
Sólo en los últimos años la tecnología de corte por láser de fibra ha comenzado a utilizarse ampliamente en la industria.
Muchas empresas se han dado cuenta de las ventajas de los láseres de fibra.
Con el desarrollo de la tecnología de corte, el corte por láser de fibra se ha convertido en una de las tecnologías más avanzadas de la industria.
En 2014, los láseres de fibra superaron a los láseres de CO 2 y ocuparon la mayor parte del mercado de fuentes láser.

Las técnicas de corte por plasma, llama y láser son tres métodos comunes de corte térmico, mientras que el corte por láser puede lograr la mejor calidad de corte, especialmente para cortes finos y borrado de orificios con una relación diámetro-espesor inferior a 1:1.
Por lo tanto, la tecnología de corte por láser es también la primera opción para el corte fino.
El corte por láser de fibra ha atraído gran atención en la industria porque proporciona la velocidad y la calidad de corte que se pueden lograr mediante el corte por láser de CO2 , lo que reduce significativamente los costos operativos y de mantenimiento.
Mercado y tendencias de máquinas de corte por láser
Actualmente, existen 2 tipos principales de máquinas de corte por láser para el corte de chapa en la industria de procesamiento de chapa.
Una es una máquina de corte por láser de CO 2 que se convirtió a partir de un láser industrial hace unos 25 años, y la otra es una máquina de corte por láser de fibra que se convirtió oficialmente a partir de un láser industrial hace unos 10 años.
Del número de máquinas de corte por láser vendidas en el mercado de equipos de chapa metálica de China en los últimos años, las máquinas de corte por láser de CO2 representan el 40% y las máquinas de corte por láser de fibra representan el 60%.
Aunque esencialmente el 100% de las cortadoras láser vendidas en el mercado en 2007 fueron cortadoras láser de CO 2 , sabemos que las cortadoras láser de fibra han cobrado impulso en los últimos años y están ganando aceptación en el mercado y el número de unidades vendidas está aumentando gradualmente.
Láser de fibra versus láser de fibra Láser de CO2
Aunque la tendencia actual del mercado favorece las cortadoras láser de fibra, ¿son realmente las cortadoras láser de fibra la mejor opción?
Debido a las diferentes características físicas del láser de CO2 y del láser de fibra, el proceso de procesamiento del láser difiere entre los dos.
Por supuesto, los dos tienen sus propias fortalezas y debilidades, y cada uno tiene ventajas y desventajas según el objeto que se procese.
C longitudes medias
El láser de CO 2 es un haz de gas que se obtiene excitando moléculas de dióxido de carbono y su longitud de onda es de 10,6 μm, mientras que el láser de fibra es un láser sólido que se obtiene colocando un compuesto cristalino de Yb (iterbio) como medio en la fibra óptica e irradiando los cristales con un haz de luz y su longitud de onda es de 1,08 μm .
Las características físicas de las diferentes longitudes de onda tienen un impacto significativo en las características de procesamiento de las dos.
El concepto original del láser de fibra fue reconocido porque era un láser que podía propagarse a través de fibras.
La razón por la que es capaz de propagarse a través de fibra óptica es precisamente por su longitud de onda de 1,08 μm.
transmisión láser
La ventaja de utilizar fibras ópticas para la propagación es la larga vida útil de los componentes ópticos y la alta confiabilidad y los bajos requisitos de mantenimiento.
Las máquinas de corte por láser de CO2 transmiten luz láser desde el oscilador hasta el punto de procesamiento con la ayuda de una lente reflectante, generalmente en una trayectoria óptica aislada del aire exterior.
Aunque el interior del camino óptico está lleno de aire libre de polvo común y objetos extraños, la superficie del reflector puede cubrirse de suciedad incluso después de un uso prolongado y es necesario limpiarlo.
Además, el reflector se desgastará debido a la absorción de pequeñas cantidades de energía láser y será necesario reemplazarlo.
Para transmitir el láser desde el oscilador al punto de procesamiento, se utilizan múltiples reflectores para ajustar el ángulo de reflexión del láser.
Por lo tanto, mantener operaciones adecuadas requiere una cierta cantidad de habilidades técnicas y de gestión.
Sin embargo, con las cortadoras láser de fibra, el láser se transmite a través de una sola fibra desde el oscilador hasta el punto de procesamiento. Esta fibra se denomina comúnmente fibra guía de luz.
Como no se necesitan componentes ópticos como reflectores y el láser se transmite a través de una fibra conductora de luz aislada del aire exterior, el láser es prácticamente invisible.
En sentido estricto, sin embargo, el láser se transmite repetidamente a la periferia de la fibra óptica, de modo que la propia fibra óptica se agota en cierta medida. Sin embargo, durará mucho más en comparación con los reflectores utilizados en las cortadoras láser de CO2 .
Además, si la ruta de transmisión está por encima de la curvatura mínima de la fibra guía, la ruta se puede determinar libremente, facilitando el ajuste y el mantenimiento.

Generación láser
Los dos también se diferencian en el proceso de generación del láser (construcción del oscilador láser).
Un oscilador láser de CO 2 genera un láser colocando un gas mezclado con CO 2 en el espacio de descarga. Para garantizar el funcionamiento adecuado de la longitud de resonancia derivada de la potencia de salida del láser, se colocan componentes ópticos dentro del oscilador, que deben limpiarse y reemplazarse periódicamente.
Por el contrario, los osciladores de láser de fibra generan el láser dentro de la fibra y están aislados del aire exterior sin componentes ópticos. Por lo tanto, hay poca necesidad de mantenimiento regular. El ciclo de mantenimiento para la limpieza está fijado en aproximadamente 4.000 horas para los osciladores láser de CO 2 y aproximadamente 20.000 horas para los osciladores láser de fibra.
Las ventajas antes mencionadas hacen que las cortadoras láser de fibra sean más duraderas y más fáciles de mantener.
Consumo de energia
Además, podemos compararlos en términos de costos operativos como el consumo de energía.
Los osciladores láser de CO2 tienen una tasa de conversión fotoeléctrica de aproximadamente el 10-15%, mientras que los osciladores láser de fibra tienen una tasa de conversión de aproximadamente el 35-40%. Esta alta tasa de conversión fotoeléctrica de las cortadoras láser de fibra da como resultado un menor consumo de energía de los dispositivos de enfriamiento, como los enfriadores, ya que se convierte menos energía eléctrica en disipación de calor.
Aunque el oscilador de una cortadora láser de fibra requiere una gestión de la temperatura de enfriamiento más precisa que un oscilador de CO2 , aproximadamente entre 1/2 y 2/3 de la capacidad de enfriamiento de un oscilador láser de CO2 es suficiente para una cortadora láser de fibra con la misma potencia de salida del láser.
Por lo tanto, una máquina de corte por láser de fibra puede funcionar con aproximadamente 1/3 del consumo de energía de una máquina de CO. 2 máquinas de corte por láser. Esto la convierte en una máquina de corte por láser de alta eficiencia energética.
Diferencias en las características de procesamiento.
Velocidad cortante
Existe una diferencia significativa entre los láseres de CO 2 y los láseres de fibra en su procesamiento, debido principalmente a la diferencia en sus respectivas longitudes de onda.
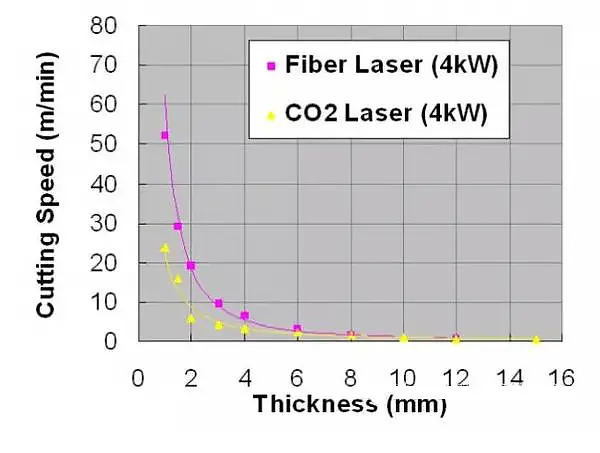
Comparación de la velocidad de procesamiento entre la máquina de corte por láser de CO2 y la máquina de corte por láser de fibra al procesar acero inoxidable.
Ambos láseres tienen una potencia de 4kW.
Se puede ver que la máquina cortadora por láser de fibra es capaz de procesar de 2 a 3 veces la velocidad de corte de la máquina cortadora por láser de CO2 en el área de un espesor de lámina de 4,0 mm o menos.
¿Por qué hay una diferencia tan grande en la velocidad de procesamiento incluso con la misma potencia de salida?
En primer lugar, la diferencia puede atribuirse a las grandes diferencias en la tasa de absorción de energía láser en materiales metálicos.
Debido a las diferentes propiedades físicas de la materia, la absorción de energía luminosa en diferentes longitudes de onda de luz es diferente. Por ejemplo, el acero inoxidable tiene una tasa de absorción de aproximadamente el 12% para los láseres de CO2 , mientras que los láseres de fibra tienen una tasa de absorción de aproximadamente el 35%, que es aproximadamente tres veces mayor.
Esta alta tasa de absorción da como resultado un tiempo muy corto para que el láser convierta la energía luminosa en energía térmica y funda el material metálico después de la irradiación, lo que permite un proceso de corte muy rápido.
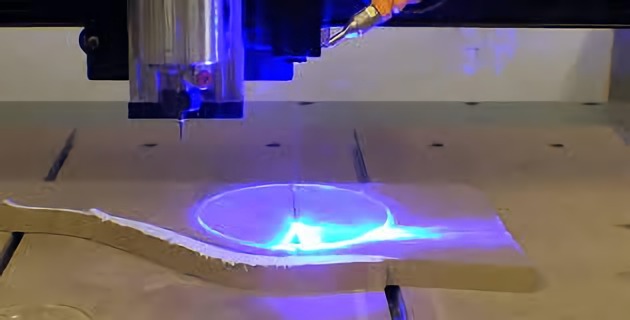
Si desea cortar vidrio de cuarzo con un cortador láser, puede utilizar un cortador láser de CO2 , pero no un cortador láser de fibra.
Esto se debe a que el vidrio de cuarzo absorbe la longitud de onda de un láser de CO 2 , pero no la de un láser de fibra, que la atraviesa.
Además, al cortar materiales altamente reflectantes como el aluminio y el cobre, el corte por láser de fibra tiene una ventaja sobre el corte por láser de CO2 debido al principio de que los materiales metálicos absorben mejor la longitud de onda del láser de fibra.
Al comparar la velocidad de procesamiento de materiales de acero inoxidable, se puede ver que las dos velocidades son esencialmente las mismas para espesores de lámina superiores a 6,0 mm.
Técnicas de corte
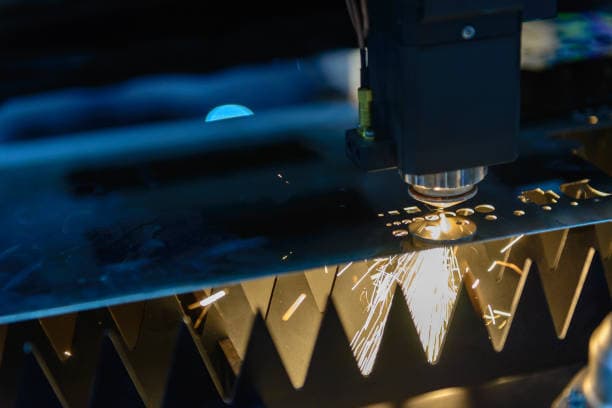
Al cortar con láser, es más importante considerar cómo eliminar el metal fundido de manera eficiente que cómo fundir el metal instantáneamente.
Durante el corte por láser, se inyecta un gas auxiliar (generalmente nitrógeno, oxígeno, etc.) en el punto de procesamiento mientras el láser se dirige al material para lograr las condiciones de procesamiento ideales.
Se utilizan diferentes gases auxiliares para diferentes materiales de corte. La función principal del gas auxiliar es aislar el metal fundido de la parte inferior del material.
Para láminas gruesas, se requiere un gas auxiliar para lograr condiciones de corte ideales, aislando el metal fundido de la parte inferior del material y, en última instancia, aumentando la velocidad de procesamiento.
Sin embargo, en términos de área de procesamiento y calidad de corte, las máquinas de corte por láser de CO 2 generalmente se consideran superiores.

Han pasado aproximadamente 30 años desde la introducción de las máquinas láser de CO 2 en la industria y se han estudiado minuciosamente sus características, lo que les permite procesar una amplia gama de materiales, desde láminas finas hasta gruesas. Además, la tecnología de procesamiento ha alcanzado tal madurez que puede garantizar una cierta calidad de procesamiento.
No sólo hemos desarrollado la tecnología de procesamiento para cortar varias formas, sino también para garantizar una cierta rugosidad de la superficie de corte.
Sin embargo, garantizar la calidad del corte con máquinas de corte por láser de fibra todavía presenta algunos desafíos. En particular, para productos procesados con máquinas de corte por láser de fibra y con un espesor de placa superior a 3,0 mm, habrá algunas pequeñas partículas visibles adheridas a la parte inferior de la superficie de corte que son difíciles de eliminar, conocidas como espuma. La superficie de corte también es más rugosa en comparación con la de las máquinas de corte por láser de CO 2 . Este fenómeno es causado por la alta propiedad de absorción de los materiales metálicos.
Durante el procesamiento con láser, el láser se refleja en la superficie del material y el metal se funde y se cae. Cuando un láser de fibra se refleja en una superficie metálica con altas tasas de absorción, se produce una retroabsorción, lo que derrite el metal en la superficie de corte y da como resultado una sección de corte rugoso después del corte.

Muestra cortada mediante máquina de corte por láser CO 2 (acero inoxidable 20 mm)
La calidad del procesamiento es uno de los elementos difíciles de cuantificar, por lo que muchos clientes no le prestan mucha atención a la hora de elegir una cortadora láser.
Sin embargo, el problema de la escoria mencionado anteriormente está relacionado con la calidad del procesamiento.
Las máquinas de corte por láser de fibra se pueden utilizar para controlar los costos incluso a altas velocidades. Después del proceso de corte por láser, si hay un proceso posterior como la eliminación de espuma, el costo total del procesamiento será aproximadamente el mismo que el de una máquina de corte por láser de CO2 .
Por lo tanto, es necesario prestar más atención a la calidad de procesamiento de la cortadora láser.

Cinemática de la máquina de corte por láser.
Aunque utilicé los conceptos de láseres de fibra y láseres de CO 2 para hacer una comparación, ¿es suficiente confiar únicamente en esto al elegir una cortadora láser?
La comparación de la fibra óptica y el CO 2 se refiere a los osciladores que constituyen una cortadora láser. En el sistema de composición de una máquina de corte por láser, también hay ejes motrices X, Y, Z. El rendimiento y el control del movimiento de estos ejes motrices también son factores importantes.
Las máquinas de corte por láser pueden procesar formas complejas, como agujeros, cuñas y protuberancias de formas irregulares, así como agujeros redondos, cuadrados y rectangulares.
Por lo tanto, no importa qué tan rápida sea la velocidad de mecanizado, si el rendimiento cinemático del eje de accionamiento XY, que determina la forma a mecanizar, es bajo, es imposible acortar el tiempo de corte.
Si la velocidad de procesamiento es de 40 m/min con una máquina láser de fibra y de 20 m/min con una máquina de corte por láser de CO 2 , el tiempo de procesamiento de la máquina de láser de fibra no será necesariamente el doble de rápido que el de la máquina de corte por láser de CO 2 y el de procesamiento. El tiempo de la máquina de corte por láser de CO 2 no será necesariamente la mitad de rápido al procesar una determinada forma, especialmente si la forma de mecanizado es compleja y el número de agujeros es alto.
Para mostrar claramente la diferencia en la velocidad de procesamiento, es necesario mejorar el rendimiento cinemático del eje de transmisión, especialmente la capacidad de aceleración y desaceleración durante el procesamiento de corte.
Capacidades combinadas de máquinas de corte por láser.
Con un alto rendimiento de aceleración y desaceleración, se requiere una estructura fuerte y muy rígida para soportar su rendimiento cinemático. Para mantener la precisión del procesamiento del producto, es necesario tener una estructura interna que pueda controlar movimientos elevados.
Maximizar la capacidad de procesamiento láser del oscilador requiere un aumento en la capacidad general de la máquina de corte por láser, incluido el eje motor.
Debido a que los componentes de una cortadora láser de fibra son relativamente simples, es posible construir una cortadora láser de fibra de cierta calidad sin tecnología de procesamiento láser al considerar el diseño y la fabricación de una cortadora láser.
Además, muchos componentes de una máquina cortadora por láser de fibra están disponibles en el mercado, y la capacidad de procesamiento de una cortadora fabricada ensamblando estos componentes también es buena. Ésta es una de las razones por las que ha habido una reciente proliferación de fabricantes que fabrican y venden cortadoras láser de fibra.
Sin embargo, las máquinas de corte por láser de CO2 requieren muchas técnicas de procesamiento, como la transmisión láser, por lo que es fácil que se produzcan diferencias en las características y el rendimiento entre los fabricantes de máquinas de corte por láser.
Un verdadero fabricante de máquinas de corte por láser debe tener tecnología madura y capacidad para diseñar y fabricar máquinas de corte por láser de CO 2 , así como la tecnología de procesamiento acumulada en la producción de máquinas de corte por láser de CO 2 que se puedan utilizar para diseñar y fabricar máquinas de corte por láser de fibra. .

Aunque la precisión y la calidad del mecanizado son difíciles de expresar numéricamente, la mejor opción es una máquina de corte por láser que pueda mantener constantemente un alto nivel de precisión y calidad, así como un alto rendimiento cinemático. Sin embargo, es necesario tomar una decisión racional basada en los materiales de procesamiento.
Si el material a procesar es delgado, el volumen de producción es alto y desea controlar los costos de procesamiento, una cortadora láser de fibra es la mejor opción. Sin embargo, si en muchos casos se requiere un espesor superior a 6,0 mm o se requiere una determinada calidad de procesamiento, una máquina de corte por láser de CO 2 es más adecuada.
Se requieren operaciones de seguimiento separadas y el costo total de procesamiento es muy alto cuando se realiza manualmente. Al seleccionar una máquina de corte por láser, realice evaluaciones exhaustivas no solo del proceso láser, sino también de su producto y fabricación.
Las ventajas de la revelación con láser de fibra F C
La tecnología proporciona la velocidad y la calidad de corte que puede lograr el corte por láser de dióxido de carbono, al tiempo que reduce significativamente el costo de mantenimiento y operación.
La ventaja más importante de la tecnología de corte de fibra es su eficiencia energética. Por cada unidad de energía en el sistema de reducción de dióxido de carbono, la tasa de utilización general real es de aproximadamente entre el 8% y el 10%. A cambio, el usuario puede esperar una mayor eficiencia energética con el sistema de corte por láser de fibra, que oscila entre el 25% y el 30%.
En otras palabras, el consumo total de energía del sistema de corte de fibra es aproximadamente de 3 a 5 veces menor que el del sistema de corte de dióxido de carbono, lo que resulta en un aumento de la eficiencia energética a más del 86%.
Los láseres de fibra tienen características de longitud de onda corta que aumentan la absorción del haz por parte del material de corte y pueden cortar materiales como latón, cobre y materiales no conductores. Un haz más enfocado produce un enfoque más pequeño y una profundidad focal más profunda, lo que permite que el láser de fibra óptica corte rápidamente materiales delgados y corte más eficientemente materiales de espesor medio.
Al cortar materiales de hasta 6 mm de espesor, la velocidad de corte de un sistema de corte por láser de fibra de 1,5 kW es equivalente a la de un sistema de corte por láser de dióxido de carbono de 3 kW. Como el costo operativo del corte de fibra es menor que el de los sistemas de corte de dióxido de carbono comunes, esto puede entenderse como un aumento en la producción y una disminución en el costo comercial.

También hay cuestiones de mantenimiento a considerar. El sistema láser de CO2 requiere un mantenimiento regular, incluido el mantenimiento y la calibración del reflector, así como un mantenimiento regular de la cavidad resonante. Sin embargo, la solución de corte por láser de fibra prácticamente no requiere mantenimiento.
El sistema de corte por láser de CO2 requiere CO2 como gas láser y, debido a los problemas de pureza del gas CO2 , la cavidad puede contaminarse y requerir una limpieza regular. Un sistema de dióxido de carbono de un kilovatio cuesta al menos 20.000 dólares al año. Además, muchas reducciones de CO2 requieren turbinas de flujo axial de alta velocidad para suministrar gas láser, y las turbinas requieren mantenimiento y renovación.
Finalmente, en comparación con los sistemas de corte de CO2 , las soluciones de corte de fibra son más compactas y tienen menos impacto en el medio ambiente, requieren menos refrigeración y reducen significativamente el consumo de energía. Las características de menor mantenimiento y mayor eficiencia hacen que los sistemas de corte por láser de fibra óptica sean más respetuosos con el medio ambiente y emitan menos dióxido de carbono que los sistemas de corte por láser de CO2 .
Los láseres de fibra tienen una amplia gama de aplicaciones, que incluyen comunicación por láser de fibra, construcción naval industrial, fabricación de automóviles, procesamiento de chapa metálica, grabado láser, equipos médicos y más. A medida que la tecnología continúa desarrollándose, la gama de aplicaciones de los láseres de fibra se amplía.
Láser de CO 2 versus láser de fibra: ¿cuál es mejor?
láser de fibra
Definición de láser de fibra:
Un láser de fibra es un tipo de láser que utiliza fibra de vidrio dopada con elementos de tierras raras como medio de ganancia. Los láseres de fibra se pueden desarrollar basándose en amplificadores de fibra.
Principio del láser de fibra:
Bajo la acción de la luz de la bomba, se puede formar una alta densidad de potencia en la fibra óptica, lo que provoca la "inversión del número de partículas" del nivel de energía láser del material de trabajo con láser. Cuando el circuito de retroalimentación positiva (que forma un resonador) se agrega correctamente, se puede generar una salida de oscilación láser.
Aplicaciones del láser de fibra:
Los láseres de fibra tienen una amplia gama de aplicaciones, que incluyen comunicación láser de fibra, comunicación láser espacial a larga distancia, construcción naval industrial, fabricación de automóviles, grabado láser, marcado láser, corte láser, rodillos de impresión, perforación/corte/soldadura de metales y no metales. (soldadura fuerte, temple, recubrimiento y soldadura profunda), seguridad militar y de defensa nacional, instrumentos y equipos médicos y construcción de infraestructura a gran escala, así como la fuente de bombeo de otros láseres.
Tipos de láser de fibra:
Los láseres de fibra se pueden clasificar de varias maneras, entre las cuales los métodos más comunes incluyen la clasificación por modo de trabajo, ancho de banda y elementos de tierras raras dopados dieléctricos.
Los láseres de fibra se pueden clasificar de varias formas, entre ellas:
Por modo de trabajo:
- Láser de fibra continua (utilizado para corte por láser, soldadura y revestimiento)
- Láser de fibra casi continuo (utilizado para soldadura por puntos, soldadura por costura, perforación)
- Láser de fibra pulsada (utilizado para micromecanizado de materiales, bisturí, microscopio, medición láser)
Por rango de banda:
- Láser de fibra de infrarrojo medio (utilizado para fuentes láser médicas y guía láser)
- Láser de fibra verde (utilizado para diagnóstico por imágenes médicas y proyección holográfica)
Por elementos de tierras raras dopados:
- Láser de fibra dopada con iterbio (utilizado para procesamiento industrial, tratamiento médico y defensa nacional)
- Láser de fibra dopada con erbio (utilizado para monitoreo ambiental con láser)
- Láser de fibra dopado con Tm (utilizado para corte fino con láser y hemostasia con láser)
Los láseres suelen recibir nombres según una o más de estas categorías.
Los láseres de fibra tienen una amplia gama de aplicaciones y las diferentes subdivisiones de láseres tienen características distintas y campos de aplicación adecuados. Por ejemplo:
- El rango de infrarrojo medio es seguro para los ojos humanos y puede ser absorbido fuertemente por el agua, lo que lo convierte en una fuente de láser médico ideal.
- La fibra dopada con erbio se utiliza ampliamente en el campo de las comunicaciones por fibra óptica debido a su longitud de onda adecuada.
- El láser verde es imprescindible en el entretenimiento y la proyección debido a su visibilidad.
Un diagrama de aplicación de la clasificación de subdivisión de láser correspondiente a las industrias relevantes puede resultar útil para identificar usos adecuados para tipos específicos de láseres.
CO2 yo aser
Un láser de CO2 es un tipo de láser molecular y es uno de los láseres de onda continua (CW) de alta potencia más comunes. Su material principal son las moléculas de dióxido de carbono.
La estructura principal de un láser de CO2 incluye un tubo láser, un resonador óptico, una fuente de alimentación y una bomba. Su característica principal es la alta potencia de salida y el funcionamiento continuo, pero la estructura es compleja y el láser es grande y difícil de mantener.
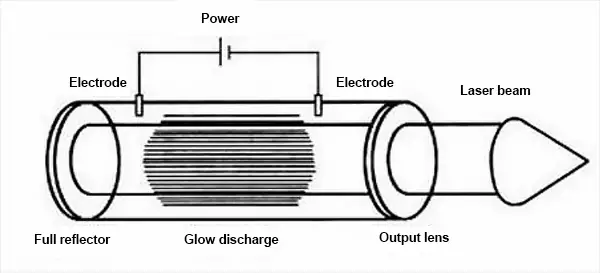
Estructura básica del láser de gas CO 2.
Realizar la inversión del número de partículas es esencial para la luminiscencia de un láser de dióxido de carbono.
Las sustancias de trabajo en un láser de dióxido de carbono incluyen dióxido de carbono, nitrógeno y helio.
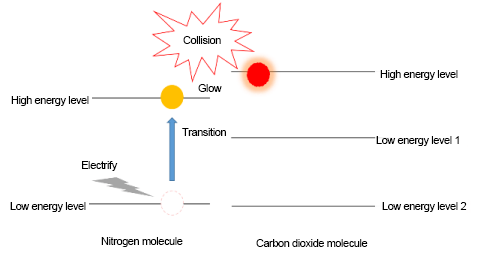
Después de suministrar energía CC, las moléculas de nitrógeno del gas mezclado se excitan mediante el impacto de los electrones.
Cuando las moléculas de nitrógeno excitadas chocan con las moléculas de dióxido de carbono, transfieren energía a las moléculas de dióxido de carbono.
Así, las moléculas de dióxido de carbono pasan de un nivel de energía bajo a un nivel de energía alto, formando una inversión en el número de partículas y emitiendo un láser.
① Las moléculas de nitrógeno chocan con las moléculas de dióxido de carbono después de la excitación, de modo que el dióxido de carbono se excita por separado.
② La molécula de dióxido de carbono excitada salta y emite un láser.
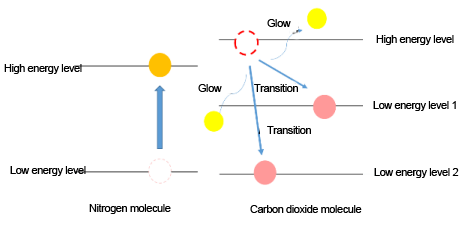
Láser de fibra versus láser de fibra Láser de CO2
El láser de fibra óptica y CO2 tiene sus propias ventajas y se deben seleccionar diferentes láseres según las diferentes necesidades.
De las tecnologías de corte más utilizadas actualmente, el láser de fibra y el láser de CO 2 tienen sus propias ventajas y desventajas ante los requisitos de aplicación específicos.
No pueden reemplazarse completamente, pero deben complementarse y coexistir.
Por el tipo de material de procesamiento, debido al efecto de absorción, los láseres de fibra no son adecuados para cortar materiales no metálicos, mientras que los láseres de CO 2 convencionales no son adecuados para cortar materiales de alta reflectividad como cobre y aluminio.
En términos de velocidad de corte, los láseres de CO2 tienen ventajas en espesores de lámina > 6 mm, mientras que los láseres de fibra cortan láminas más rápido;
Se requiere la penetración de la pieza antes del corte con láser y la velocidad de perforación del CO2 es significativamente más rápida que la del láser de fibra;
En términos de calidad de la sección de corte, el láser de CO2 es mejor que el láser de fibra en su conjunto.
Comparación entre láser de fibra y láser de dióxido de carbono
| láser de fibra | Láser de CO2 | |
| Material de corte | Los materiales no metálicos no se pueden cortar. | Los materiales altamente reflectantes tienen poca adaptabilidad. |
| Velocidad cortante | Ventajas obvias por debajo de 3 mm | >6 mm, el CO 2 es más ventajoso |
| Eficiencia de penetración | La velocidad es relativamente lenta. | Cuanto mayor sea el grosor, más evidente será la ventaja. |
| Calidad de la sección | un poco peor | Mejor rugosidad y verticalidad. |
El láser de fibra tiene una mayor eficiencia de conversión de luz y un menor costo de uso .
Según el cálculo, el costo de usar láser de fibra es de 23,4 yuanes por hora, mientras que el costo de usar láser de dióxido de carbono es de 39,1 yuanes por hora. Específicamente, el costo de energía del láser de fibra es de 7 yuanes por hora, el costo de enfriamiento por agua es de 8,4 yuanes por hora y otros costos son de 8 yuanes por hora. Mientras tanto, el costo de energía del láser de dióxido de carbono es de 21 yuanes por hora, el costo de enfriamiento por agua es de 12,6 yuanes por hora y otros costos son de 5,5 yuanes por hora.
Comparación de costos entre el láser de fibra y el láser de CO2
| láser de fibra | Láser de CO2 | |
| Potencia (kilovatios) | 3 | 3 |
| Eficiencia de conversión de luz | 30% | 10% |
| Consumo de energía (kilovatios) | 10 | 30 |
| Precio de la electricidad (yuanes/kWh) | 1 | 1 |
| Duración de la carga | 70% | 70% |
| Costo de energía (yuanes/hora) | 7 | 21 |
| Potencia del equipo de refrigeración por agua (kw) | 12 | 18 |
| Precio de la electricidad (yuanes/kWh) | 1 | 1 |
| Duración de la carga | 70% | 70% |
| Costo de refrigeración por agua (yuanes/hora) | 8.4 | 12.6 |
| Costo de consumibles (yuanes/hora) | 3 | 2.5 |
| Costo de consumo del módulo (yuanes/hora) | 5 | |
| Costo de medios (yuanes/hora) | 1 | |
| Solución puntual convencional (yuanes/hora) | dos | |
| Otros costos (yuanes/hora) | 8 | 5.5 |
| Costo de uso (yuanes/hora) | 23.4 | 39.1 |







