
¿Qué es el corte por plasma?
El corte por plasma es un método de procesamiento que utiliza el calor de un arco de plasma de alta temperatura para fundir y evaporar parcial o completamente el metal en la parte cortada, y luego usa el impulso del plasma de alta velocidad para eliminar el metal fundido, formando el cortar.
Una máquina de corte por plasma es una máquina que utiliza tecnología de corte por plasma para procesar materiales metálicos.

Aplicaciones industriales
O corte a plasma é um método de processamento que utiliza o calor gerado por um arco de plasma de alta temperatura para derreter parcial ou totalmente e evaporar o metal no corte, e usa o momento do plasma em movimento rápido para remover o metal fundido e criar el corte . Este método es particularmente eficaz para cortar metales no ferrosos como acero inoxidable, aluminio, cobre, titanio y níquel, que pueden resultar difíciles de cortar mediante corte con oxígeno.
Una de las principales ventajas del corte por plasma es su rapidez, especialmente al cortar láminas finas. En comparación con el corte con oxígeno, el corte por plasma puede ser hasta 5 o 6 veces más rápido cuando se cortan láminas de acero al carbono comunes. Las superficies cortadas son lisas y limpias, con una mínima deformación térmica y una pequeña zona afectada por el calor.
Las máquinas de corte por plasma se utilizan ampliamente en diversas industrias, como automóviles, locomotoras, recipientes a presión, máquinas químicas, máquinas nucleares, maquinaria en general, máquinas de ingeniería, estructuras de acero e industrias de transporte.
Gases de trabajo
El avance de la tecnología de corte por plasma ha tenido un gran impacto en las características de corte, la calidad y la velocidad del arco de plasma. La elección del gas de trabajo (el medio que conduce y transporta el calor al arco de plasma, excluyendo el metal fundido durante el corte) es crucial a este respecto.
Los gases de trabajo comunes para el arco de plasma incluyen argón, hidrógeno, nitrógeno, oxígeno, aire, vapor de agua y algunos gases mixtos.

Selección de gas plasmático
El gas que ingresa al arco de plasma se llama corriente de iones.
Sus principales funciones son las siguientes:
- A. Desempeña un cierto papel de aislamiento térmico y aislamiento entre la columna del arco y la pared interior del orificio de la boquilla, comprime el arco y garantiza una combustión estable del arco.
- Como conductor térmico del medio de ionización y del arco, el metal cortado se funde rápidamente.
- sople el metal fundido en la grieta para formar una grieta estrecha y suave.
- Protección de enfriamiento para electrodos.
A la luz de los efectos anteriores de los gases iónicos, se deben tener en cuenta los siguientes requisitos al seleccionar los gases:
- Fácil inicio del arco y arco estable: el gas debe tener un potencial de ionización bajo y una conductividad térmica baja, y no debe tener ningún efecto de enfriamiento en el arco. El gas monoatómico es mejor que el gas diatómico en este aspecto.
- Buena propiedad de compresión del arco: el gas debe tener buena conductividad térmica, alta capacidad calorífica y un fuerte efecto de enfriamiento sobre el arco.
- Buena capacidad de transporte de calor: El gas debe tener la capacidad de transferir calor de forma eficaz a la pieza de trabajo. El gas diatómico, con su mayor potencial de ionización, generalmente tiene mejor capacidad de transporte de calor que el gas monoatómico con bajo potencial de ionización.
- Capacidad de generar gran empuje: El gas debe tener gran masa y densidad.
- Disponibilidad, precio asequible y no toxicidad.
Algunos de los requisitos enumerados anteriormente son contradictorios, por lo que los requisitos principales deben cumplirse en función de circunstancias específicas. En la actualidad, los gases comúnmente utilizados en el corte por arco de plasma incluyen nitrógeno, argón, hidrógeno y sus gases mezclas, siendo el nitrógeno el más utilizado.
El nitrógeno es asequible y fácilmente disponible, y su uso es relativamente seguro. Es un gas diatómico que es endotérmico cuando se descompone a la alta temperatura del arco.
N2->2N-1084000j/mol
Cuando se utiliza corte por plasma, el tipo de gas de trabajo utilizado puede tener un impacto significativo en las características, la calidad y la velocidad del corte. Los gases de trabajo comunes incluyen nitrógeno, argón, hidrógeno y gases mixtos. De estos, el nitrógeno es el más utilizado debido a su bajo costo y facilidad de disponibilidad, así como a su capacidad para crear condiciones favorables para el corte de materiales gruesos.
El nitrógeno, al ser un gas diatómico, se descompone en iones nitrógeno cuando se expone a altas temperaturas en el arco de plasma, liberando el calor absorbido durante la descomposición. Esto permite que el arco de plasma alcance altas temperaturas en una amplia gama de longitudes, lo que lo hace ideal para cortar materiales con alta conductividad térmica y baja fluidez del líquido. La pureza del nitrógeno utilizado en el corte por plasma no debe ser inferior al 99,5% para evitar la oxidación del electrodo y el quemado de la boquilla.
El argón es un gas monoatómico con un bajo potencial de ionización y una combustión de arco estable, pero su alto costo lo convierte en una opción menos práctica. Agregar hidrógeno al nitrógeno o al argón puede mejorar el efecto de compresión del arco, lo que da como resultado una superficie de corte más estrecha y suave.
En el corte por plasma de aire, se utiliza aire comprimido en lugar de gases costosos, lo que lo convierte en una opción más económica. La velocidad de corte de alta corriente es mucho mayor que la del corte con llama y la calidad del corte también es muy buena. Para láminas de acero al carbono de menos de 25 mm, la velocidad de corte es de 3 a 5 veces más rápida, y para láminas delgadas de 5 a 10 mm, es de 6 a 8 veces más rápida. El corte por plasma de aire ha reemplazado al corte por llama en muchas aplicaciones debido a su rentabilidad y buena calidad de corte.
Cómo elegir los parámetros de corte por plasma NC
Varios parámetros del proceso de corte por arco de plasma afectan directamente la estabilidad del proceso de corte, la calidad del corte y el efecto de corte.
Las principales especificaciones de corte son las siguientes:
1) corriente de corte

El parámetro más importante de corte y velocidad de corte es el proceso de corte.
Impacto:
- Cuando aumenta la corriente de corte, aumenta la energía del arco, aumenta la capacidad de corte y aumenta la velocidad de corte;
- A medida que aumenta la corriente de corte, el diámetro del arco aumenta y el arco se vuelve más grueso, lo que ensancha la incisión;
- Si la corriente de corte es demasiado alta, la carga térmica de la boquilla aumentará, la boquilla se dañará prematuramente y la calidad del corte disminuirá naturalmente, incluso sin poder cortar normalmente.
Por lo tanto, al prepararse para el corte por plasma, es importante elegir la corriente de corte adecuada y la boquilla correspondiente al espesor del material.
Al seleccionar una fuente de alimentación para corte por plasma, es importante evitar elegir una fuente de alimentación que sea demasiado grande o demasiado pequeña.
Elegir una fuente de alimentación demasiado grande es un desperdicio en términos de reducción de costes, ya que no utiliza toda la cantidad de corriente.
Por otro lado, elegir una fuente de alimentación con corriente muy pequeña en un esfuerzo por ahorrar costos tampoco es lo ideal, ya que no cumplirá con las especificaciones de corte requeridas y puede causar daños a la propia máquina de corte CNC.
2) velocidad de corte
La alta temperatura y energía del arco de plasma determinan la velocidad de corte, que puede seleccionarse dentro del rango ideal según las instrucciones del equipo o determinarse mediante experimentación. La velocidad de corte puede variar dependiendo del espesor del material, sus propiedades (por ejemplo, punto de fusión, conductividad térmica, tensión superficial después de la fusión) y la calidad deseada.
Para mantener la calidad del corte, la velocidad de corte debe aumentarse tanto como sea posible para mejorar la productividad y reducir la deformación y las áreas afectadas por el calor. Si la velocidad de corte no es la adecuada, se producirá el efecto contrario, provocando una mayor adherencia de la escoria y una disminución de la calidad del corte.
Las siguientes son las principales manifestaciones:
Si la velocidad de corte aumenta moderadamente, se puede mejorar la calidad del corte, lo que significa que el corte es ligeramente más estrecho, la superficie de corte es más suave y se reduce la deformación.
Si la velocidad de corte es demasiado rápida, la energía lineal de corte será inferior al valor requerido y el chorro de corte no podrá soplar el material de corte fundido inmediatamente, lo que provocará una gran resistencia. Esto da como resultado que la escoria cuelgue en el corte y la calidad de la superficie de corte disminuya.
Cuando la velocidad de corte es muy lenta, debido a que la posición de corte es el ánodo del arco de plasma, para mantener la estabilidad del arco, el punto del ánodo o el área del ánodo debe encontrar una corriente conductora cerca de la costura de corte más cercana del arco. Al mismo tiempo, transfiere más calor radialmente al chorro, provocando que el corte se ensanche. El material derretido en ambos lados del corte se acumula y solidifica en el borde inferior, lo que dificulta la limpieza. Además, el calentamiento y la fusión excesivos hacen que el borde superior del corte se redondee.
A velocidades muy bajas, un corte amplio puede incluso provocar la extinción del arco. Por tanto, la buena calidad de corte y la velocidad son inseparables.
3) voltaje RC
Generalmente se cree que el voltaje de salida normal de la fuente de alimentación es el voltaje de corte para el corte por plasma. La máquina de plasma normalmente funciona a un voltaje más alto para el arco de plasma, especialmente para el corte por plasma de aire.
Cuando la corriente es constante, un aumento del voltaje mejora la entalpía del arco y la capacidad de corte. Una entalpía más alta reduce el diámetro del chorro y aumenta el caudal de gas, lo que resulta en una velocidad de corte más rápida y una mejor calidad de corte.
El voltaje sin carga y el voltaje de la columna de arco son factores importantes en el suministro de energía para corte por plasma. La fuente de alimentación debe tener un voltaje sin carga lo suficientemente alto para iniciar fácilmente el arco y mantener una combustión estable del arco de plasma.
El voltaje sin carga generalmente está en el rango de 120-600 V, mientras que el voltaje de la columna de arco es generalmente la mitad del voltaje sin carga. Aumentar el voltaje de la columna de arco aumenta la potencia del arco de plasma, lo que permite cortar placas de metal más gruesas a mayor velocidad.
El voltaje de la columna de arco se puede ajustar cambiando el caudal de gas y aumentando la contracción interna del electrodo, pero no debe exceder el 65% del voltaje sin carga para mantener la estabilidad del arco de plasma.
4) Gas y flujo de trabajo
El gas de trabajo en el corte por plasma incluye gas de corte y gas auxiliar, y algunos equipos también requieren un gas de inicio de arco.
Se debe elegir el gas de trabajo adecuado en función del tipo de material a cortar, su espesor y el método de corte.
El gas de corte no sólo debe formar el chorro de plasma, sino también eliminar eficazmente el metal fundido y los óxidos del corte.
Tener un flujo de gas excesivo puede eliminar demasiado calor del arco, lo que hace que la longitud del chorro disminuya y disminuya la capacidad de corte y la inestabilidad del arco.
Si el caudal de gas es demasiado bajo, el arco de plasma puede perder su rectitud, lo que provoca cortes menos profundos y una mayor formación de escoria.
Es importante que la velocidad de corte y el caudal de gas coincidan bien.
La máquina de corte por plasma normalmente controla el caudal de gas. La presión del gas utilizada para cortar un espesor determinado de material debe elegirse según los datos del fabricante, pero en aplicaciones especiales puede ser necesario determinarla mediante pruebas de corte reales.
Los gases de trabajo más utilizados son argón, nitrógeno, oxígeno, aire y H35 (una mezcla de argón y nitrógeno).
- Argón
Es poco probable que el argón reaccione con algún metal a altas temperaturas y produzca un arco de plasma estable. La boquilla y el electrodo utilizados tienen una larga vida útil, pero el voltaje del arco de plasma de argón es bajo, con entalpía y capacidad de corte limitadas. Esto da como resultado una reducción del 25% en el espesor de la sangría en comparación con el corte con aire.
Además, la tensión superficial del metal fundido es mayor en un ambiente protegido con argón, aproximadamente un 30% más que en un ambiente con nitrógeno, lo que genera más problemas de escoria. Incluso si se utiliza una mezcla de argón y otros gases, la escoria tiende a adherirse. Como resultado, rara vez se utiliza argón puro para el corte por plasma.
- Hidrógeno
El hidrógeno se utiliza comúnmente como gas auxiliar en combinación con otros gases. Por ejemplo, el popular gas H35 (35% en volumen de hidrógeno, el resto es argón) es uno de los gases más eficaces en el corte por arco de plasma, que debe gran parte de su poder al hidrógeno.
El hidrógeno aumenta significativamente el voltaje del arco, lo que da como resultado un chorro de plasma de alta entalpía. Cuando se combina con argón, la capacidad de corte del chorro de plasma mejora significativamente.
El argón y el hidrógeno se utilizan habitualmente como gases de corte para materiales metálicos de más de 70 mm de espesor. Al comprimir aún más el arco de plasma de argón + hidrógeno con un chorro de agua, se puede lograr una mayor eficiencia de corte.
- Nitrógeno
El nitrógeno es un gas de trabajo de uso común. Cuando se opera con un voltaje de suministro más alto, el arco de plasma de nitrógeno muestra una mejor estabilidad y una mayor energía del chorro en comparación con el argón.
Al cortar materiales con alta viscosidad de metal líquido, como acero inoxidable y aleaciones a base de níquel, la cantidad de escoria en el borde inferior del corte es mínima.
El nitrógeno se puede utilizar solo o en combinación con otros gases. Por ejemplo, a menudo se utiliza nitrógeno o aire como gas de trabajo en el corte automático.
Estos dos gases se han convertido en el estándar para el corte a alta velocidad de acero al carbono.
En algunos casos, el nitrógeno también se utiliza como gas de partida para el corte por arco de plasma de oxígeno.
- Oxígeno
El oxígeno puede aumentar la velocidad de corte del acero con bajo contenido de carbono.
El uso de oxígeno para cortar da como resultado modos de corte imaginativos, como el corte con llama.
Un arco de plasma de alta temperatura y alta energía da como resultado una velocidad de corte más rápida, pero debe combinarse con el uso de electrodos resistentes a la oxidación a alta temperatura y protección antiimpacto para extender la vida útil del electrodo durante el proceso del arco.
- Aire
El aire contiene aproximadamente un 78 % de nitrógeno en volumen, lo que hace que el corte con aire sea un método creativo para cortar escoria y nitrógeno. El aire también contiene aproximadamente un 21% de oxígeno.
Debido a la presencia de oxígeno, cortar acero con bajo contenido de carbono con aire también es muy rápido. Además, el aire es el gas de trabajo más rentable.
Sin embargo, cuando se utiliza solo el corte con aire, pueden surgir problemas como la adhesión de la escoria, la oxidación del corte y la acumulación de nitrógeno.
Además, la corta vida útil del electrodo y la boquilla también afectará la eficiencia del trabajo y aumentará los costos de corte.
5) Altura de la boquilla
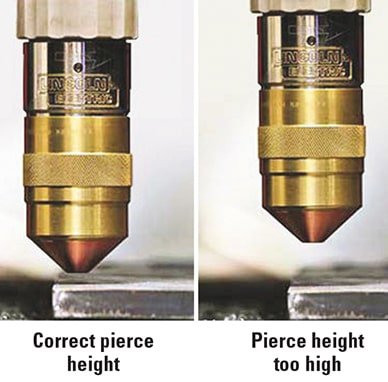
La altura de la boquilla se refiere a la distancia entre la cara extrema de la boquilla y la superficie de corte y es un componente de la longitud total del arco.
Normalmente, la distancia varía de 4 a 10 mm.
Al igual que con el electrodo, es fundamental mantener una altura de boquilla adecuada para maximizar la eficiencia del corte por arco de plasma. De lo contrario, la eficiencia y la calidad del corte se reducirán o la boquilla de corte podría quemarse.
Debido a que el corte por arco de plasma generalmente utiliza fuentes de alimentación con corriente constante o características externas de caída pronunciada, la corriente permanece relativamente sin cambios incluso cuando aumenta la altura de la boquilla. Sin embargo, esto da como resultado un aumento en la longitud del arco y un aumento correspondiente en el voltaje del arco, mejorando así la potencia del arco. Al mismo tiempo, la mayor longitud del arco expuesto al medio ambiente también da como resultado una mayor pérdida de energía de la columna del arco.
Estos dos factores a menudo entran en conflicto entre sí, lo que reduce la energía de corte efectiva y la capacidad de corte. Esto a menudo se indica por una fuerza de soplado del chorro de corte debilitada, un aumento de escoria residual en la parte inferior del corte, una fusión excesiva y un borde superior redondeado.
Además, el diámetro del chorro de plasma se expande a medida que sale de la boquilla y al aumentar la altura de la boquilla se obtendrá un corte más amplio. Por lo tanto, es ventajoso elegir la altura de boquilla más baja posible para mejorar la velocidad y la calidad del corte.
Sin embargo, si la altura de la boquilla es demasiado baja, puede producirse el fenómeno de doble arco.
Cuando se utiliza una boquilla cerámica externa, la altura de la boquilla se puede ajustar a cero, con la cara extrema de la boquilla en contacto directo con la superficie de corte, lo que resulta en un mejor rendimiento.
5) Poder del arco
Para lograr el corte por arco de plasma a alta presión, las boquillas de corte se diseñan con un diámetro más pequeño, una longitud de canal más larga y un enfriamiento mejorado, lo que aumenta la corriente que pasa a través de la sección efectiva de la boquilla, lo que resulta en un aumento en la densidad de potencia del arco. .
Sin embargo, esto también aumenta la pérdida de potencia del arco. Como resultado, la potencia efectiva real para el corte es menor que la potencia de salida de la fuente de alimentación, con una tasa de pérdida típicamente entre el 25% y el 50%.
Algunos métodos, como el corte por plasma con agua comprimida, tienen una tasa de pérdida de energía más alta, lo que debe tenerse en cuenta al diseñar los parámetros del proceso de corte o calcular los costos de corte.
Por ejemplo, la mayoría de las placas metálicas utilizadas en la industria tienen menos de 50 mm de espesor. El corte por arco de plasma convencional en este rango de espesor generalmente da como resultado un corte con una parte superior ancha y una parte inferior estrecha, lo que disminuye la precisión del tamaño de la incisión y aumenta la cantidad de procesamiento posterior.
Cuando se utiliza el arco de plasma de oxígeno y nitrógeno para cortar acero al carbono, aluminio y acero inoxidable, la perpendicularidad del borde final es mejor al aumentar el espesor del material en el rango de 10 a 25 mm. Sin embargo, cuando el espesor de la placa es inferior a 1 mm, el error del ángulo de incisión aumenta de 3 a 4 grados a 15 a 25 grados a medida que disminuye el espesor de la placa.
Se cree que este fenómeno es causado por una entrada de calor desequilibrada desde el chorro de plasma a la superficie de corte, lo que significa que la liberación de energía del arco de plasma en la parte superior del corte es mayor que en la parte inferior. Este desequilibrio energético está estrechamente relacionado con varios parámetros del proceso, como el grado de compresión del arco de plasma, la velocidad de corte y la distancia entre la boquilla y la pieza.
Aumentar el grado de compresión del arco puede alargar el chorro de plasma de alta temperatura y crear un área de alta temperatura más uniforme, y aumentar la velocidad del chorro puede reducir la diferencia de ancho entre la parte superior e inferior de la incisión.
Sin embargo, la sobrecompresión de la boquilla convencional a menudo conduce a un arco doble, que no sólo consume el electrodo y la boquilla, sino que también disminuye la calidad del corte.
Además, una velocidad de corte demasiado alta y una altura de boquilla demasiado grande pueden provocar un aumento del ancho del hueco.
6) Contracción del electrodo
El término "contracción interna" se refiere a la distancia entre el electrodo y la cara extrema de la boquilla de corte. Mantener una distancia adecuada permite una buena compresión del arco en la boquilla de corte, lo que da como resultado un arco de plasma con energía concentrada y alta temperatura para un corte efectivo.
Si la distancia es demasiado pequeña o demasiado grande, el electrodo se quemará excesivamente, la boquilla de corte se quemará y se reducirá la capacidad de corte. La contracción interna típica es de 8 a 11 mm.
Selección de electrodos y polaridad:
El electrodo utilizado en el corte por arco de plasma debe tener una baja pérdida de combustión para garantizar la estabilidad del proceso de corte. El tungsteno, que tiene un alto punto de fusión, todavía tiene una pérdida de combustión significativa y no puede garantizar un proceso de corte estable.
Agregar una pequeña cantidad de elementos de bajo potencial de ionización, como el torio, al tungsteno reduce significativamente la pérdida por combustión del electrodo de torio y tungsteno. Esto se debe a que el electrodo de torio y tungsteno tiene una fuerte emisión térmica de electrones, lo que hace que la mayor parte de la energía en la cara del extremo del electrodo escape en forma de electrones, lo que reduce la temperatura de la cara del extremo del electrodo.
Además, el electrodo de torio y tungsteno tiene un efecto débil sobre el oxígeno, lo que reduce su pérdida debido a la combustión a alta temperatura. El electrodo de torio y tungsteno de uso común contiene entre 1,5% y 2,5% de torio. Sin embargo, el torio es radiactivo, por lo que los electrodos no radiactivos de tungsteno de cerio o tungsteno de lantano se utilizan ampliamente como alternativas.
En el corte por arco de plasma, se utiliza comúnmente la polaridad directa, conectando la varilla de tungsteno de torio al electrodo negativo y la pieza de trabajo al electrodo positivo. Esto beneficia la emisión térmica de electrones, estabiliza la combustión del arco isoeléctrico y reduce la pérdida por combustión del electrodo.
Método de corte
Además de la forma general de métodos de corte por plasma, las formas derivadas incluyen el corte por plasma por compresión de agua.
Los métodos más utilizados son el corte por plasma general y el corte por plasma de aire.
corte general
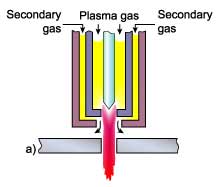
El corte por plasma general no requiere gas de protección, ya que el gas de trabajo y el gas de corte se expulsan a través de la misma boquilla. Al iniciar el arco se expulsa un pequeño flujo de gas iónico como medio de ionización. Durante el proceso de corte también se expulsa una corriente de aire para retirar el metal fundido.
corte de aire
En general, el corte por plasma de aire utiliza aire comprimido como gas ionizante. Este método es económico y tiene una fuente conveniente de gas. El aire comprimido se calienta, se descompone y se ioniza en el arco, creando oxígeno que corta el metal y produce una reacción química exotérmica que acelera la velocidad de corte. El plasma de aire completamente ionizado tiene una alta entalpía, lo que genera una gran energía de arco y una velocidad de corte rápida.
Equipo de corte
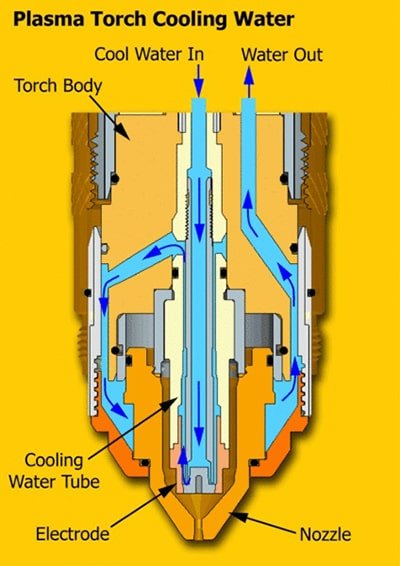
El sistema de corte por plasma consta principalmente de una unidad de suministro de gas, una unidad de agua, una fuente de alimentación y un soplete de corte. La antorcha enfriada por agua también requiere una unidad de enfriamiento por agua circulante.

(1) Unidad de suministro de aire
El equipo principal del dispositivo de suministro de aire para el corte por arco de plasma de aire es un compresor de aire con una potencia de más de 1,5 kW y la presión de aire requerida está entre 0,3 y 0,6 MPa. Si se requiere un gas diferente, se puede utilizar gas envasado después de la descompresión.
(2) Fuente de alimentación
Para el corte por plasma, se utiliza una fuente de alimentación de CC con una caída pronunciada o una característica de corriente constante. Para garantizar un efecto satisfactorio de estabilización y arranque del arco, el voltaje sin carga de la fuente de alimentación es generalmente el doble que el voltaje del arco. Una fuente de alimentación de recorte típica tiene un voltaje sin carga de 350-400 V.
(3) Pistola de corte
El diseño de la pistola de corte depende del nivel actual de la pistola de corte. Para pistolas de corte con potencia inferior a 60 A, normalmente se utiliza un marco enfriado por aire, mientras que para las de más de 60 A, se utiliza un marco enfriado por agua. El electrodo de la pistola de corte puede estar hecho de tungsteno puro, tungsteno de torio, varilla de campana de tungsteno o un electrodo incorporado. El tungsteno fundido es un material de electrodo preferido porque es fácil de usar y puede cortar todo tipo de materiales no metálicos.
Protección de seguridad

La parte inferior de una instalación de corte por plasma debe estar equipada con un tanque de agua. Durante el proceso de corte, la pieza debe sumergirse en agua para minimizar la toxicidad del humo para la salud humana.
Es importante evitar la exposición visual directa al arco de plasma durante el corte con plasma. Se deben usar gafas de seguridad y una mascarilla para evitar quemaduras en los ojos y la piel debido a la luz intensa del arco.
El corte con plasma genera una gran cantidad de gases tóxicos, por lo que una ventilación adecuada y el uso de máscaras filtrantes multicapa son cruciales para minimizar la exposición.
Además, es importante usar ropa protectora, como una toalla, guantes y protección para los pies, durante el corte por plasma para evitar quemarse la piel con las chispas.
Es importante tener en cuenta que la alta frecuencia y la radiación electromagnética generada por el oscilador de alta frecuencia durante el corte por plasma pueden tener efectos nocivos en el cuerpo, y algunos practicantes veteranos han informado síntomas de infertilidad. Aunque las comunidades médica e industrial no han llegado a una conclusión definitiva al respecto, sigue siendo aconsejable tomar medidas de protección.
Cómo elegir la máquina cortadora por plasma C NC
1. Precio
Al considerar la compra de una cortadora de plasma, es importante tener en cuenta el factor presupuesto. Ignorar el presupuesto puede resultar en elegir un producto que se salga del presupuesto, incluso si cumple con las especificaciones deseadas.
Actualmente, las cortadoras de plasma se dividen en dos categorías: nacionales e importadas. Los cortadores de plasma domésticos tienen tres especificaciones: baja, media y alta, y generalmente son aceptables para la mayoría de los usuarios.
Las cortadoras de plasma importadas son mucho más caras y sus precios son varias veces o incluso decenas de veces superiores a los de los competidores nacionales. Los consumibles como boquillas de corte y electrodos también son más caros.
Aunque los cortadores de plasma importados ofrecen mejores resultados de corte en comparación con los modelos nacionales de la misma especificación, su alto costo y gastos continuos pueden dificultar su aceptación por parte de muchas empresas.
2. Espesor de corte

No importa el tipo de plasma utilizado, tiene su propio rango de tamaño de corte ideal. Es comúnmente sabido que el plasma de baja potencia es más adecuado para cortar láminas delgadas. Sin embargo, si la potencia del plasma es demasiado alta, no es adecuado para cortar láminas finas.
En la actualidad, el corte por plasma nacional 40-60A se usa ampliamente para cortar placas de acero de menos de 2 mm, mientras que el plasma importado se usa ocasionalmente pero en cantidades limitadas debido a su alto costo. Es importante tener en cuenta que para láminas de acero de menos de 2 mm, solo las máquinas de corte por plasma de escritorio de alta velocidad son adecuadas y otros modelos, como los portátiles y los de pórtico, no.
Si la placa de acero tiene un espesor superior a 2 mm, no está restringida y se puede cortar utilizando máquinas portátiles o de pórtico. Para chapas de acero de entre 2-16 mm se pueden utilizar máquinas portátiles y de pórtico. Sin embargo, para espesores de 25 mm o más, sólo son adecuadas las máquinas de pórtico.
3. Materiales de corte
Es ampliamente conocido entre el personal involucrado en el procesamiento de metales que el corte por plasma es el método preferido para cortar acero inoxidable y otros materiales de aleación. Por otro lado, las láminas de acero al carbono se cortan principalmente mediante el método de oxicorte. Por eso, cuando se trata de acero inoxidable, es imprescindible contar con una máquina de corte por plasma. No se puede cortar mediante el método de oxicorte.
Ventajas de la máquina de corte por plasma NC
1. Mejor calidad de corte
La calidad del corte se ve afectada principalmente por factores como la escoria, la zona afectada por el calor, el filete superior y el ángulo de corte. Entre estos, el corte por plasma supera al corte por llama en términos de escoria y zona afectada por el calor, ya que no hay escoria residual en el borde de las piezas cortadas con plasma y la zona afectada por el calor es significativamente más pequeña.
2. esperma
El proceso de plasma implica el uso de gas cargado a alta temperatura para fundir el metal y alejar el material fundido de la superficie de corte. Por otro lado, el oxicorte utiliza la reacción química entre el oxígeno y el acero para cortar, dando como resultado la producción de escoria o escoria de óxido de hierro.
Debido a estas diferencias en tecnología, el corte por plasma produce menos espuma y la espuma adherida es más fácil de eliminar. Esta espuma se puede eliminar fácilmente sin trituración ni procesamiento adicional, lo que reduce el tiempo requerido para el procesamiento secundario. Esto da como resultado una mayor productividad ya que se requieren menos operaciones de rectificado.
3. Zona afectada por el calor
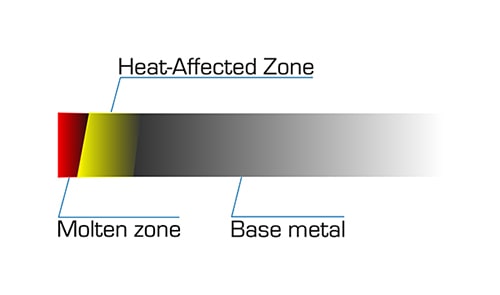
El tamaño de la zona afectada por el calor (ZAT) es un factor crítico en el corte de metales. Cuando el metal se expone a altas temperaturas, puede cambiar su estructura química, provocando que el borde se oscurezca (adquiera un color templado) y se deforme. Si no se retira el borde calentado, es posible que la pieza no sea adecuada para la soldadura secundaria.
La velocidad a la que se mueve la antorcha impacta directamente el tamaño de la zona afectada por el calor. El corte por plasma es conocido por su rápida capacidad de corte, lo que da como resultado una zona afectada por el calor más pequeña, lo que reduce el tiempo necesario para el procesamiento secundario para eliminar el borde calentado.
Los usuarios de oxicorte también pueden notar el color del fuego. Aunque la zona afectada por el calor no es visible desde el exterior, el color del temple sí se puede ver y puede cambiar el color del metal. Al igual que con la zona afectada por el calor, el corte rápido por plasma da como resultado un área más pequeña de color del fuego.
4. Mayor productividad
Con velocidades de perforación y corte por plasma CNC hasta 8,5 veces más rápidas que el corte por llama, se pueden lograr importantes ganancias de productividad, sin mencionar el ahorro de tiempo en precalentamiento y procesamiento secundario.
5. Menor costo por pieza
A la hora de evaluar costes, es fundamental distinguir entre costes operativos y coste por pieza o metro. Para determinar el costo real de cortar una pieza, es importante considerar varios factores, como el costo operativo por metro y el costo por pieza.
El costo operativo por metro se calcula dividiendo el costo total de corte por hora por la longitud total que se puede cortar en una hora. Los costos involucrados en el corte incluyen consumibles, electricidad, gas, mano de obra y gastos de sostenibilidad. Por otro lado, el costo por pieza se determina multiplicando la longitud total de corte requerida para producir una pieza por el costo operativo por metro.
Debido a que el sistema de corte por plasma funciona más rápido, es capaz de producir más piezas en un tiempo determinado, lo que reduce significativamente el costo por pieza. Para el corte manual, es recomendable calcular el coste de cada trabajo o tarea para evaluar con precisión el ahorro de costes. El costo del trabajo se puede calcular multiplicando el costo operativo por hora por el tiempo total requerido para completar la tarea.
Al considerar el oxicorte, es necesario tener en cuenta el tiempo de precalentamiento y el tiempo extendido para el procesamiento secundario, ya que estos se suman al tiempo total requerido para completar el trabajo.
6. Mayor rentabilidad
El menor coste por pieza del sistema de plasma redunda directamente en una mayor rentabilidad. Cada pieza cortada con este método puede generar un ahorro de costes, aumentando así el margen de beneficio. Cuanto mayor sea el número de piezas que se pueden cortar por hora, mayor será el aumento general de los beneficios.
7. Más fácil de usar
Para quienes utilizan el corte con llama, se necesita tiempo y práctica para dominar el ajuste de los parámetros químicos de la llama y el mantenimiento del equilibrio químico de la llama. Por otro lado, la serie Powermax de Hypertherm opera con aire comprimido, eliminando la necesidad de mezclar o regular gases.

Si está utilizando un sistema de plasma mecánico CNC o una consola de gas automática, todos los parámetros están preestablecidos por el fabricante y no es necesario realizar un ajuste manual del gas.
Además, el sistema de plasma portátil Powermax tiene capacidad de corte por arrastre, lo que permite al operador mover el soplete a lo largo de la superficie metálica sin tener que mantener una distancia específica, un aspecto crucial en el corte con llama.
Además, los sistemas de corte por plasma son más fáciles de usar, ya que sus dispositivos de control simples facilitan a los operadores aprender y cortar de acuerdo con patrones y patrones, especialmente aquellos con curvas. La facilidad de uso se debe a la falta de ajuste de gas y capacidad de corte por arrastre.
8. Mayor flexibilidad
El sistema de plasma es capaz de cortar cualquier metal conductor, incluido acero inoxidable, aluminio, cobre y latón, mientras que la máquina de corte por llama se limita a cortar acero con bajo contenido de carbono únicamente mediante la reacción química entre el oxígeno y el hierro. El sistema de plasma también es versátil y puede utilizarse para planificar, marcar o incluso cortar metal oxidado, pintado o apilado.
Además, el sistema de plasma es capaz de cortar ranuras o cortar mallas de acero, lo que supone un desafío para el corte con llama.
9. Mayor seguridad
El combustible utilizado en el oxicorte es una mezcla de oxígeno y gas, siendo los combustibles más utilizados acetileno, propano, MAPP, propileno y gas natural. Entre ellos, el acetileno es el más utilizado ya que produce una temperatura de llama más alta y una velocidad de perforación más rápida en comparación con otros. «Sin embargo, el acetileno es un gas inestable y muy inflamable, muy sensible a las altas presiones, temperaturas e incluso a la electricidad estática. Una explosión de acetileno puede causar decenas de miles de dólares en daños a la propiedad y provocar lesiones graves a los transeúntes.
Por otro lado, algunos sistemas de plasma, como la serie Powermax de Hypertherm, funcionan con aire comprimido y no requieren el uso de gases inflamables. Los sistemas de plasma HPR y HSD de Hypertherm también pueden utilizar una variedad de gases, incluidos aire, oxígeno y nitrógeno, que son más estables y no requieren un tratamiento especial.
Cabe señalar que todas las formas de corte térmico producen algo de olor y ruido, pero las máquinas de corte por agua y los sistemas de corte por plasma CNC pueden reducir significativamente el olor y el ruido producidos. Por otro lado, el oxicorte no debe realizarse bajo el agua debido al riesgo de explosión.
Garantía de seguridad en el funcionamiento de la máquina de corte por plasma.
(1) Los operadores deben usar equipo de protección, incluidas máscaras, guantes de soldadura, gorros, máscaras con filtro de polvo y protectores auditivos con aislamiento acústico. Está estrictamente prohibido mirar directamente al arco de plasma sin usar gafas protectoras y la piel desnuda no debe entrar en contacto con el arco de plasma.
(2) Al cortar, el operador debe pararse del lado donde sopla el viento, ya que esto puede reducir el área de entrada de aire debajo de la mesa.
(3) Si el voltaje sin carga es demasiado alto durante el corte, verifique la tierra eléctrica, la conexión a tierra y el aislamiento del cable del soplete. Aísle el banco del suelo o instale un disyuntor de descarga en el sistema de control eléctrico.
(4) El generador de alta frecuencia debe estar equipado con un escudo. El circuito de alta frecuencia debe cortarse inmediatamente después de que se genere el arco de alta frecuencia.
(5) El uso de electrodos de torio y tungsteno deberá cumplir con el artículo JGJ33-2001 del 12.7.8.
(6) El personal involucrado en las operaciones de corte debe usar equipo de protección de acuerdo con las regulaciones y tomar medidas de seguridad para evitar descargas eléctricas, caídas desde altura, intoxicación por gas e incendios.
(7) Las máquinas de soldar eléctricas utilizadas en el lugar deben estar protegidas de la lluvia, la humedad y el sol y equipadas con equipos contra incendios.
(8) Al soldar o cortar a gran altura, se debe abrochar el cinturón de seguridad, se deben tomar medidas de prevención de incendios alrededor y debajo de las áreas de soldadura y corte, y se debe asignar un supervisor designado.
Mantenimiento diario de la máquina de corte por plasma.
1. Monte el soplete de corte correctamente

Asegúrese de una instalación correcta y cuidadosa del soplete de corte para garantizar un ajuste adecuado de todas las piezas y un flujo adecuado de gas refrigerante y aire. Coloque todos los componentes sobre un trozo de franela limpio para evitar que se pegue suciedad.
2. Las piezas consumibles deben reemplazarse a tiempo antes de que se dañen por completo.
Las piezas consumibles no deben reemplazarse después de que estén completamente dañadas porque los electrodos, boquillas y anillos de vórtice muy desgastados pueden producir un arco de plasma incontrolable, que fácilmente puede causar daños graves al soplete de corte.
Por lo tanto, cuando se nota por primera vez una disminución en la calidad del corte, se deben inspeccionar los consumibles de inmediato.
3. Limpiar la rosca de conexión del soplete.
Al reemplazar piezas consumibles o realizar mantenimiento e inspección diarios, es necesario asegurarse de que las roscas internas y externas del soplete de corte estén limpias. Si es necesario, se deben limpiar o reparar las roscas de conexión.
4. Limpiar la superficie de contacto entre el electrodo y la boquilla.
En muchos sopletes de corte, la superficie de contacto entre la boquilla y el electrodo es una superficie de contacto cargada. Si hay suciedad en estas superficies de contacto, el soplete de corte no funcionará correctamente.
5. Verifique el gas y el gas refrigerante todos los días.
Compruebe el flujo y la presión del gas y del aire de refrigeración todos los días. Si el caudal es insuficiente o hay una fuga, apagar la máquina inmediatamente para eliminar la avería.
6. Evite daños por colisión con el soplete
Para evitar daños por colisión al soplete de corte, es necesario programarlo correctamente y evitar sobrecargar el sistema. La instalación de un dispositivo anticolisión puede prevenir eficazmente daños al soplete durante una colisión.
7. Las causas más comunes de daños en el soplete de corte.
① Colisión del soplete de corte.
② Arco de plasma destructivo debido a daños a los consumibles.
③ Un arco de plasma destructivo causado por la suciedad.
④ Arco de plasma destructivo causado por piezas sueltas.
8.Precauciones
① No lubrique el soplete de corte.
② No abuse del lubricante para anillos de sellado.
③ No rocíe productos químicos a prueba de salpicaduras mientras la cubierta protectora todavía esté en el soplete de corte.
④ No utilice un soplete de corte manual como martillo.
Precauciones de funcionamiento de la máquina cortadora por plasma
1.1 Para reducir el consumo de energía y mejorar la vida útil de la boquilla y el electrodo, se debe utilizar corte de “baja calidad” al cortar piezas más delgadas.
1.2 Cuando el interruptor de “selección de espesor de corte” está configurado en “alta calidad”, se debe utilizar corte sin contacto (excepto en casos especiales) y se debe preferir el soplete de corte con agua.
1.3 Cuando es necesario cambiar el interruptor de “selección de espesor”, primero se debe apagar el interruptor de alimentación del host para evitar daños a las piezas.
1.4 Al instalar, desmontar o mover el host, primero se debe apagar la fuente de alimentación para evitar accidentes.
1,5 El interruptor de encendido de la máquina principal debe apagarse antes de poder instalar y retirar los accesorios y componentes del host (como el soplete, el cable de tierra de corte, el electrodo, la boquilla, el distribuidor, la tapa de presión, la cubierta protectora, etc.). Evite abrir repetida y rápidamente el interruptor de la antorcha para evitar daños al sistema de arco o componentes relacionados.
1.6 Cuando sea necesario iniciar el corte con arco desde la mitad de la pieza, se puede perforar y cortar directamente acero inoxidable de hasta 20 mm de espesor.
El método es como sigue:
Coloque el soplete en el punto inicial de la costura de corte y coloque el eje de la boquilla del soplete en un ángulo de aproximadamente 75° con respecto al plano de la pieza de trabajo. Luego encienda el interruptor del soplete de corte para comenzar a perforar el arco.
Al mismo tiempo, ajuste lentamente el ángulo entre el eje de la boquilla y la superficie de la pieza de trabajo hasta que la pieza cortada se ajuste a 90°.
Después de cortar la pieza de trabajo, se puede cortar normalmente a lo largo de la dirección de la costura de corte.
Sin embargo, si el espesor es mayor que el anterior, es necesario perforar un orificio pequeño (diámetro no limitado) en el punto inicial del corte para comenzar a realizar el corte en arco desde el orificio pequeño. De lo contrario, es fácil dañar la boquilla del soplete de corte.
1.7 La unidad principal tiene una tasa de trabajo continuo del 70 % (cuando el interruptor de “selección de espesor de corte” está configurado en un nivel bajo, el trabajo continuo puede estar cerca del 100 %).
Si el tiempo de trabajo continuo es demasiado largo y la temperatura del motor principal es demasiado alta, el sistema de protección de temperatura se apagará automáticamente y deberá enfriarse durante unos 20 minutos antes de que pueda continuar funcionando.
1.8 Si la presión del aire comprimido es inferior a 0,22 MPa, el equipo entrará inmediatamente en estado de apagado protector.
En este momento, es necesario renovar el sistema de suministro de gas. Después de solucionar el problema, la presión se puede volver a 0,45 MPa.
1.9 Si la fuente de alimentación de entrada trifásica está desfasada, el motor principal no funcionará correctamente y se iluminará la luz roja de “indicación de pérdida de fase” en algunos modelos.
Es necesario eliminar la falla antes del corte normal.
1.10 Para máquinas enfriadas por agua, el tanque de agua debe llenarse con agua del grifo y debe conectarse el enchufe de alimentación de la bomba de agua.
1.11 Coloque el interruptor de encendido en la posición de "inicio". Si el indicador de “presión de aire insuficiente” está encendido, ajústelo a 0,45 MPa según sea necesario, luego el indicador debería estar apagado. El sentido de giro del ventilador debe corresponder al sentido de la señal. La dirección de la bomba de agua del enfriador de agua también debe cumplir con los requisitos; de lo contrario, se encenderá la luz indicadora de "presión de agua insuficiente" y se deberá ajustar la fase de alimentación de entrada.
1.12 Según el espesor de la pieza de trabajo, gire el interruptor de "selección de espesor de corte" a la posición correspondiente y seleccione el soplete de corte adecuado. El soplete de corte tiene diferentes especificaciones, de pequeño a grande, según el rango de uso. No exceda el rango de corriente nominal o se dañará. Coloque el soplete de corte en el punto inicial de corte de la pieza de trabajo y presione el interruptor del soplete. Si la antorcha no se enciende una vez, presione el interruptor de la antorcha nuevamente. La apertura del arco se realiza con éxito y comienza el corte.
1.13 Cada cuatro a ocho horas de operación (el intervalo de tiempo depende de la sequedad del aire comprimido), se debe aflojar el tornillo de drenaje del “reductor de presión del filtro de aire” para drenar el agua acumulada, a fin de evitar que entre agua excesiva al máquina o antorcha de corte y causar fallas.
1.14 Cuando el sistema de refrigeración por agua tiene mala circulación, el motor principal estará en estado de apagado protector. En este momento, debe verificarse y resolverse de acuerdo con los métodos descritos en los capítulos correspondientes. Una vez que la presión del agua vuelve a la normalidad, se puede seguir utilizando el soplete de corte enfriado por agua.
1.15 Cuando se trabaja en un ambiente frío, es importante tener en cuenta que cuando la temperatura ambiente está por debajo del punto de congelación, no se debe utilizar el método de refrigeración por agua para cortar. De lo contrario, el sistema de refrigeración por agua circulante no funcionará correctamente y el soplete de corte con refrigeración por agua podría dañarse.
Preparación antes de la operación.
2.1 Luego de conectar el equipo (preste especial atención al cable de tierra de seguridad), verifique cuidadosamente y continúe con la siguiente operación si todo es normal.
2.2 Cierre el interruptor de fuente de alimentación para suministrar energía al host. Nota: La corriente CA de entrada es de aproximadamente 65 A, que no debe ser demasiado pequeña; de lo contrario, el host no podrá funcionar correctamente. Verifique si el ventilador del motor principal cumple con los requisitos; de lo contrario, ajuste la fase de potencia de entrada hasta que la dirección de dirección sea consistente.
2.3 Gire el "interruptor de encendido/apagado" del host a la posición "encendido". En este momento, la luz del “indicador de encendido” debería estar encendida. Sin embargo, la luz “indicador de falta de fase” no debe estar encendida; de lo contrario, la fuente de alimentación trifásica tendrá un fenómeno de pérdida de fase, que debe ser verificado y resuelto.
Nota: Si la carcasa del motor principal no está conectada correctamente al cable de tierra de seguridad, el indicador de pérdida de fase puede mostrar resultados erróneos.
2.4 Suministre aire al motor principal y coloque los interruptores de “prueba de gas” y “corte” en la posición de “prueba de gas”. En este momento, se debe expulsar aire comprimido desde la boquilla del soplete de corte. Después de una prueba de tres minutos, la luz roja de "presión de aire insuficiente" no debería encenderse.
Compruebe si el valor de indicación del manómetro en el “reductor del filtro de aire” no debe ser inferior a 0,42 MPa. De lo contrario, indica que la presión de la fuente de aire es inferior a 0,45 MPa o el flujo es inferior a 300 L/min. También podría ser que la tubería de suministro de aire sea demasiado pequeña y la caída de presión del aire sea demasiado grande.
Si hay problemas arriba, verifíquelos y resuélvalos. Además, preste atención a si el “reductor de presión del filtro de aire” está desequilibrado. Si es así, habría que reajustarlo.
El método de ajuste es el siguiente:
Gire la manija en el sentido de las agujas del reloj para aumentar la presión; de lo contrario, disminuirá. Ajuste el valor de indicación en el manómetro a 0,42 MPa. Si el suministro de aire es normal, la luz indicadora de "presión de aire insuficiente" se apagará. En este momento, coloque el interruptor de “corte” y “prueba de gas” en la posición de “corte”.
3.1 Corte manual sin contacto:
3.1.1 Haga contacto el rodillo del soplete de corte con la pieza de trabajo y ajuste la distancia entre la boquilla y el plano de la pieza de trabajo a 3-5 mm (cuando la máquina principal esté cortando, ajuste el interruptor de "selección" grueso "para un nivel alto).
3.1.2 Encienda el interruptor del soplete de corte para encender el arco de plasma. Después de cortar la pieza de trabajo, muévase en la dirección de corte a velocidad media. La velocidad de corte es: el corte es la premisa, que debe ser rápido y no lento. Demasiado lento afectará la calidad de la incisión e incluso romperá el arco.
3.1.3 Después del corte, apague el interruptor del soplete y el arco de plasma se extinguirá. En este momento, se expulsará aire comprimido para enfriar el soplete de corte. Después de unos segundos, la pulverización se detendrá automáticamente. Retire el soplete de corte y complete todo el proceso de corte.
3.2 Corte por contacto manual:
3.2.1 Cuando el interruptor de “selección de espesor” está en velocidad baja, se puede utilizar al cortar láminas delgadas en una sola máquina.
3.2.2 Coloque la boquilla del soplete en el punto inicial de la pieza de trabajo a cortar, encienda el interruptor del soplete, encienda el arco de plasma, corte la pieza de trabajo y muévase uniformemente a lo largo de la dirección de la costura de corte.
3.2.3 Después de cortar, abra y cierre el interruptor del soplete. En este momento, todavía se está expulsando aire comprimido. Después de unos segundos, la pulverización se detendrá automáticamente. Retire el soplete de corte y complete todo el proceso de corte.
3.3 Corte Automático:
3.3.1 El corte automático es principalmente adecuado para cortar piezas gruesas. Seleccione la posición del interruptor de “selección de espesor”.
3.3.2 Después de retirar el rodillo del soplete de corte, el soplete de corte está firmemente conectado a la máquina de corte semiautomática y hay piezas de conexión en los accesorios adjuntos.
3.3.3 Conecte la fuente de alimentación de la máquina de corte semiautomática e instale el riel guía o la varilla radial de acuerdo con la forma de la pieza de trabajo (si el riel guía se usa para corte lineal, si se corta el arco circular o circular, el se debe seleccionar la varilla de radio).
3.3.4 Si se retira el enchufe del interruptor de la antorcha, reemplace el enchufe del interruptor del control remoto (incluido en los accesorios suministrados).
3.3.5 Ajustar la velocidad de marcha según el espesor de la pieza. Los interruptores de “marcha atrás” y “avance” de la máquina cortadora semiautomática están colocados en la dirección de corte.
3.3.6 Ajuste la distancia entre la boquilla y la pieza de trabajo a 3 ~ 8 mm y ajuste la posición central de la boquilla al rango inicial de la costura de corte de la pieza de trabajo.
3.3.7 Encienda el control remoto. Después de cortar la pieza de trabajo, encienda el interruptor de la máquina cortadora semiautomática para cortar. En la etapa inicial de corte, debe prestar atención a la costura de corte en cualquier momento y ajustarla a la velocidad de corte adecuada. Y preste atención a si las dos máquinas funcionan con normalidad en algún momento.
3.3.8 Después de cortar, apague el control remoto y el botón de encendido de la máquina cortadora semiautomática. Hasta ahora, se completa todo el proceso de corte.
3.4 Corte circular manual:

Según el material y el grosor de la pieza de trabajo, seleccione el modo de corte de máquina única o de máquina paralela y elija el método de corte correspondiente. Atornille la barra transversal en el orificio para tornillos en el soporte del soplete de corte.
Si la longitud de una parte no es suficiente, se puede conectar a la longitud del radio requerida una por una. Después de eso, la distancia entre la punta del soplete de corte y la boquilla se puede ajustar de acuerdo con la longitud del radio de la pieza de trabajo (considere el ancho de la ranura).
Cuando se complete el ajuste, apriete el tornillo de fijación superior para evitar que se afloje y afloje el tornillo moleteado de la jaula.
En este punto, la pieza de trabajo se puede cortar en forma redonda.






