
Este es un manual de operación completo para la máquina cortadora de viga oscilante, que también es una máquina cortadora hidráulica muy popular.
Características estándar de la máquina cortadora hidráulica
La guillotina hidráulica fue diseñada para cortar láminas de metal-acero, con una capacidad basada en resistencia de lámina de 450N/mm2.
Ajuste el grosor de la placa si está cortando otros materiales con diferentes resistencias.
La máquina tiene una estructura de placa soldada, que proporciona una operación fácil y un rendimiento confiable.
El corte se realiza mediante presión hidráulica y el retorno se controla mediante un cilindro de gas nitrógeno, que ayuda a proteger la máquina contra sobrecargas.
La máquina puede equiparse con un sistema de visualización digital o un sistema de control numérico según la petición del cliente.
También se proporciona un indicador de holgura de la hoja para realizar ajustes cómodos y rápidos.
La máquina está equipada con un dispositivo de alineación de iluminación y la carrera de corte se puede ajustar para mejorar la eficiencia del corte de placas estrechas.
Además, se proporcionan brazos de soporte delanteros y un tope trasero. El cuentakilómetros trasero es transferible mecánicamente y su posición puede visualizarse numéricamente o controlarse mediante un controlador NC mediante codificadores, con microajuste mediante volante. Los brazos de soporte delanteros están equipados con reglas.
Se proporciona una bola de soporte de material rodante en la mesa de trabajo para minimizar la desviación del pescado con barras de placa y reducir la resistencia a la fricción.
Se ha instalado una valla de seguridad para garantizar un funcionamiento seguro.
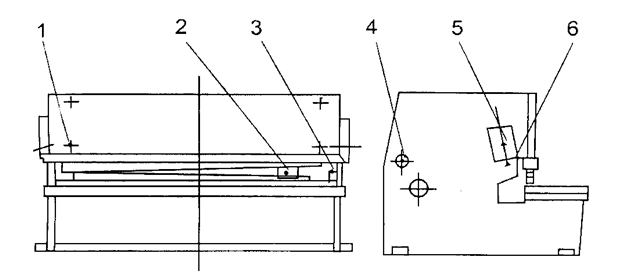
La estructura de la máquina cortadora hidráulica.
Máquina f Rama
La placa soldada de acero de alta rigidez tiene dos cilindros fijados al poste vertical izquierdo y derecho.
Se instala una tabla de cortar en la mesa de trabajo para un ajuste conveniente de la tabla de cortar inferior, asegurando que el espacio entre las tablas de cortar superior e inferior esté alineado. También se instala una bola de alimentación en la mesa de trabajo para una operación rápida y conveniente.
Marco de corte
La placa soldada de alta rigidez se apoya en el casquillo excéntrico (9) y es impulsada por los cilindros izquierdo y derecho y el cilindro de carrera para completar el proceso de corte mediante repetición pendular. (Ver Figura 1). La superficie vertical del soporte del corte superior está curvada para mantener la alineación del espacio entre el corte superior y el corte bajo.
Dispositivo de presión (calma)
Consta de cilindros de alimentación a presión instalados en la placa de soporte delante del bastidor de la máquina. El flujo de aceite hacia el cilindro de alimentación bajo presión crea una presión que empuja hacia abajo contra la fuerza de tracción del resorte de tensión (18), sujetando firmemente la placa de presión. Una vez finalizado el corte, los cilindros se restablecen mediante la fuerza de tracción del resorte tensor. La presión aumenta con el espesor de la placa. (Ver figura 3)
Medidor delantero y medidor trasero
Medidor frontal:
La mesa de trabajo está equipada con una pantalla de válvula en la regla, lo que le permite ajustar la barra móvil a la válvula deseada. El corte de placas de acero delgadas se puede realizar cómodamente con el calibre frontal. El tope trasero (ver figura 5) está fijado a la placa cortada y se mueve hacia arriba y hacia abajo con ella.
El medidor trasero se ajusta mediante un motor de 0,55 Kw, que reduce el par a través de un engranaje y acciona la varilla de control. Al presionar el botón “+” o “-”, el medidor se puede ajustar hacia adelante o hacia atrás. Si no se puede lograr la válvula deseada mediante ajuste mecánico, se puede girar el volante (50) para obtener la válvula requerida, haciendo que el ajuste del tope posterior sea conveniente y confiable.
El rango estándar del tope trasero es de 20 a 750 mm. Si la longitud de la tabla de cortar es mayor que la distancia máxima del tope trasero, el tope trasero (43) se puede quitar a su posición mínima y la tabla se puede levantar usando la superficie inclinada del marco de soporte (47), permitiendo el corte. cualquier longitud de tabla. (Ver figura 4)




Instalación de máquina cortadora hidráulica.
Embalaje/Envío de máquina cortadora hidráulica.
Todas las máquinas que salen de fábrica vienen empaquetadas con un brazo cuadrado y un panel de pie atado al protector de mano. Las herramientas de trabajo y el manual de funcionamiento están embalados en una caja.
Todas las superficies expuestas de la máquina están recubiertas con un inhibidor de óxido que se puede eliminar fácilmente con queroseno o disolvente.
Cortadora hidráulica de elevación
Utilice únicamente cables de acero aprobados y seguros para levantar esta máquina desde los dos puntos de elevación ubicados a ambos lados de la máquina. (Ver Figura 5)

Base
Todas nuestras cizallas están diseñadas para instalarse sobre cimientos. Consulte el dibujo de cimentación adjunto para obtener más detalles.
Instalación
Esta máquina cortadora hidráulica debe estar correctamente nivelada para un rendimiento de corte óptimo. Esto se puede lograr utilizando un indicador de nivelación de alta calidad en el área de fijación de la placa.
Antes de nivelar, asegúrese de tener cinco placas base (que miden al menos 150 x 150 x 9 mm) colocadas debajo de las patas de la máquina para evitar que los tornillos niveladores penetren en el piso de concreto.
Una vez que la máquina esté nivelada, asegure su posición llenando el espacio debajo y alrededor de sus pies con una mezcla de mortero de cemento.
Instalación eléctrica
Asegúrese de que la fuente de alimentación local sea compatible con esta máquina cortadora hidráulica antes de conectar cualquier fuente de alimentación eléctrica.
Conecte el cable de alimentación al lado inferior izquierdo del panel eléctrico. Algunas máquinas pueden requerir un cable neutro.
El diagrama eléctrico de la máquina cortadora hidráulica.
Aquí están los dibujos:
Diagrama eléctrico
4.1 Los siguientes pasos deben ser realizados por personal especializado y son responsabilidad del propietario.
- Verifique la placa de identificación de la máquina cortadora hidráulica y asegúrese de que su cableado coincida con la potencia disponible en sus instalaciones.
- Si la potencia requerida no cumple con las especificaciones de la máquina, comuníquese con su proveedor de electricidad para obtener ayuda.
- Asegúrese de que la fuente de alimentación de la máquina esté protegida por fusibles para que pueda desconectarse completamente para su reparación.
- Consulte los dibujos eléctricos adjuntos, ya que diferentes controladores pueden tener diagramas diferentes.
4.2 Todos los botones de operación están fijados al panel de control frontal, con excepción del pedal SF. Los símbolos para cada función se muestran encima de los botones.
Los pasos para operar el sistema de visualización digital son los siguientes:
- Abra la puerta de la caja eléctrica y encienda los interruptores QF1 y QF2 para encender la máquina. Cierre la caja eléctrica.
- Presione el botón de la llave SA1 para encender el circuito de control. La luz HL1 se iluminará para indicar que la máquina está encendida.
- Presione los botones SB4 o SB5 para mover el medidor trasero hacia adelante o hacia atrás.
- La posición del tope trasero se muestra en el indicador mecánico de SICK. Los finales de carrera SQ3 y SQ4 se instalan en las carreras máxima y mínima del tope trasero, con un rango de recorrido estándar de 20 mm a 750 mm.
- Presione el botón de iluminación SB3 para encender el motor de la bomba, que se puede escuchar funcionando.
- Utilice el botón SA3 para seleccionar el modo de corte, manual o automático.
- La luz de iluminación está indicada por SA4. Gire a 1 para empezar a contar y a 0 para dejar de contar.
Sistema hidráulico
Limpiar el aceite hidráulico.
Limpiar el aceite hidráulico en el sistema hidráulico es extremadamente importante. La limpieza del tanque de aceite es crucial.
Al cambiar el aceite hidráulico, es necesario quitar la tapa del tanque de aceite. Limpie el fondo del tanque con una toalla (no use hilo de algodón) y luego lave con gasolina limpiadora o queroseno.
Debido a las limitaciones de la tapa del tanque, es posible que el brazo no llegue al final del tanque. En tales casos, envuelva la toalla alrededor de un bambú o un palo para limpiar cada rincón.
Para eliminar el aceite sucio, afloje el tapón con fugas o la válvula de freno.
Utilice una toalla de limpieza para secar completamente los lados y el fondo del tanque hasta que esté limpio.
Si es necesario, envuelva un paño alrededor de la costura de soldadura o las áreas difíciles de limpiar para eliminar la suciedad y luego vuelva a colocar la cubierta.
Elija aceite hidráulico
El índice de viscosidad del aceite hidráulico corresponde a su viscosidad media a 40°C. Si el sistema hidráulico funciona a presión y temperatura más altas y a una velocidad más lenta, se debe elegir un índice de viscosidad más alto.
Se recomienda utilizar aceite hidráulico antidesgaste con clasificación ISO VG46# (viscosidad media de 46 mm2/s a 40°C). Si la máquina va a funcionar a temperaturas inferiores a 5°C durante un período prolongado, se recomienda utilizar aceite hidráulico con clasificación ISO VG32#.
No se recomienda utilizar la máquina a temperaturas muy bajas (inferiores a -5°C), pero si es necesario, se debe detener la máquina durante un tiempo. Si es necesario, se puede instalar un calentador de aceite en el circuito.
En condiciones normales de funcionamiento, la temperatura del aceite no debe exceder los 70°C. Si es necesario, se puede instalar un enfriador de aceite.
llenar el aceite
El aceite utilizado debe estar limpio. Apriete la tuerca del filtro de aire y llénelo a través del filtro de aire.
Si está utilizando un equipo de llenado de filtro, puede abrir la tapa del tanque de aceite y llenarlo directamente.
Observe el indicador de aceite, cuando el ariete se detiene en el punto muerto superior, el aceite hidráulico debe llenar entre el 80 y el 90 % de los espacios intermedios.
Arrancar la máquina y dejarla primero en ralentí, luego operarla a máxima carrera para expulsar las posibles burbujas de aire en el circuito hidráulico.
Dibujo esquemático hidráulico
La regla de funcionamiento del sistema hidráulico es la siguiente:
El marco de recorte cae:
Cuando se activa la válvula de descarga magnética 3, la bomba 2 extrae aceite hidráulico, que fluye a través de la válvula de descarga magnética 3 y hacia los sellos y el área superior del cilindro de aceite principal. El pistón de retención baja para presionar la placa metálica contra la fuerza del resorte y la presión del aceite comienza a aumentar.
Cuando la presión alcanza la presión del gas nitrógeno en el cilindro de carrera, el marco de corte baja para cortar.
La estructura de corte devuelve:
Cuando el marco de corte alcanza el punto muerto inferior, el hierro magnético YV1 de la válvula de descarga magnética 3 pierde potencia debido a un interruptor de límite, y el marco de corte se eleva debido a la presión del cilindro de gas nitrógeno.
Al mismo tiempo, el aceite en la zona superior del cilindro principal regresa al tanque de aceite a través de la válvula de descarga magnética.
El pistón de retención también se eleva debido a la fuerza del resorte y el aceite regresa al tanque de aceite a través de la válvula de descarga magnética 3.
Cuando el marco de corte alcanza el punto muerto superior, se completa un ciclo de corte.
6. Equipo de control estándar
| botón de inicio | Para arrancar el motor principal y el circuito de control. |
|---|---|
| botón Detener | Para detener el funcionamiento del motor principal y del circuito de control. |
| Interruptor selector de modo Auto/Man | Seleccionar modo de trabajo |
| En modo automático | -Un paso sobre el pedal, el marco de corte seguirá cortando. |
| -Puedes controlar el corte sólo con el pedal. | |
| En modo manual | -Un paso sobre el pedal, el marco de corte solo realizará un corte. |
| -Ajustar la carrera de corte volviendo a colocar el mando giratorio en el panel. | |
| Pedal | Empuje para ordenar que la cuchilla de corte baje y suelte para elevar el soporte superior de la cuchilla en modo AUTO. |
| luz de iluminación | Luz de trabajo para iluminar la zona de la cuchilla de corte, que funciona con alimentación monofásica de 220V, 50Hz. |
Ajuste y funcionamiento de la máquina cortadora hidráulica.
Ajuste del espacio entre las cuchillas de la máquina cortadora hidráulica.
El espacio libre de las hojas es crucial tanto para la calidad del corte como para la vida útil de las hojas. Ajuste de acuerdo con la tabla de ajuste de holgura a continuación.
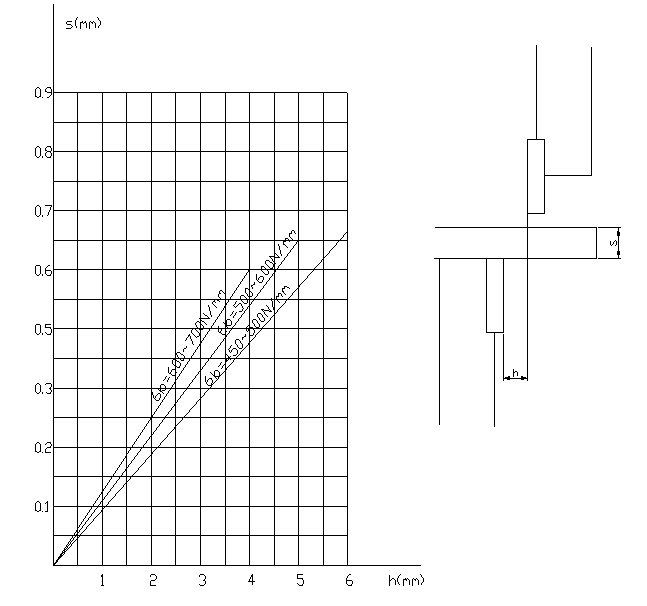
Para ajustar la holgura (ver Figura 2), es necesario aflojar el tornillo de apriete (4), luego girar el volante (3) al valor deseado, que debe calcularse en función del espesor de la placa, y finalmente apretar el tornillo (4).
Hay una válvula de bola (ubicada en el lado derecho de la máquina, fuera del cilindro) que se usa para medir el espacio entre las cuchillas superior e inferior.
Para más detalles: en modo manual, cuando el marco de corte llegue al punto muerto inferior, cierre rápidamente el circuito de aceite, haciendo que el marco de corte permanezca en el punto muerto inferior. Luego, abra lentamente la válvula de bola, haciendo que el marco de corte se eleve paso a paso a lo largo de toda la carrera. Esto le permitirá medir el espacio entre las cuchillas.
Funcionamiento de la máquina cortadora hidráulica.
7.2.1 Preparación de la máquina
(1) Retire el brazo cuadrado y el pedal del área del protector de manos. Fije el brazo escuadrador al lado izquierdo de la mesa de la máquina usando tornillos y los dos orificios laterales. El brazo debe estar cerca del cuadro eléctrico.
(2) Limpie los componentes de cualquier aceite sucio, teniendo cuidado de asegurarse de que la válvula de bola esté en la posición abierta.
(3) Lubrique todas las áreas necesarias.
(4) Llene el tanque de aceite con 200 litros de aceite hidráulico HL46 para cada modelo de máquina de 12 mm.
(5) Conecte el cable de tierra, encienda la alimentación y verifique el funcionamiento de todos los componentes eléctricos.
7.2.2 Arrancar la máquina
(1) Presione el botón 'INICIAR' y suéltelo.
(2) Debe encenderse la luz indicadora de "motor en marcha".
(3) Cambie el selector de modo de 'MAN' a 'AUTO'.
(4) Pise el pedal, haciendo que la estructura de corte descienda y realice un corte.
(5) Si el marco de corte no baja, es probable que el motor esté funcionando en la dirección incorrecta. Apague la alimentación e invierta cualquiera de los cables de dos fases para reiniciar el motor.
(6) El soporte de la hoja superior se elevará y se detendrá cuando alcance el interruptor de límite.
7.2.3 Tope trasero motorizado
(1) La pantalla del tope trasero motorizado debe ajustarse con precisión en fábrica y debe coincidir con la distancia desde la barra del tope trasero hasta el borde cortante.
(2) Presione el botón '+' para traer hacia atrás la barra medidora trasera. La lectura aumentará y se detendrá cuando alcance el interruptor de límite de recorrido máximo L/S 3.
(3) Presione el botón '-' para adelantar la barra medidora trasera. La lectura disminuirá y se detendrá cuando alcance el interruptor de límite de recorrido mínimo L/S 4.
(4) El paralelismo del tope trasero se debe configurar en fábrica, pero se puede calibrar según sea necesario.
(5) Mueva la barra calibradora trasera hacia atrás para quitar el revestimiento antioxidante antes de cortar.
Observación:
(1) La mesa de presión debe encenderse durante el corte y se debe verificar la presión si parece incorrecta. Es posible que sea necesario ajustar la válvula de desbordamiento.
(2) Si se produce algún ruido inusual o sobrecalentamiento del tanque de aceite durante la operación, la máquina debe detenerse inmediatamente. La temperatura del tanque de aceite no debe exceder los 60°C.
Solución de problemas de la máquina cortadora hidráulica
La máquina no puede arrancar
- Verifique la fuente de alimentación de entrada.
- Compruebe si la parada de emergencia está habilitada.
- Verifique la salida del transformador.
La máquina no puede cortar.
- Compruebe si el interruptor de límite está activado.
- Compruebe que el motor gira a la velocidad correcta.
- Compruebe que el cable del pedal no esté roto.
- Compruebe que el microinterruptor del interior del pedal esté funcionando.
Ram castañeteando en movimiento hacia abajo
- La presión de ajuste del contrapeso es demasiado alta
- Simplemente afloje un poco el tornillo de fijación para disminuir el ajuste.
La máquina funciona sola.
- Asegúrese de que el microinterruptor del interior del pedal no esté dañado.
- El cable del pedal puede estar en cortocircuito entre sí.
La falla y resolución del sistema hidráulico.
| Falta | Causa | Resolver |
|---|---|---|
| Sistema hidráulico sin presión y estructura de corte sin acción. | 1. El tapón de la válvula de conmutación magnética tiene una mala conexión. | 1. Inspeccione el enchufe. |
| 2. El núcleo de la válvula está atascado por residuos o se vuelve áspero. Todos los orificios de la válvula de mariposa de la válvula de coincidencia no pueden fluir. | 2. Desmonte la válvula y límpiela. | |
| 1. El marco de corte regresa lentamente o no puede subir a la posición neutral | La presión del gas nitrógeno no es suficiente. | Suministre gas nitrógeno para agregar presión. |
| 2. La acción de cortar la estructura y fijaciones es disarmónica. |
Mantenimiento de maquinas de corte hidraulica
Lubricación y aceite hidráulico
Esta máquina utiliza aceite hidráulico de grado 46 y solo debe rellenarse o reemplazarse con aceite del mismo grado, como por ejemplo:
- FIAT-HTF 46
- ENERGOL HLP46
- ESSO NUTO H46
- SHELL-TELLUS S68
- TOTAL-AZOLLA 46
Programa de lubricación
El aceite hidráulico de esta máquina se debe cambiar después de las primeras 1500 horas de funcionamiento y drenar completamente del tanque de aceite para eliminar cualquier impureza que haya podido ingresar durante el montaje. El filtro de aceite también debe cambiarse y sustituirse por un filtro de aceite del mismo tipo. Posteriormente los cambios de aceite deben realizarse cada 5.000 horas de trabajo.
Además, cada dos semanas se deben lubricar todos los puntos de los niples de lubricación, que se encuentran en el conjunto del medidor trasero.
| No. | Nombre | fluir | Tiempo interno (h) | Tipo y marca |
|---|---|---|---|---|
| 1 | Un punto superior y un punto inferior en cada cilindro de retorno. | Pequeño | dieciséis | aceite lubricante ca ZG-3 GB491-65 aceite mecanico N46GB443-84B |
| dos | Un punto a la izquierda y un punto a la derecha de la tuerca deslizante del tope trasero | Promedio | 8 | |
| 3 | Dos puntos de apoyo para hacer oscilar el marco superior de la cuchilla, uno a la izquierda y otro a la derecha | Pequeño | 24 | |
| 4 | Uno a la izquierda y otro a la derecha del manguito del eje de holgura. | Pequeño | 48 | |
| 5 | Cada punto en el vástago del pistón de los cilindros izquierdo y derecho | Promedio | 8 | 4# litio carbono Q/SY1000-65 |
| 6 | Cada uno en el bloque de llenado de cilindros izquierdo y derecho. | Promedio | 8 |
Observación:
- Mezcle 50% de aceite lubricante a base de calcio con 50% de aceite mecánico para su uso.
- Mezclar 30% de aceite lubricante de Litio-Carbono con 70% de aceite mecánico.
- Reemplace el tanque de aceite una vez cada seis meses.
Reemplazo de la cuchilla de corte
Las hojas de corte superior e inferior son idénticas e intercambiables. Para hacer que el marco de corte baje hasta el punto muerto inferior, use la válvula de bola y apague la máquina.
Primero retire la cuchilla inferior y luego la superior. Afloje todos los pequeños tornillos de retención en el soporte superior de la hoja.
Limpie las cuchillas y el alojamiento/asiento de las cuchillas. Coloque primero la hoja superior y luego la inferior. Si es necesario, apriete los pequeños tornillos de fijación en el soporte superior de la hoja para reducir el juego de la hoja. Recuerde verificar el espacio mínimo y ajustar los pequeños tornillos de fijación para cerrar las cuchillas según sea necesario.
PRECAUCIÓN: Contrate siempre personal calificado y con experiencia para realizar este trabajo, ya que pueden producirse daños a las cuchillas/máquina cizalla o lesiones personales.
Rectificado de cuchillas de corte
La hoja de la cizalla tiene forma rectangular y la hoja superior tiene dos filos de corte, mientras que la hoja inferior tiene cuatro filos de corte. Sólo necesita volver a afilar la hoja después de haber utilizado los dos o cuatro filos.
Al reafilar, recuerde amolar sólo el grosor y no la altura de la hoja. La pérdida del espesor de pulido de las hojas de la cizalla puede resultar en la necesidad de cerrar el portacuchillas superior ajustando el tornillo en el tornillo tensor (al lado de la palanca de liberación rápida de la hoja).
Cuchillas superiores e inferiores
(Dibujos de herramientas Ver dibujos adjuntos)
Construcción principal de la máquina cortadora hidráulica y prevención de seguridad.
¡Observación!
Esta sección solo se aplica a máquinas con requisitos especiales y no debe hacerse referencia a otras máquinas.
Para garantizar la seguridad de las personas y los equipos, diseñamos equipos de seguridad. El operador no debe modificar, retirar o desconectar los equipos de seguridad.
10.1 Haz de luz/haz láser
Hay haz de luz o láser (según petición del cliente). Si el operador bloquea la cortina de luz, el módulo de seguridad se activará y el ariete no podrá moverse hacia abajo para evitar lesiones al operador.
10.2 Rejilla de seguridad
Hay una parrilla de seguridad ubicada en el costado y en la parte trasera de la máquina para mantener al operador alejado de áreas peligrosas. La red de seguridad está conectada al sistema eléctrico a través de un interruptor de seguridad. Si se abre la rejilla de seguridad, el sistema eléctrico se activará y la máquina no podrá funcionar.
10.3 Parada de emergencia
Hay un botón de parada de emergencia ubicado en la estación de control del mango y en la estación de control superior. En caso de error de operación o accidente, presionar el botón de parada de emergencia hará que la máquina detenga todas las acciones.
10.4 Sistema hidráulico
Para evitar caídas peligrosas del ariete, el sistema dispone de una válvula de elevación de seguridad. Los núcleos de la válvula de cambio y de la válvula de elevación de seguridad tienen una señal de verificación. Si el núcleo de la válvula es anormal, la señal de verificación detendrá el sistema eléctrico para evitar lesiones por caída. Si los núcleos de la válvula de cambio y de la válvula de elevación de seguridad no se pueden restablecer, se debe revisar la válvula.
10.5 Solución de problemas
El funcionamiento normal es seguro. Si ocurre un accidente extraño, o durante el mantenimiento o reparación de la máquina, bloquee la rejilla de seguridad, presione el botón de parada de emergencia dentro de los montantes y busque ayuda. Si sus manos o cualquier otra parte del cuerpo quedan atrapadas por el punzón o la chapa, presione el botón de emergencia, verifique el estado y reinicie la máquina. Cambie el modo de funcionamiento a la posición "pulgada", luego presione el botón de retorno de la manija y el ariete regresará, permitiéndole retirar las piezas sujetas.







