Diseños mecánicos de punzonadora automática guiada por láser.
SINOPSIS
La punzonadora automática guiada por láser se utiliza para perforar diferentes objetos con tinta específica. La tinta especificada está indicada por el rayo láser. Esta indicación es muy útil para el operador y se produjo una producción rápida. El sistema neumático ha cobrado gran importancia en las últimas décadas. Esta importancia se debe a su precisión y coste. Esta comodidad en el funcionamiento del sistema neumático nos hizo diseñar y fabricar esta unidad según nuestro diseño. Esperamos que esta unidad pueda operarse fácilmente con operadores semicalificados.
La punzonadora automática guiada por láser tiene la ventaja de trabajar a baja presión, es decir, incluso una presión de 6 bar es suficiente para operar la unidad. El aire a presión que pasa a través de los tubos hasta el cilindro expulsa el pistón, cuya fuerza a través de la conexión se transmite al punzón. La pieza así obtenida tiene las dimensiones requeridas y puede ser recogida a través del espacio libre previsto en la matriz. El troquel utilizado en este caso se fija de tal manera que se pueda utilizar el troquel con la forma requerida según la necesidad. Esto nos permite utilizar diferentes tipos de troqueles, dando como resultado una amplia gama de productos. Se pueden obtener diferentes tipos de punzones según sea necesario. Dependiendo del material de trabajo, la presión de funcionamiento puede variar.
INTRODUCCIÓN
La prensa es la máquina punzonadora diseñada para perforar letras aplicando fuerza o presión mecánica. El metal se perfora según el requisito deseado. Las prensas están destinadas exclusivamente a la producción en masa y representan la forma más rápida y eficaz de transformar un metal en un producto punzonado acabado.
Las herramientas de prensa se utilizan para formar y cortar metales finos. El funcionamiento de las herramientas de prensado se puede simplificar a unas pocas operaciones sencillas que implican punzonar y troquelar. Existen tipos de prensas Nemours en el campo de la ingeniería que se utilizan para cumplir con los requisitos. Estamos interesados en introducir sistemas neumáticos en prensas. La función principal de la máquina es formar o cortar láminas finas de metal o no metal utilizando energía neumática. En este proyecto utilizamos el proceso de punzonado para una aplicación sencilla.
Proyectos Mecánicos – Punzonadora Automática Guiada por Láser
OPERACIÓN DE TRABAJO
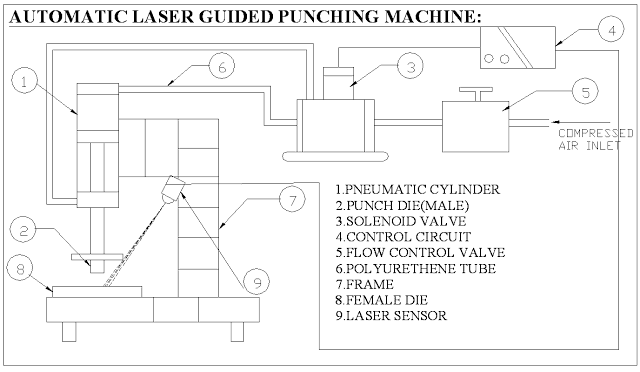
El aire comprimido del compresor a una presión de 5 a 7 bar pasa a través de un tubo conectado a la válvula solenoide con una entrada. La tinta especificada está indicada por el rayo láser. Esta indicación es muy útil para el operador y se produjo una producción rápida. La válvula solenoide se acciona con una unidad de control y sincronización. La válvula solenoide tiene dos salidas y una entrada. El aire que entra por la entrada sale por las dos salidas cuando se activa la unidad de control de sincronización. Debido a la alta presión del aire en la parte inferior del pistón, la presión del aire debajo del pistón es mayor que la presión sobre el pistón. Esto mueve el vástago del pistón hacia arriba, lo que aumenta el esfuerzo que gira la unidad de control. Esta fuerza actuante se transmite al punzón, que también se mueve hacia abajo.
El punzón es guiado por una guía de punzón fija, de modo que el punzón se guía claramente hacia el interior de la matriz. Los materiales se encuentran entre el punzón y la matriz. Así, a medida que el punzón desciende, los materiales se cortan al perfil de punzón requerido y la pieza en bruto se mueve hacia abajo a través del espacio del troquel. Cuando el pistón está en el punto extremo de la longitud de la culata, la válvula de escape se abre y se expulsa aire a través de ella y el aire presurizado ingresa a la parte superior del pistón y lo empuja hacia abajo. Por lo tanto, un lado del aire se baja y el otro se levanta.
Por lo tanto, el punzón se tira hacia arriba desde la matriz. Ahora el pistón alcanza el punto inferior de la longitud de carrera requerida. Ahora el material está alimentado y la siguiente carrera del pistón está lista. Cuando el material está correctamente colocado, esta máquina se vuelve a activar automáticamente. La duración del siguiente pinchazo se ajusta con la ayuda de la unidad de control de sincronización.
BENEFICIOS
1. La gran ventaja del sistema neumático es la válvula de control que aplica consistentemente una carga específica con el mínimo esfuerzo.
2. Desde láminas delgadas hasta fibras, el plástico y las láminas delgadas de metal se pueden perforar en formas deseadas.
3. Puede modificarse en cualquier medida para lograr el esfuerzo requerido.
4. Su resultado puede utilizarse adecuadamente en el amplio campo de la mecánica.
5. Se pueden accionar varios sistemas de cilindros según la necesidad de esfuerzo de presión.
6. En las plantas pagadoras modernas, este sistema neumático se puede utilizar para cargar rodillos de prensa.
7. Construcción más sencilla que las prensas mecánicas e hidráulicas.
8. En comparación con las prensas hidráulicas y mecánicas, la prensa neumática es económica.
9. No se requieren cables conductores de corriente.
10. No se requieren habilidades adicionales para operar este sistema.
11. El funcionamiento es muy fluido y en este sistema podemos obtener más resultados aplicando menos esfuerzo.
12. Este sistema se puede utilizar eficazmente para perforar marcas en materiales industriales, como el nombre de la industria, la dirección o el número de producto.
13. El rayo láser identifica el punto de perforación, por lo que la producción es rápida
14. Mayor precisión mediante identificación láser
LIMITACIONES
Los materiales duros y gruesos no se pueden remachar.
Incluso una pequeña fuga puede provocar una pérdida de potencia.
Debido a las conexiones se producirán pérdidas por fricción.
El mantenimiento será mayor debido a la cantidad de piezas móviles.
A evolução da tecnologia trouxe consigo uma série de ferramentas e linguagens de programação que visam facilitar a automatização de tarefas. Neste cenário, duas opções se destacam: Tcl (Tool Comman...
Go (ou Golang) e Java são duas linguagens amplamente utilizadas para o desenvolvimento de aplicações robustas e de alta performance. No entanto, quando o assunto é concorrência e escalabilidade, ca...
Os tubos de aço ASTM A-178 e ASTM A-214 são amplamente utilizados em aplicações industriais que exigem alta resistência e durabilidade, especialmente em sistemas de troca térmica e caldeiras. Esses...
A decisão da Waymo de utilizar o Gemini em seu sistema de direção autônoma é significativa por várias razões. Primeiro, ela representa uma mudança no uso de IA generativa e modelos de linguagem de ...
A soldagem de alumínio é uma técnica desafiadora que requer atenção aos detalhes e conhecimento especializado. Infelizmente, muitos profissionais cometem erros comuns que podem comprometer a qualid...
Cálculo de Flambagem de Compressão em Barras de Aço
A flambagem em barra de aço é um fenómeno comum em estruturas que sofrem cargas compressivas, como alas de pontes, vigas e colunas. No Brasil, é...
A agricultura moderna depende cada vez mais de ferramentas eficientes e duráveis para garantir a produtividade e o sucesso das operações no campo. Nesse contexto, o aço tem se destacado como um mat...
As maiores indústrias do Brasil são líderes em seus respectivos setores e desempenham um papel crucial na economia nacional. Elas variam desde a indústria de petróleo e gás até a siderurgia, alimen...

 Proyectos Mecánicos – Punzonadora Automática Guiada por Láser
Proyectos Mecánicos – Punzonadora Automática Guiada por Láser






