
El desarrollo de la industria mecánica se refleja en la modernización de la tecnología de medición, la capacidad de implementar el principio de producción intercambiable y otros aspectos relacionados con las características geométricas de las piezas mecánicas, ajustes de tolerancia y medición mecánica.
Estos reflejan directamente la calidad de los productos y la competitividad de las empresas.

La medición mecánica desempeña un papel importante en la fabricación mecánica y es un factor crucial para garantizar la calidad del producto y la eficiencia de la producción. La importancia de la tecnología de medición se puede reflejar de varias maneras, entre ellas:
Controlar el proceso de producción:
La tecnología de medición proporciona un método de control para la fabricación mecánica, haciéndola más precisa y mejorando la calidad de la fabricación mecánica.
Mejorar la calidad del producto:
La tecnología de medición mide con precisión la idoneidad de los materiales del producto y la tecnología de fabricación, mejorando así la calidad del producto.
Incrementar la competitividad:
La tecnología de medición avanzada puede aumentar la eficiencia de la producción, reducir costos y aumentar la competitividad de las empresas.
Realice una fabricación inteligente:
Con el continuo desarrollo de la ciencia y la tecnología, el rango de medición se ha ampliado y se pueden realizar mediciones desde nanómetros hasta varios cientos de metros.
Mejorar el nivel del proceso:
La tecnología de medición puede comprobar si las piezas procesadas cumplen con las dimensiones de diseño, si la precisión del ensamblaje cumple con el valor objetivo y garantizar la estabilidad y confiabilidad del proceso de producción.
I. Tareas básicas de medición
- Determinar unidades de medida y puntos de referencia.
- Seleccionar instrumentos de medición y métodos de medición.
- Analizar errores de medición y precisión de medición.
En fabricación, para garantizar la calidad del producto, garantizar la intercambiabilidad de componentes, analizar la tecnología de procesamiento de piezas y tomar medidas preventivas para evitar la producción de desperdicios, es necesario medir e inspeccionar las dimensiones, ángulos, formas geométricas, posiciones relativas de los elementos geométricos. elementos, rugosidad superficial y otras condiciones técnicas de piezas y componentes en bruto.
La medición se refiere a la comparación de la entidad medida con la unidad de medida estándar, determinando así el proceso experimental de la entidad medida.
La inspección solo necesita determinar si la pieza está calificada sin medir valores numéricos específicos. Inspección es el término general para medición e inspección.
La medición geométrica se refiere principalmente a la medición de parámetros dimensionales y formas geométricas de superficie de varios componentes mecánicos.
Los parámetros geométricos incluyen dimensiones de longitud, parámetros de ángulo, dimensiones de coordenadas (posición), parámetros de posición y forma geométrica de la superficie, rugosidad de la superficie, etc. La medición geométrica es una medida importante para garantizar la calidad de los productos mecánicos y lograr una producción intercambiable.
Los objetos de medición geométricos son diversos y diferentes objetos de medición tienen diferentes cantidades medidas.
Por ejemplo, las cantidades medidas de agujeros y ejes son principalmente diámetros; las cantidades medidas de piezas de la caja incluyen largo, ancho, alto y espacio entre orificios, etc.; Las piezas complejas tienen cantidades medidas complejas, como errores de hélice de tornillo y cortadores rodantes.
Sin embargo, independientemente de la forma, los parámetros medidos se pueden clasificar fundamentalmente en dos tipos: longitud y ángulo, y las cantidades complejas se pueden considerar como combinaciones de longitud y ángulo.
El proceso de medición completo debe incluir los siguientes cuatro elementos:
(1) Objeto medido
Desde el punto de vista de las características de las cantidades geométricas, los objetos medidos se pueden dividir en longitud, ángulo, error de forma, rugosidad de la superficie, etc.
Según las características de las piezas medidas, se pueden dividir en piezas cuadradas, piezas de eje, piezas cónicas, piezas de caja, levas, chavetas, roscas, engranajes y herramientas diversas.
(2) Unidad de medida
Las unidades de longitud incluyen metros (m), milímetros (mm) y micrómetros (μm), y las unidades de ángulo incluyen grados (°), minutos (′), segundos (″), radianes (rad) y microradianes (μrad).
(3) Método de medición
Se refiere a la suma de los métodos, herramientas o instrumentos de medición y las condiciones de medición utilizados para completar la tarea de medición.
Los métodos de medición básicos incluyen medición directa y medición indirecta, medición absoluta y medición relativa, medición por contacto y medición sin contacto, medición unilateral y medición integral, medición manual y medición automática, medición de proceso y medición final, medición activa y medición pasiva. , etc.
El método de medición correspondiente debe seleccionarse de la forma más económica en función de los requisitos del objeto medido.
(4) Precisión de la medición
La precisión de la medición se refiere al grado de coherencia entre el resultado de la medición y el valor real del objeto medido.
No es que cuanto mayor sea la precisión mejor, sino que se debe seleccionar la forma más económica en función de los requisitos de precisión del objeto medido.
II. Conocimiento común de medición.
Unidades de medida
China adopta unidades de medida legales basadas en el Sistema Internacional de Unidades.
1. Unidades de longitud
En la industria de fabricación mecánica, las unidades más utilizadas son milímetros (mm) y micras (μm). Los milímetros son las unidades de medida más utilizadas en mediciones mecánicas.
Cuando se utilizan milímetros, solo es necesario marcar los valores dimensionales en los dibujos mecánicos y se pueden omitir las unidades.
Las principales unidades de medida de longitud en inglés son los pies (ft) y las pulgadas (in).
- 1 pie = 12 pulgadas.
- 1 en. = 25,4 mm
2. Unidades de ángulo plano
En medidas legales, la unidad básica de ángulo plano es el radian (rad). Un radian es el ángulo plano entre dos radios de un círculo que cortan un arco igual en longitud al radio de la circunferencia.
En la fabricación mecánica, los grados (°) se utilizan comúnmente como unidades de medida de ángulos planos.
1° = π/180 (rad)
| Nombre y símbolo de la unidad | Conversión de unidades | Nombre y símbolo de la unidad | Conversión de unidades |
| Longitud I n milla milla pies en patio mil · A |
1852m 1609.344m 0,3048m 0,0254m 0,9144m 25,4×10 -6 litros 10-10 yo 10-15 litros |
(') (“) Tiempo |
(π/10800)rad (π/648000)rad años 60 |
| Área yo 2 hay El milla 2 pies 2 en 2 |
10.000 metros 2 100m2 2.58999×10 6 yo 2 0.0929030m2 6.4516×10 -4 yo 2 |
Velocidad EN kilómetros por hora m/min milla/h pies/s En s |
0,514444 m/s 0,277778 m/s 0,0166667 m/s 0,44704 m/s 0,3048 m/s 0,0254 m/s |
| Volumen/Capacidad yo 3 yo yo) pies 3 en 3 UKgal USgal |
10 -3 yo 3 0.0283168m3 1.63871×10 -5 yo 3 4.54609 decímetros cúbicos 3 |
Aceleración EN 2 pies/s 2 Chica Velocidad angular |
10-2 EN 2
(π/30) rad/s |
Clasificación de métodos de medición.
Clasificación en función de si el parámetro medido se mide directamente o no.
(1) Medición directa
La cantidad medida se puede leer directamente desde el dispositivo de lectura del instrumento de medición.
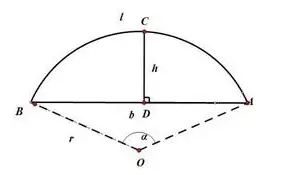
Por ejemplo, usar el método de la altura de la cuerda para medir el diámetro de un círculo, medir el diámetro del eje o la abertura con un calibre o micrómetro y medir el ángulo con un transportador.
(2) Medición indirecta
La cantidad medida se obtiene indirectamente (como por cálculo) a partir de la cantidad medida que tiene una determinada relación con ella.
Por ejemplo, medir el diámetro de un círculo midiendo la longitud de la cuerda S y la altura de la cuerda H para calcular el diámetro D del círculo.
Para reducir los errores de medición, generalmente se utiliza la medición directa. La medición indirecta se puede utilizar cuando la cantidad medida no se puede medir fácilmente directamente.
2. Clasificación basada en si el valor mostrado representa la cantidad medida completa
(1) Medición absoluta
El valor real de la cantidad medida se puede leer directamente en el instrumento de medición.
Cuando se utiliza el método de medición absoluto, el rango de medición del instrumento de medición debe exceder el tamaño de la cantidad medida.
(2) Medición relativa (medición comparativa)
Sólo se puede obtener directamente la desviación de la cantidad medida de la cantidad estándar. Su rango de medición es muy estrecho.
Por ejemplo, utilizando un bloque patrón como referencia, midiendo las dimensiones de longitud en una máquina de medición óptica.
Generalmente, la precisión de la medición relativa es mayor que la de la medición absoluta.
3. Clasificación basada en el contacto del cabezal de medición con la superficie medida durante la medición.
(1) Medición de contacto
Durante la medición, el cabezal de medición del instrumento de medición entra en contacto directo con la superficie medida y se produce una fuerza de medición mecánica, como cuando se miden dimensiones con un micrómetro.
(2) Medición sin contacto
Durante la medición, el cabezal de medición del instrumento de medición no entra en contacto directamente con la superficie medida, sino que contacta la pieza de trabajo a través de otros medios (como luz, aire, etc.), como medir la rugosidad de la superficie con un perfilómetro óptico.
La medición por contacto puede causar deformación elástica de las partes relevantes de la superficie medida y del instrumento de medición, afectando así la precisión de la medición, mientras que la medición sin contacto no tiene tal efecto.
4. Clasificación basada en el número de parámetros medidos en una sola medición
(1) Medición de un solo artículo
Cada parámetro de la pieza medida se mide por separado.
(2) Medición integral
Mide el índice integral que refleja los parámetros relacionados de la pieza.
La medición integral generalmente tiene mayor eficiencia y es más confiable para garantizar la intercambiabilidad de las piezas.
A menudo se utiliza para inspeccionar piezas terminadas. La medición de un solo elemento puede determinar los errores de cada parámetro por separado y generalmente se utiliza para el análisis de procesos, la inspección de procesos y la medición de parámetros específicos.
III. Error y tolerancia
1.Error
Error de proceso
Durante el proceso de producción de piezas mecanizadas, es difícil alcanzar el estado ideal de tamaño dimensional, forma, microgeometría (rugosidad de la superficie) y posición relativa de las piezas, debido a la influencia de varios factores, como la limitación de la precisión de la máquina herramienta. , errores en el ángulo de rectificado de la herramienta y baja rigidez del sistema de proceso.
Ningún método de mecanizado puede producir piezas absolutamente precisas. Incluso un lote de piezas mecanizadas puede diferir debido a varios factores.
Incluso en las mismas condiciones de procesamiento, las dimensiones del mismo lote de piezas también son diferentes.
Para cumplir con un requisito de precisión determinado, los errores deben controlarse dentro de un rango específico. Para cumplir con los requisitos de intercambiabilidad y acercar los parámetros geométricos de piezas con las mismas especificaciones, también se deben controlar los errores de procesamiento.
La manifestación de errores de procesamiento generalmente adopta varias formas:
(1) Error dimensional: el error en el tamaño de la superficie de la pieza misma (como el error de diámetro de una superficie cilíndrica) y el error en el tamaño de la superficie entre piezas (como la distancia entre agujeros).
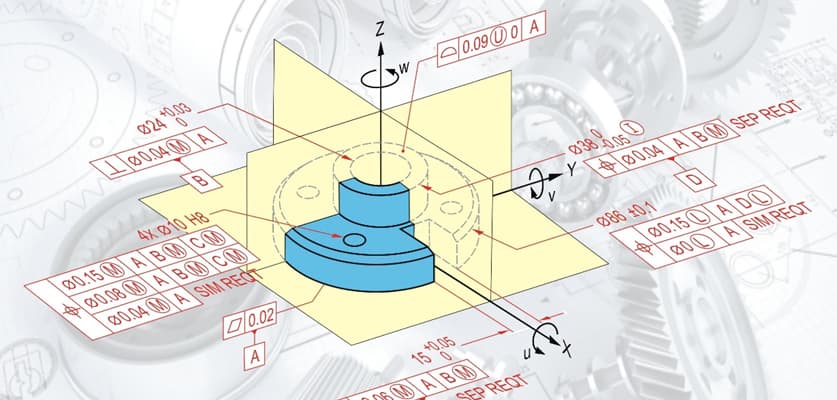
(2) Error de forma: el grado en que la superficie real de la pieza se desvía de la superficie ideal en términos de forma, como el error de cilindricidad de una superficie cilíndrica, el error de planitud de un plano, etc.
(3) Error de posición: el grado en que la posición real de una superficie, eje o plano de simetría se desvía de la posición ideal, como el error de paralelismo y el error de perpendicularidad entre dos superficies.
(4) Calidad de la superficie: La rugosidad microscópica con pequeños espacios y pequeños picos y valles que quedan en la superficie de una pieza después del procesamiento.
Estos diferentes tipos de errores están presentes simultáneamente, entre los cuales el error dimensional es el más básico. La precisión de una pieza se refiere al grado de conformidad entre los valores reales e ideales de los parámetros geométricos.
Cuanto menor sea la diferencia entre los valores reales e ideales de los parámetros geométricos, es decir, cuanto menor sea el error, mayor será la precisión del mecanizado.
Por tanto, la precisión de una pieza se expresa por el tamaño del error. Se puede ver que los conceptos de “precisión” y “error” son simplemente puntos focales diferentes al evaluar los parámetros geométricos de una pieza, pero esencialmente iguales.
Error de medición
La diferencia entre el valor real medido y el valor real de la cantidad geométrica medida se llama error de medición. El error de medición se expresa como error absoluto o error relativo.
Error absoluto: El error absoluto δ es la diferencia entre el valor medido real de la cantidad medida y el valor verdadero, que es:
donde X es el valor medido real (valor medido) y X0 es el valor verdadero o el valor verdadero acordado.
Error relativo:
El error relativo es la relación entre el valor absoluto del error absoluto y el valor real de la cantidad geométrica medida. Dado que no se puede obtener el valor verdadero de la cantidad geométrica medida, a menudo se utiliza el valor medido de la cantidad geométrica medida en lugar del valor verdadero para la estimación, es decir:
Hay varios factores que contribuyen al error de medición, entre ellos:
1. Error en las herramientas de medición:
El error de la herramienta de medición se refiere al error inherente a la propia herramienta de medición, incluidos los errores en el diseño, fabricación y uso de la herramienta de medición.
2. Error de método:
El error de método es el error causado por un método de medición imperfecto (incluidas fórmulas de cálculo inexactas, selección incorrecta del método de medición, instalación y posicionamiento incorrectos de la pieza, etc.), que pueden causar errores de medición.
Por ejemplo, en la medición por contacto, la fuerza de medición del cabezal de medición puede causar deformación de la pieza medida y del dispositivo de medición, lo que resulta en errores de medición.
3. Error ambiental:
El error ambiental se refiere al error causado por el entorno que no cumple con las condiciones de medición estándar durante la medición, lo que puede causar errores de medición.
Por ejemplo, temperatura, humedad, presión atmosférica, iluminación (que provoca paralaje), vibraciones, campos electromagnéticos, etc. que no cumplen las normas pueden provocar errores de medición, entre los que destaca la influencia de la temperatura.
Por ejemplo, al medir longitud, la temperatura ambiente estándar prescrita es de 20 °C, pero en la medición real, la temperatura de la pieza medida y la herramienta de medición producirán desviaciones de la temperatura estándar y el coeficiente de expansión lineal de la pieza medida y el material de medición. La herramienta es diferente, lo que producirá algunos errores de medición.
Por lo tanto, la temperatura ambiente debe controlarse razonablemente de acuerdo con los requisitos de precisión de la medición para reducir la influencia de la temperatura en la precisión de la medición.
4. Error humano:
El error humano se refiere a errores causados por factores humanos, que pueden resultar en errores de medición.
Por ejemplo, el uso incorrecto de instrumentos de medición, alineación inexacta de las mediciones, errores de lectura o estimación por parte de la persona que realiza la medición, etc., pueden provocar errores de medición.
Clasificación de errores de medición:
1. Error sistemático:
(1) Error sistemático constante:
Un error sistemático constante es un error de medición cuyo valor absoluto y signo permanecen sin cambios cuando la misma cantidad se mide varias veces bajo ciertas condiciones de medición.
Por ejemplo, el error del bloque patrón utilizado para ajustar el instrumento tiene la misma influencia en los resultados de cada medición. Este tipo de error se puede eliminar de los resultados de la medición mediante un método de corrección.
(2) Error sistemático variable:
El valor absoluto y el signo del error durante el proceso de medición cambian según una regla determinada.
Por ejemplo, el error de indicación causado por la instalación excéntrica de un dial indicador es una variación periódica que sigue una ley sinusoidal, y este error de medición puede eliminarse mediante el método de compensación.
2. Error aleatorio:
El error aleatorio es un error de medición que cambia aleatoriamente, con cambios impredecibles en el valor absoluto y el signo al medir la misma cantidad varias veces bajo ciertas condiciones de medición.
El error aleatorio es causado principalmente por factores accidentales o inciertos durante el proceso de medición y es causado por muchos factores temporales e incontrolables.
Sin embargo, cuando se realizan mediciones repetidas, los errores siguen leyes estadísticas.
Por lo tanto, a menudo se utilizan la teoría de la probabilidad y los principios estadísticos para abordar este problema.
En mediciones prácticas, para reducir los errores aleatorios, se puede medir la misma cantidad varias veces y se puede tomar la media aritmética como resultado de la medición.
3. Error grave:
El error grave se refiere a un error de medición que excede el error de medición esperado bajo ciertas condiciones de medición, lo que causa una distorsión significativa del resultado de la medición. El valor medido que contiene errores graves se denomina valor atípico.
Las causas de los errores graves pueden ser subjetivas u objetivas. Las razones subjetivas incluyen errores de lectura causados por la negligencia de la persona que realiza la medición, y las razones objetivas incluyen errores de medición causados por vibraciones externas repentinas.
Dado que los errores graves distorsionan significativamente los resultados de las mediciones, deben eliminarse de acuerdo con los criterios para identificar errores graves en el procesamiento de los datos de medición.
Cabe señalar que la división entre errores sistemáticos y errores aleatorios no es absoluta y pueden transformarse entre sí bajo ciertas condiciones.
En la medición, es necesario realizar observaciones serias, cuidadosas y meticulosas y eliminar errores graves de una serie de datos de medición. En el análisis de errores se analizan principalmente errores sistemáticos y errores aleatorios.
Aunque los errores aleatorios no se pueden corregir ni eliminar, su tamaño y patrones se pueden estimar utilizando la teoría de la probabilidad y métodos estadísticos, y se deben hacer esfuerzos para reducir su impacto.
Los errores graves tienen un valor relativamente grande y deben evitarse en la medida de lo posible en las mediciones.
Si ya se han producido errores graves, deberán eliminarse de acuerdo con los criterios para identificar errores graves. El criterio comúnmente utilizado es el “criterio 3σ”, también conocido como regla de las tres sigma.
2. Tolerancia
Para garantizar la intercambiabilidad de las piezas, se utilizan tolerancias para controlar los errores.
La tolerancia debe diseñarse de acuerdo con las regulaciones estándar y los errores que inevitablemente ocurren en el mecanizado deben controlarse para garantizar que las piezas terminadas estén dentro del rango de tolerancia especificado para la intercambiabilidad.
Dentro de la premisa de satisfacer los requisitos funcionales, el valor de tolerancia debe fijarse lo más alto posible para obtener el mejor beneficio económico.
Así, los errores surgen durante el proceso de fabricación, mientras que las tolerancias las determinan los diseñadores. Si el error de una pieza está dentro del rango de tolerancia, es una pieza calificada. Sin embargo, si el error excede el rango de tolerancia, se trata de una pieza no conforme.
3. Números significativos y principios de procesamiento.
Seleccionar el número de dígitos en un resultado medido es un problema común que se encuentra durante el proceso de medición.
El número de dígitos significativos en el resultado medido no debe ser demasiado grande, lo que puede hacer que las personas crean erróneamente que la precisión de la medición es alta.
Al mismo tiempo, no debe ser demasiado pequeño, lo que podría provocar una pérdida de precisión. Por lo tanto, el número de dígitos significativos del resultado de la medición debe determinarse correctamente en función del tamaño del error de medición.
Por ejemplo, cuando se mide la longitud de un objeto con una regla de acero con un valor de división de 1 mm, la longitud es 123,4 mm, donde 123 mm se lee directamente desde la regla de acero y es exacto.
El último dígito, 0,4 mm, lo estima el ojo humano y no es fiable o es cuestionable. Los datos medidos deben expresarse de esta manera, siendo el último dígito el dígito cuestionable y el error que ocurre en este dígito.
Cuando se determina el número de dígitos significativos, el principio para determinar el último dígito significativo es el siguiente:
(1) Si la primera cifra significativa después de la última cifra significativa es mayor que 5, se suma 1 a la última cifra significativa, y si es menor que 5, se ignora.
(2) Cuando el primer dígito después de la última cifra significativa es 5, la última cifra significativa debe ajustarse a un número par (suma 1 cuando la última cifra significativa sea impar y manténgalo igual cuando sea par).
Por ejemplo, si las cifras significativas se reservan hasta el tercer decimal, las cifras significativas serán las siguientes:
3.14159 – cifras significativas 3.142
(3) En operaciones de suma y resta, el número de decimales a reservar debe ser el menor número de decimales entre todos los números, por ejemplo:
60,43 + 12,317 + 5,022 – 77,769 ≈ 77,77
(4) En operaciones de multiplicación y división, el número de cifras significativas debe ser el más pequeño, por ejemplo:
2352 × 0,211 = 496,272 ≈ 496
0,0222 × 34,5 × 2,01 = 1,539459 ≈ 1,54.
(5) El número de dígitos en operaciones logarítmicas debe ser igual al número de dígitos efectivos en el número real.
(6) En operaciones de exponenciación, el número de cifras significativas en el exponente debe ser igual al número de cifras significativas en la base.
(7) En operaciones de raíz cuadrada, el número de cifras significativas debe ser igual al número de cifras significativas del radicando.
(8) Cuando en la operación intervienen constantes matemáticas como π y 2, determine sus dígitos significativos de acuerdo con el método anterior. Para garantizar la precisión del resultado final de la operación, estas constantes se pueden seleccionar adecuadamente con 1 o 2 dígitos.
(9) Para los valores que representan la precisión de la medición, como limitar los errores de medición y las desviaciones estándar, solo se deben considerar una o dos cifras significativas, y el último dígito debe ser consistente con el último dígito del resultado de la medición correspondiente.
Por ejemplo,
34,0234 ± 0,00021 debe escribirse como 34,0234 ± 0,0002.
4. Tipos y métodos de medición mecánica.
Medición de longitud
La medición de longitud es un aspecto crucial de los sistemas de medición mecánicos. Existen varios métodos para medir la longitud, que incluyen:
- Calibradores : Estos dispositivos constan de una escala principal y un vernier deslizante. Con una precisión de hasta 0,02 mm, se utilizan a menudo para mediciones a pequeña escala.
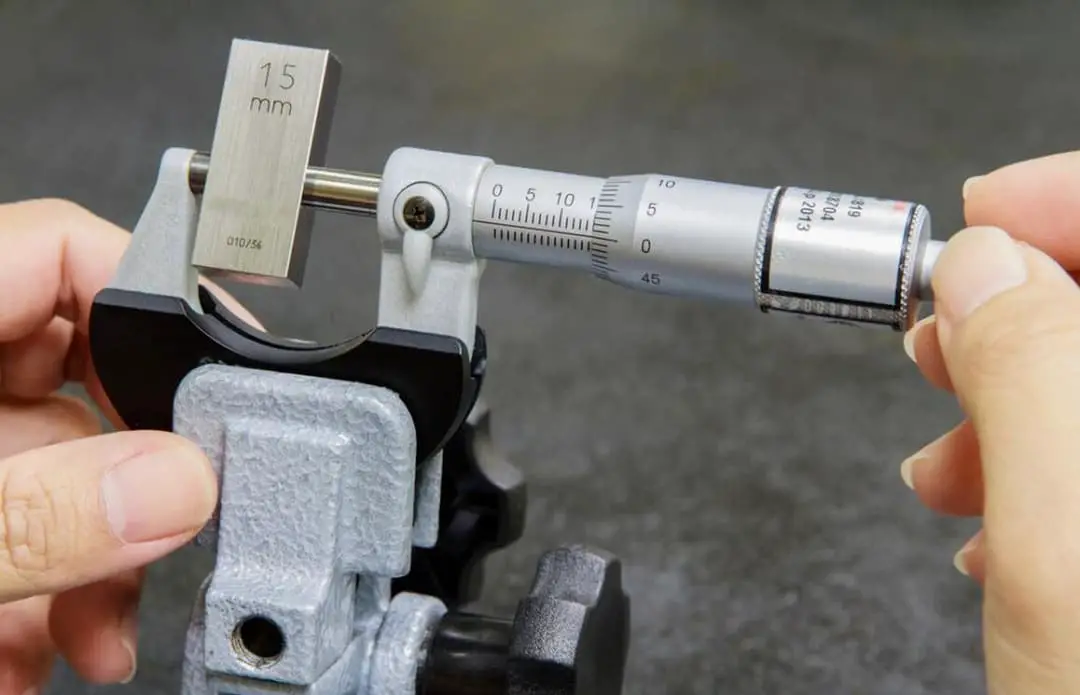
- Micrómetros : al igual que los calibradores a vernier, los micrómetros ofrecen una mayor precisión, normalmente alrededor de 0,001 mm. Se utilizan para medir el grosor o el diámetro de los objetos.
- Máquinas de medición de coordenadas (MMC) : son instrumentos avanzados que se utilizan para realizar mediciones de alta precisión con una exactitud de 0,001 mm o mejor. Emplean una sonda táctil para determinar las coordenadas tridimensionales de puntos en la superficie de un objeto.
Medición de fuerza y torsión
La fuerza y el par son parámetros críticos en los sistemas mecánicos. Algunos métodos comunes para medirlos son:
- Células de carga : Las células de carga convierten la fuerza mecánica ejercida sobre ellas en señales eléctricas. Estos dispositivos se utilizan ampliamente en básculas y sistemas de medición de carga.
- Galgas extensométricas : se pegan a la superficie de una muestra de prueba. A medida que la muestra se deforma bajo tensión, el extensómetro cambia su resistencia eléctrica, lo que puede correlacionarse con la fuerza aplicada.
- Llaves dinamométricas y transductores : Se utilizan para medir y controlar el par aplicado durante las operaciones de montaje o mantenimiento.
Medición de presión
La medición de presión es esencial en aplicaciones de mecánica de fluidos. Algunos métodos estándar para medir la presión son:
- Tubos Bourdon : Son tubos en forma de C o en espiral que se deforman bajo presión, haciendo que un puntero se mueva a lo largo de una escala calibrada.
- Manómetros : Los manómetros miden la presión comparando la altura de una columna de líquido en el dispositivo con un nivel de referencia.
- Transductores de presión : estos sensores convierten la presión en señales eléctricas y se utilizan a menudo en sistemas automatizados para monitoreo y control.
Medición de temperatura
La temperatura es un parámetro fundamental en los sistemas mecánicos, afectando las propiedades y el rendimiento de los materiales. Los métodos comunes para medir la temperatura incluyen:
- Termopares : Estos dispositivos constan de dos cables metálicos diferentes unidos por un extremo formando una unión. Cuando se calienta, la unión genera un pequeño voltaje proporcional a la temperatura.
- Detectores de temperatura de resistencia (RTD) : los RTD se basan en el principio de que la resistencia eléctrica de ciertos materiales aumenta con la temperatura, lo que permite realizar mediciones de alta precisión.
- Termómetros infrarrojos : Estos dispositivos sin contacto miden la temperatura detectando la radiación infrarroja emitida por un objeto.
Medición de flujo
La medición de flujo es necesaria para aplicaciones de mecánica de fluidos, por ejemplo en sistemas de tuberías o control de procesos. Algunas técnicas para medir el flujo son:
- Placas de orificio : Son placas planas con un orificio colocadas en el flujo, creando una caída de presión proporcional a la velocidad del fluido.
- Medidores de flujo de turbina : Estos medidores utilizan una rueda de turbina colocada en el flujo, que gira a una velocidad proporcional al caudal.
- Medidores de flujo ultrasónicos : Estos dispositivos miden el tiempo de tránsito de las ondas ultrasónicas en el fluido, el cual varía con la velocidad del flujo, permitiendo mediciones precisas sin interrumpir el flujo.
Estos métodos representan una selección de técnicas comunes utilizadas para la medición mecánica, proporcionando una base para comprender las complejidades y la importancia de las mediciones precisas en las aplicaciones de ingeniería modernas.
preguntas frecuentes
¿Cuáles son los 3 tipos de medición más comunes en ingeniería?
- Medición lineal : consiste en medir la distancia entre dos puntos como el largo, el ancho y el alto. Los ejemplos incluyen cintas métricas y calibradores.
- Medición angular : se ocupa de medir ángulos, como su nombre indica. Los transportadores y transportadores de bisel universales son herramientas comunes que se utilizan para la medición angular.
- Medición de temperatura : esto es crucial para evaluar las propiedades térmicas de materiales y procesos en ingeniería. Los termopares y termistores son instrumentos populares utilizados para medir la temperatura.
¿Cuáles son 20 instrumentos de medición mecánicos populares y sus usos?
- Cinta métrica : Se utiliza para medir largas distancias.
- Calibre : Mide pequeñas dimensiones lineales.
- Micrómetro : Mide el espesor o diámetro de objetos diminutos.
- Transportador : Mide ángulos entre dos líneas.
- Reloj comparador : Mide variaciones de altura o profundidad.
- Escuadra de Ingeniero : Comprueba la rectitud y planitud de las superficies.
- Medidor de bisel : Mide ángulos distintos de los rectos.
- Galga de espesores : comprueba el espacio entre dos piezas.
- Indicador indicador del émbolo : Mide pequeños desplazamientos lineales.
- Termopar : Mide la temperatura.
- Termistor : Mide la temperatura.
- Anemómetro : Mide la velocidad del aire.
- Hidrómetro : Mide la densidad o gravedad específica de los líquidos.
- Barómetro : Mide la presión atmosférica.
- Manómetro de tubo en U : Mide la diferencia de presión en fluidos.
- Nivel : Determina el plano horizontal.
- Clinómetro : Mide pendientes o pendientes.
- Tacómetro : Mide la velocidad de rotación.
- Estroboscopio : Mide la velocidad de rotación mediante una luz intermitente.
- Medidor de flujo : Mide el caudal de fluido.
¿Cuáles son algunas herramientas esenciales para las mediciones de ingeniería?
Varias herramientas esenciales para las mediciones de ingeniería incluyen cintas métricas, calibradores, micrómetros, indicadores de cuadrante, escuadras de ingeniería, transportadores y termopares. Juntos, estos instrumentos ofrecen una forma confiable de medir con precisión varias cantidades mecánicas.
¿Cuál es la importancia de la medición en el campo de la ingeniería?
La medición juega un papel fundamental en la ingeniería ya que permite a los ingenieros:
- Inspeccionar y verificar la precisión de los componentes fabricados.
- Asegúrese de que los productos cumplan con las especificaciones deseadas.
- Mantener la coherencia en los procesos de fabricación y montaje.
- Evaluar la eficiencia y el rendimiento de las máquinas.
- Realizar investigaciones y mejorar proyectos existentes.
¿Cuáles son las unidades estándar para medir cantidades mecánicas?
El Sistema Internacional de Unidades (SI) es el sistema más utilizado para medir cantidades mecánicas. Algunas unidades estándar incluyen:
- Metro (m) de largo.
- Kilogramo (kg) de masa.
- Segundo(s) por tiempo.
- Kelvin (K) para temperatura.
- Newton (N) para fuerza.
- Joule (J) para energía.
¿Qué tipos de medidas se utilizan habitualmente en la ingeniería mecánica?
En ingeniería mecánica, se utilizan comúnmente varios tipos de medición, como mediciones lineales, angulares y de temperatura. Otros tipos de mediciones cruciales incluyen fuerza, presión, flujo de fluido y vibración. Estas mediciones son esenciales para diseñar, fabricar y mantener sistemas y componentes mecánicos.







