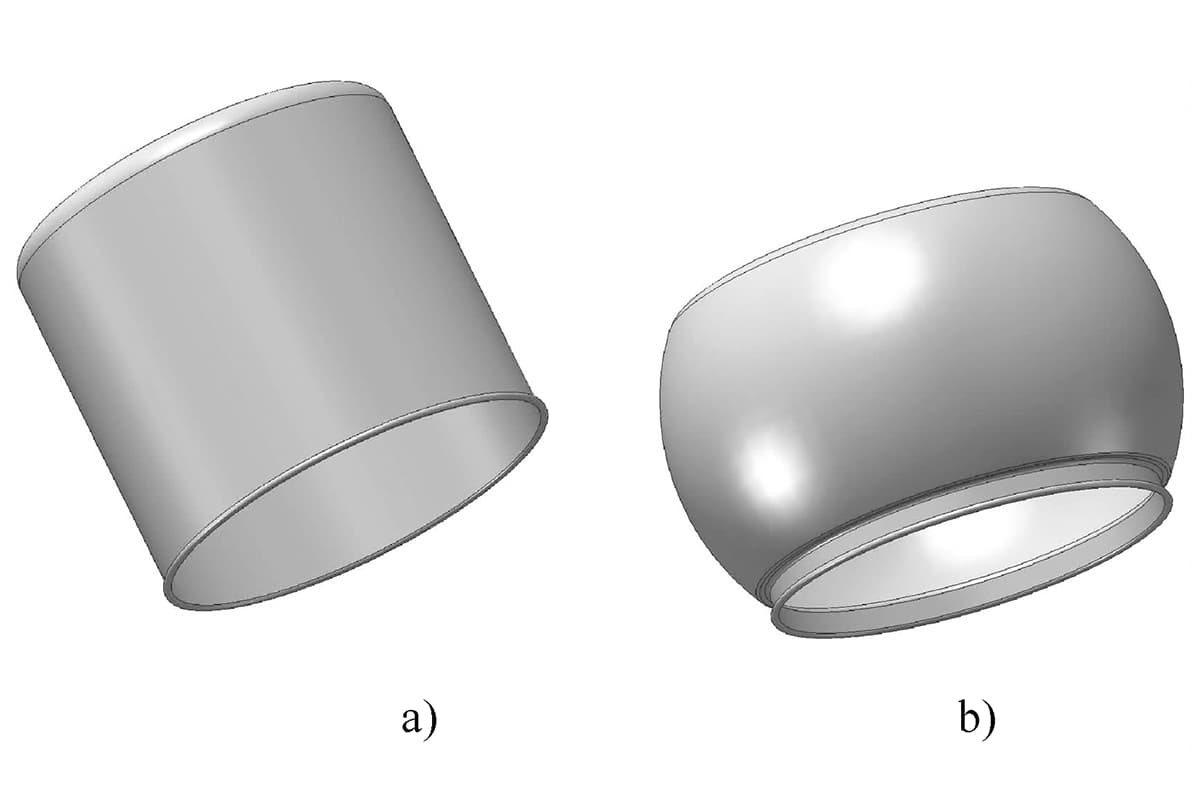
La formación de trozos es adecuada para varios tipos de piezas en bruto, como copas estampadas, tubos cortados y piezas soldadas cónicas laminadas.
Clasificación por medio formador de grumos.
Los métodos de formación de grumos se pueden clasificar de la siguiente manera:
1) Formación de abultamientos de matriz dura.
2) Formación de protuberancias de matriz blanda, también conocida como formación de protuberancias de caucho.
Cuando se utilizan elastómeros de caucho como medio, se pueden dividir en aquellos con y sin cavidades de matriz. Con las cavidades de matriz, existen cavidades de circuito cerrado y de circuito abierto. Las cavidades de circuito cerrado están hechas de una sola pieza de material a la que se le da una curva cerrada mediante torneado o fresado. Las cavidades de circuito abierto constan de múltiples pétalos que se cierran mediante una fuerza externa antes de formarse.
3) Formación hidráulica de protuberancias.
4) Formación de grumos de aleación de bajo punto de fusión.
Este método utiliza una aleación de bajo punto de fusión como medio, ya sea vertiendo la aleación fundida directamente en el tubo o insertando una varilla central hecha de la aleación en el tubo.
El proceso es esencialmente una extrusión radial de toda la pieza en bruto. Su ventaja es que no requiere sellado, pero sus desventajas incluyen una carga y limpieza incómodas y una baja eficiencia de producción. Es adecuado para materiales con alta resistencia o piezas que requieren grandes fuerzas de deformación a pesar de tener baja resistencia.
5) Otros métodos de formación de abultamientos medios, como los medios semifluidos como parafina, grasa y vaselina, se caracterizan por buenas propiedades de sellado y la capacidad de generar presiones de abultamiento internas uniformes. Son prácticamente incompresibles, pero sus desventajas incluyen los procesos alternos de calentamiento y enfriamiento necesarios para la carga y la limpieza.
6) Nuevos procesos, como la formación de grumos con bolas de acero que reemplazan los moldes blandos o fluidos, y la formación de explosivos, como se muestra en la Figura 6-2.
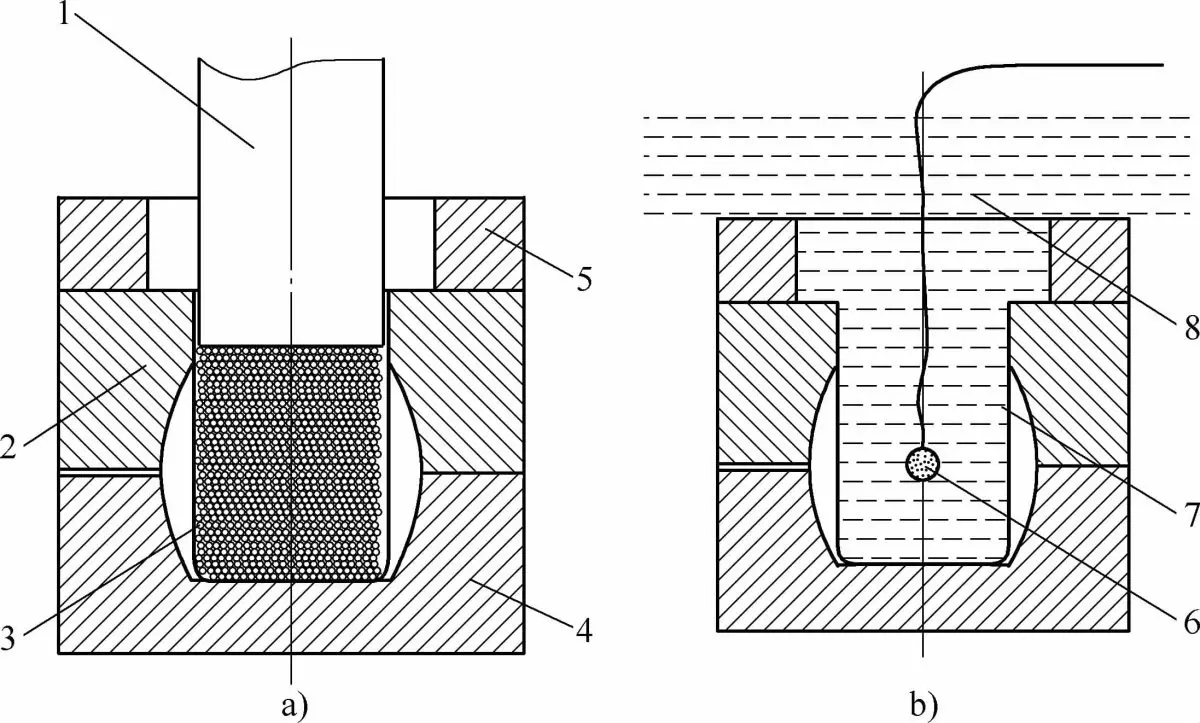
a) utilizar una bola de acero en lugar de un molde o fluido blando; b) método de formación de explosivos que consta de 1 – matriz macho, 2 – matriz hembra, 3 – bola de acero, 4 – mitad inferior de la matriz hembra, 5 – anillo de matriz, 6 – explosivo, 7 – tubo vacío, 8 – agua.
Clasificación por estructura matricial
La formación de abombamiento también se puede dividir en abombamiento natural y abombamiento por compresión axial según la estructura de la matriz.
(1) bulto natural
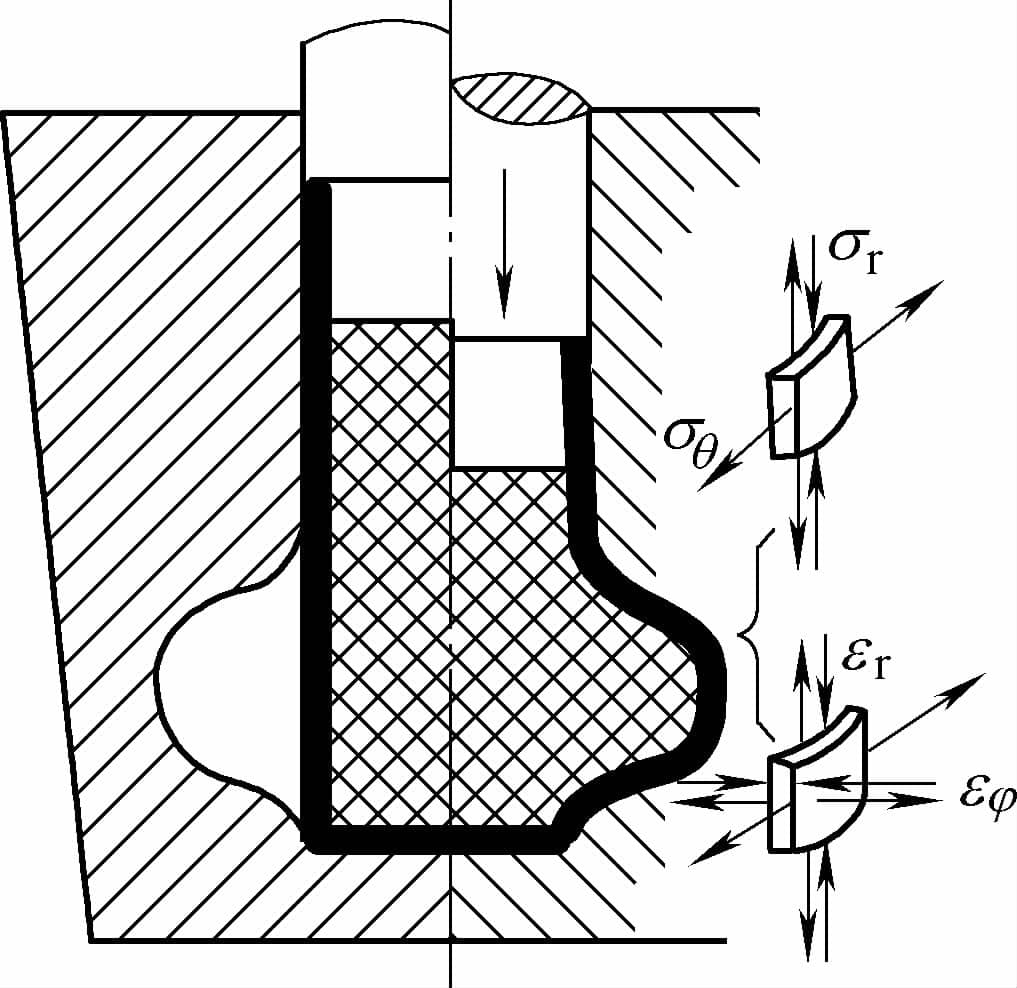
El abultamiento natural ocurre cuando la pieza toma forma principalmente a través del adelgazamiento de la pared en bruto y la contracción axial natural (acortamiento). Como se muestra en la Figura 6-3, durante el abombamiento natural, la pared ciega soporta principalmente tensiones de tracción biaxiales en un estado de tensión plano y se deforma al adelgazarse y estirarse en dos direcciones.
La deformación en el abombamiento natural es bastante compleja, variando mucho con la forma de la parte abultada y la ubicación del abombamiento debido a la presencia y magnitud de la contracción axial durante el proceso. El límite de formación durante la conformación depende únicamente del adelgazamiento de la pared hueca y está relacionado con la velocidad de estiramiento del material y el espesor de la pared. Este tipo de conformación, que depende enteramente del adelgazamiento, es en realidad una forma de conformación localizada.
a) Proceso de abultamiento b) Estado tensión-deformación del componente.
1. Cabezal de presión 2. Matriz compuesta 3. Varilla de elastómero de caucho 4. Portamatriz.
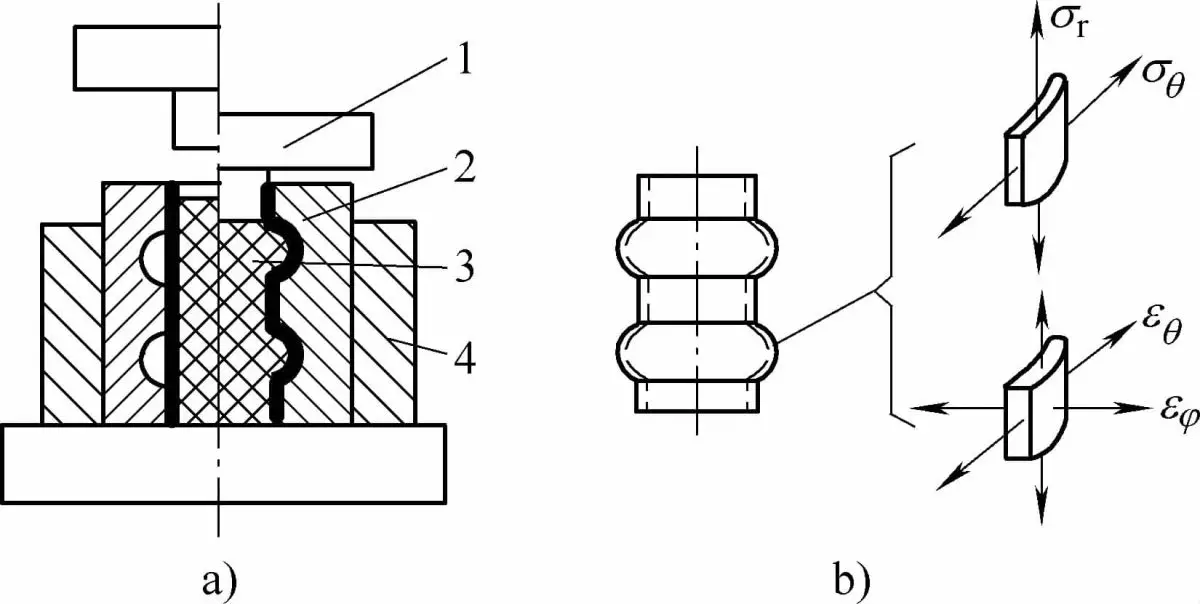
(2) Abultamiento por compresión axial
El abombamiento por compresión axial, también conocido como abombamiento por extrusión de plástico, se logra aplicando fuerza de compresión a lo largo del eje del tubo durante el abombamiento. En la práctica, la compresión axial se utiliza a menudo para aumentar el factor de abultamiento y cumplir con el límite de formación del material. La aplicación de compresión axial mejora el estado de tensiones y deformaciones en la zona de abombamiento, facilitando la deformación plástica.
Por ejemplo, cuando la presión axial es suficientemente alta, la tensión de tracción axial en la zona de deformación se vuelve compresiva, dando como resultado un estado de tensión de tracción y compresión, y el estado de deformación puede cambiar de adelgazamiento en espesor y alargamiento en las direcciones radial y axial a compresión axial y estiramiento radial, con poco o ningún adelgazamiento del espesor, aumentando significativamente el límite del factor de abultamiento.
La fuerza de compresión axial aplicada a la pieza y la fuerza de abultamiento ejercida sobre la matriz de caucho pueden ser proporcionadas por el mismo componente o por separado por dos o tres componentes para la compresión bidireccional.
Dependiendo de la magnitud de la fuerza de compresión axial sobre la pieza de trabajo en relación con la fuerza de abombamiento sobre el caucho, así como de su relación, la tensión y la deformación experimentadas por el material en la región de abultamiento pueden variar significativamente.
Normalmente, la tensión axial en el estado de tensión debe ser compresiva, pero si la presión sobre la pieza de trabajo es insuficiente, o la relación entre la presión sobre la pieza de trabajo y la fuerza de abultamiento sobre el caucho es demasiado baja, también puede ocurrir un estado de tensión de tracción. desarrollar.
Esto es esencialmente lo mismo que el abombamiento natural sin compresión axial. El estado de deformación normalmente debe ser un estado de deformación plano bajo tensión y compresión, o un estado de deformación volumétrica bajo tensión y compresión bidireccional, que deben distinguirse cuidadosamente en el diseño del molde para componentes específicos.