
Abstracto:
Las inclusiones no metálicas desempeñan un papel crucial en la determinación de muchas propiedades del acero y tienen un impacto significativo en el procesamiento y uso de los productos de acero.
Este artículo ofrece una visión general de los últimos avances en el origen y clasificación de las inclusiones no metálicas y resume los trabajos de investigación realizados en las últimas décadas.
Destaca las condiciones dinámicas de formación de inclusiones y el efecto de las condiciones actuales de fundición sobre la composición, cantidad y distribución de tamaño de las inclusiones.
El estudio de la desnaturalización de inclusiones se centra en tipos de acero como el acero de alambre radial, el acero para resortes y el acero para cojinetes para lograr el tamaño y la forma deseados de las inclusiones.
Además, se deben tomar medidas para evitar que la corriente de floculante obstruya la boquilla de colada continua.
Con los avances en la microscopía electrónica, ahora se comprenden más claramente las características de distribución de las inclusiones. El apasionante campo de la “metalurgia de óxidos” también se ha abordado en el contexto de la ingeniería de inclusión.
Finalmente, el artículo aborda la mejora de las características de inclusión y los desafíos de realizar un análisis cuantitativo.
En las últimas décadas, se han logrado avances notables en el control de las inclusiones en el acero, en gran parte debido a una comprensión más profunda de la interacción entre la termodinámica, la composición de la escoria de acero fundida y el proceso de fabricación del acero. Esto permite la optimización de inclusiones y procesos para mejorar las propiedades del acero.
Sin embargo, todavía quedan algunos desafíos importantes que enfrentar y el proceso de control y optimización de la inclusión debe mejorarse continuamente.
1. Introducción
No fue hasta hace cincuenta años que se empezó a prestar atención al estudio de las inclusiones no metálicas (NMI) en el acero. En ese momento, se creía que estas inclusiones eran el resultado de la corrosión de materiales refractarios y la presencia de diversos flujos del molde y escorias superiores.
Sin embargo, a pesar de su importancia, el estudio de las inclusiones no fue tan ampliamente reconocido como lo es hoy. Esto se debía a que los metalúrgicos físicos generalmente se centraban en estudiar fases metálicas en lugar de fases no metálicas, como las inclusiones en el acero.
A medida que aumentó la demanda de acero de alto rendimiento con condiciones de servicio severas, la correlación entre el tipo, tamaño y distribución de los NMI y el rendimiento del acero se hizo más evidente. Esto ha llevado a un creciente interés por estudiar el origen, las características y el comportamiento de las inclusiones en la fundición y procesamiento de productos siderúrgicos.
Desde la década de 1980, se han logrado avances significativos en el control y análisis cuantitativo de NMI, y se ha investigado ampliamente el impacto de estas inclusiones en las propiedades del acero. La ingeniería de control de inclusión se ha convertido en un aspecto crucial de la fundición, con el objetivo de lograr las características de inclusión deseadas mediante el diseño del proceso y la producción de acero adecuados.
En este artículo, cubrimos el origen y control de NMI, el comportamiento de las inclusiones durante el mecanizado, el análisis cuantitativo y las características de distribución de las inclusiones, y los últimos desarrollos en ingeniería de control de inclusiones. Sin embargo, no hemos profundizado en la influencia de las inclusiones en las propiedades del acero, ya que se trata de un campo extenso y de rápido crecimiento.
Para aquellos interesados en profundizar en este tema, los libros clásicos de Kiessling y las conferencias y artículos de la Organización Internacional del Acero Limpio, que se celebran cada 3 a 5 años y son patrocinados por la Asociación Minera y Metalúrgica de Hungría, son valiosas fuentes de conocimiento.
2. Origen y clasificación de las inclusiones no metálicas
2.1 Clasificación de inclusiones no metálicas.
Con los continuos avances en la tecnología moderna del acero, se observa que se emplean reacciones de oxidación y métodos de refinación para eliminar elementos nocivos del acero.
Estas impurezas, como el azufre del carbón y el coque, pueden penetrar el hierro y el acero líquidos, pero su solubilidad en soluciones sólidas de acero es bastante limitada.
Durante la solidificación, el acero fundido pasa del frente de cristalización al acero líquido, formando eventualmente compuestos de bajo punto de fusión como “FeO” y “FeS” o eutécticos que contienen ambos compuestos. Como resultado, este acero no es adecuado para procesos de trabajo en caliente como la laminación y la forja.
Los óxidos, sulfuros y elementos de aleación (como el Mn) en el acero exhiben una relación compleja. Sin embargo, para producir acero de alta calidad, se debe reducir el contenido de oxígeno disuelto y azufre del acero fundido.
Elementos como Mn, Al, Si se pueden utilizar como elementos de aleación en acero, ya que tienen una alta afinidad por el oxígeno y pueden desoxidarse en acero fundido. Estos elementos desoxidados se convierten en inclusiones de óxidos no metálicos.
Por otro lado, el acero contiene azufre y la solubilidad del Ca y Mg en el acero es mínima. Su afinidad por las tierras raras y el S es lo suficientemente alta como para formar inclusiones de sulfuros no metálicos con bajos puntos de fusión.
Como resultado, la mayor parte del azufre del acero se elimina mediante el refinado y entra en la escoria, mientras que el azufre restante precipita inclusiones de sulfuro durante la solidificación.
Estas inclusiones no metálicas se pueden clasificar en dos categorías según su tipo: la composición química de las inclusiones (como las inclusiones de óxido y sulfuro) y la etapa de formación de la inclusión.
La solidificación marca el punto límite en la fase de formación de inclusiones. Las inclusiones formadas antes de la solidificación se conocen como inclusiones primarias, mientras que las que se forman durante y después de la solidificación se denominan inclusiones secundarias.
Además de estas clasificaciones, otras categorizaciones utilizadas comúnmente también pueden resultar confusas, como el origen de las inclusiones. Las inclusiones formadas durante el proceso de fabricación del acero (como las inclusiones de óxidos y sulfuros) se clasifican como inclusiones "endógenas", mientras que las que se originan a partir de fuentes externas (como las virutas refractarias y el polvo de molde) se denominan inclusiones "exógenas".
En general, existen sólo unas pocas inclusiones exógenas de partículas grandes que permanecen independientes del acero fundido durante un largo período de tiempo y no reaccionan con él. Esto ha cambiado respecto al pasado, cuando se creía que inclusiones de partículas tan grandes provenían del molde refractario y de fundición. Sin embargo, en el acero moderno, estas inclusiones de partículas grandes se han reducido significativamente.
Algunos estudiantes pueden creer erróneamente que las inclusiones exógenas son las inclusiones no metálicas más importantes, pero esto no significa que la interacción entre el acero fundido y el refractario sea insignificante. La presencia de estas inclusiones en el acero indica que el acero fundido y refractario está impactado. Si la definición de inclusiones exógenas se amplía para incluir la oxidación secundaria y la participación del polvo de moho, proporcionará una definición más apropiada de inclusiones exógenas.
Sin embargo, todavía existe debate sobre la clasificación de estas inclusiones, ya que pueden cambiar durante el proceso de fundición y no siempre está claro de qué proceso se trata.
Finalmente, un método común para clasificar las inclusiones no metálicas se basa en su tamaño, dividiéndolas en macro inclusiones y micro inclusiones. A menudo se utiliza la clasificación propuesta por Kiessling, donde las inclusiones que causan daños instantáneos a los productos de acero durante el procesamiento o el uso se consideran macroinclusiones.
Cabe señalar que la clasificación por tamaño de las inclusiones es subjetiva y es difícil definir aleatoriamente las inclusiones en macro y micro en función del tamaño.
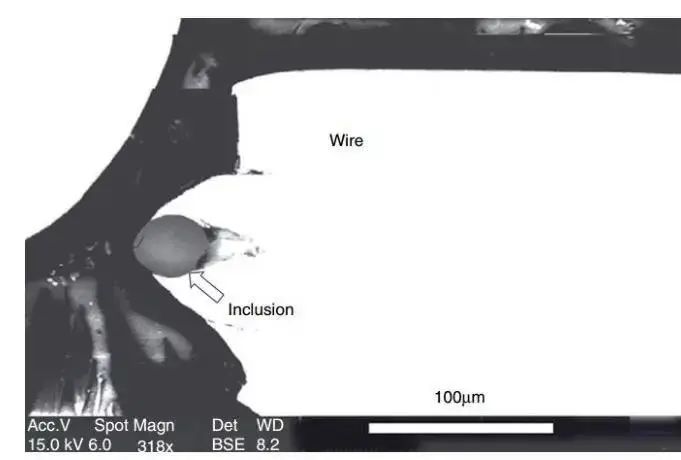
Fig. 1 Fractura del alambre radial del neumático durante el trefilado por existencia de partículas de gran tamaño en la fase dura.
La inclusión está indicada por una flecha y la fotografía se tomó utilizando la técnica de retrodispersión del microscopio electrónico de barrido.
2.2 Base termodinámica
La alta temperatura durante la fabricación del acero acerca la reacción de formación de inclusiones al estado de equilibrio. Como resultado, la termodinámica se ha convertido en una herramienta crucial para comprender las inclusiones.
Durante mucho tiempo, la base termodinámica de la formación de inclusiones ha sido un foco de investigación. Sin embargo, los datos de formación termodinámica relacionados con las inclusiones en óxido de aluminio siguen siendo inconsistentes y contradictorios, lo que la convierte en un área que merece más estudio.
El aluminio se utiliza habitualmente como desoxidante en la producción de acero y el cálculo termodinámico de las inclusiones generadas durante el proceso no supone ningún problema. Sin embargo, el proceso de fundición de materiales de acero de nueva generación con alto contenido de aluminio y manganeso introduce incertidumbre.
La situación se vuelve más compleja cuando la disolución de Mg y Ca en el acero es extremadamente limitada. A pesar de esto, los datos termodinámicos relacionados con estos elementos todavía son ampliamente estudiados en el proceso de fabricación del acero.
En las últimas décadas, el cálculo termodinámico se ha aplicado para resolver problemas complejos en la producción y fundición de hierro y acero. Sin embargo, los métodos de cálculo convencionales todavía luchan por resolver estos problemas.
Muchas publicaciones han discutido la aplicación del cálculo termodinámico en diversos aspectos de la producción y fundición de hierro y acero, así como los problemas de inclusión relacionados.
3. Formación, eliminación y control de inclusiones.
Clasificar las inclusiones en primarias y secundarias puede resultar útil para analizar su formación y eliminación. En principio, es posible eliminar las inclusiones primarias en el acero.
Sin embargo, durante la solidificación se forman inclusiones secundarias que no se pueden eliminar. Lo mejor que se puede hacer es modificarlos para minimizar su impacto negativo sobre el acero.
3.1 Inclusiones primarias
3.1.1 Nucleación y estructura de inclusiones.
Partiendo de la perspectiva de que las inclusiones primarias que se forman en el acero líquido están íntimamente ligadas al proceso termodinámico, se toman en consideración dos aspectos fundamentales: su nucleación y las estructuras que resultan de ella.
En general, cuando se agrega un desoxidante al acero fundido, éste se nucleará rápidamente. Esto se debe a que se observa una alta sobresaturación durante la adición y disolución del desoxidante. Sigworth y Elliott realizaron una evaluación exhaustiva de las condiciones de nucleación del silicio y descubrieron que se requiere oxígeno disuelto sobresaturado.
Sin embargo, la investigación y las observaciones industriales de Miyashita no han demostrado una sobresaturación clara durante la desoxidación del silicio en la producción de acero. Miyashita también comparó el oxígeno disuelto y el oxígeno total y encontró que la tasa de reducción del oxígeno total está determinada por la tasa de eliminación de productos desoxidados, como se ilustra en la Figura 2.
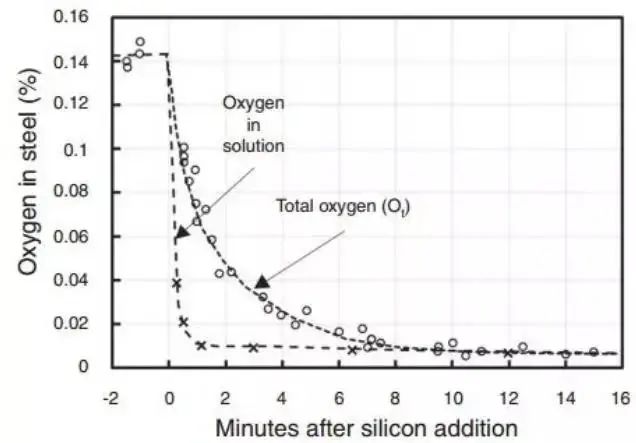
Fig. 2 El oxígeno total y el oxígeno disuelto en el acero después de la desoxidación del silicio en el baño fundido se miden en función del tiempo.
En muchos estudios sobre desoxidación, la diferencia entre el contenido de oxígeno total y el contenido de oxígeno disuelto en el acero depende de la cantidad de inclusiones de óxido generadas. Este hallazgo clave se demuestra en la Figura 3.
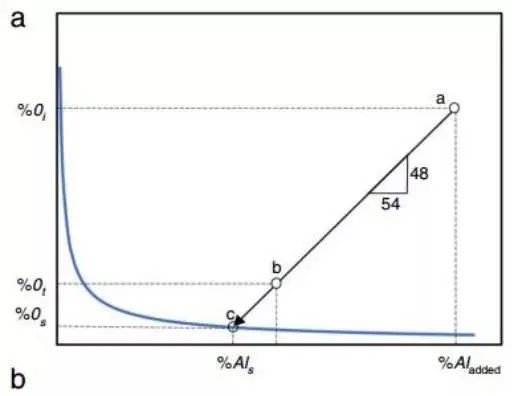
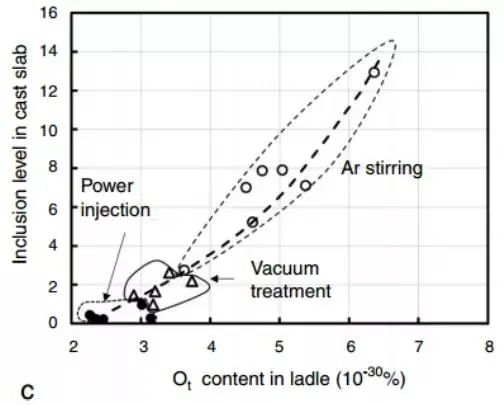
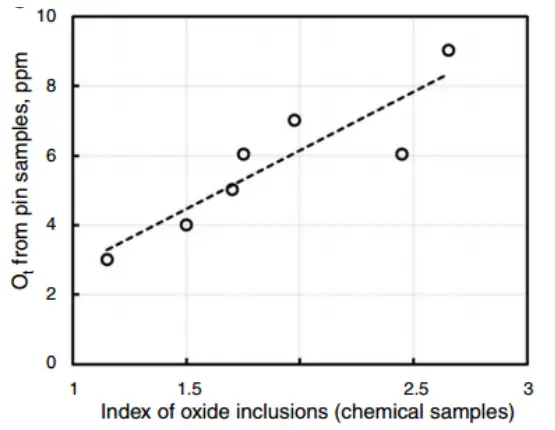
figura 3
Esta es una ilustración básica de cómo el oxígeno total y el oxígeno disuelto en el acero se ven afectados por la cantidad de inclusiones de óxido.
En el ejemplo, la desoxidación comienza en el punto “a” y se agrega aluminio al acero, comenzando con un cierto porcentaje de oxígeno disuelto, O i .
Sin condiciones de nucleación en el límite de nucleación, el óxido de aluminio se forma en el punto donde el oxígeno disuelto y el contenido de aluminio alcanzan el punto "c".
El contenido total de aluminio en el acero corresponde al oxígeno disuelto (O%) en el acero. El oxígeno que ingresa a la inclusión de óxido de aluminio permanece en el acero fundido y corresponde al punto “b”.
En el proceso de desoxidación del punto “a” al punto “c” se hace reaccionar 2Al+3O=Al 2 Ó 3 según la ecuación química.
Nota: Generalmente, la diferencia entre el aluminio completo y el aluminio soluble en ácido (%Al is ) es pequeña y difícil de medir.
La relación entre el contenido de inclusiones y el contenido de oxígeno total (%Ot) en el acero se establece a través de la literatura. La baja inclusión y el contenido total de oxígeno requieren una medición cuidadosa, como se ilustra en la Fig.
El análisis de oxígeno total implica determinar la densidad de las inclusiones de óxido en la muestra de análisis químico y contarlas mediante SEM (microscopía electrónica de barrido).
Suitu y sus colegas estudiaron la formación de inclusiones de alúmina en una investigación de laboratorio de oxígeno sobresaturado.
El uso de Si (silicio) como desoxidante no presenta problemas en la fabricación de acero. Sin embargo, en operaciones de fundición reales, la nucleación heterogénea es abundante y las condiciones observadas en el laboratorio no pueden replicarse en los sitios de producción industrial.
Es importante estudiar la microestructura del óxido de aluminio como núcleo de inclusión y su crecimiento en el acero. Por este motivo, el acero silenciado con aluminio es crucial para la producción industrial a gran escala.
Varios autores han investigado en detalle la microestructura del óxido de aluminio, su relación con el oxígeno sobresaturado en el acero y el impacto del tiempo de fundición.
La Figura 4, presentada por Steinmetz y sus colaboradores, muestra la forma de inclusión correspondiente a la actividad desoxidante y de oxígeno típica. La figura sugiere que el oxígeno disuelto sobresaturado juega un papel crucial en la morfología de la estructura de inclusión.
Recientemente, Tiekink y sus colaboradores intentaron observar la relación funcional entre la estructura de inclusión de óxido de aluminio, el oxígeno sobresaturado y la composición de aluminio, como se muestra en la Fig. 5. Este esfuerzo es bastante complicado.
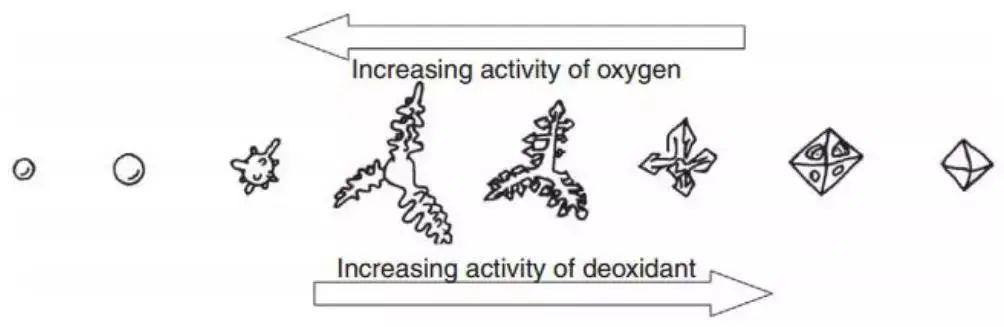
Fig. 4 Relación funcional entre la actividad regional de oxígeno, la actividad de aluminio y el crecimiento de óxido.
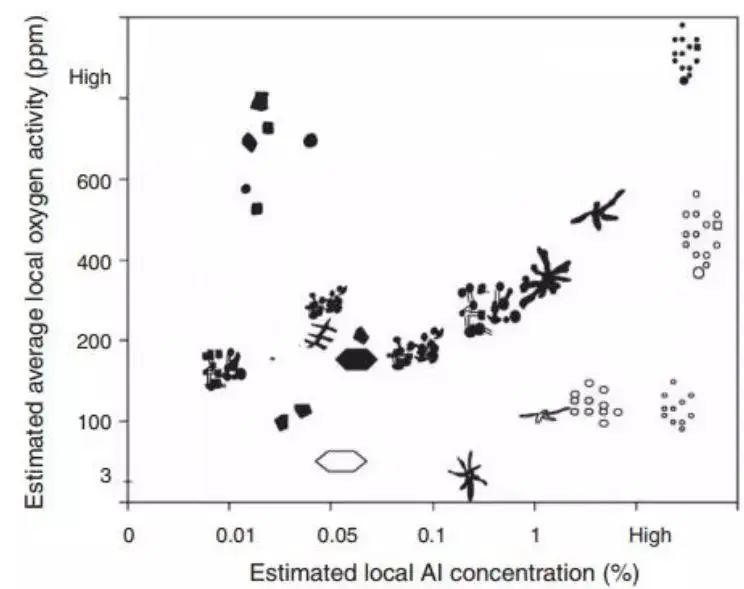
Fig. 5 Descripción general de la morfología de las inclusiones de alúmina correspondientes a diferentes actividades de oxígeno y contenido de Al en el acero.
La estructura de las inclusiones de óxido tiene un impacto importante en las propiedades del producto final. Es importante señalar que las inclusiones formadas y cultivadas en las primeras etapas del acero líquido tienen estructuras morfológicas distintas, como se muestra en las Figuras 4 y 6, debido al efecto de las inclusiones entre sí (como se ilustra en la Figura 7). Si se prolonga el tiempo de refinamiento, la forma de la inclusión cambiará como resultado de la energía superficial.
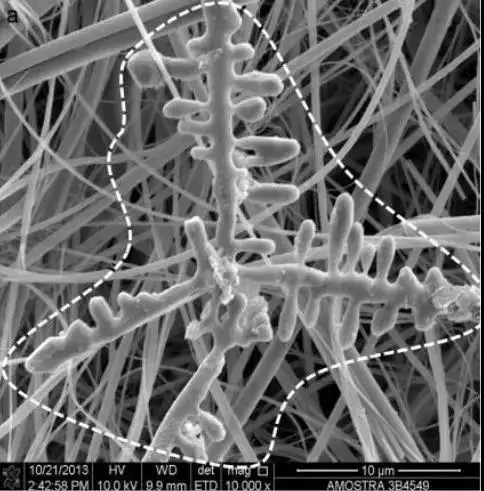
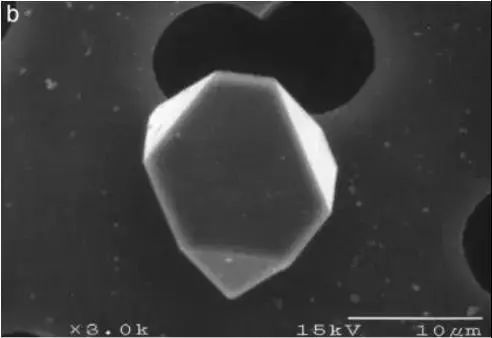
Fig. 6 Estructura de algunas inclusiones de alúmina.
Las inclusiones extraídas de la matriz de palanquilla fundida se disuelven. La estructura del árbol de óxido de aluminio está representada por la línea de puntos a. Se utiliza un elemento filtrante fibroso para retener las inclusiones durante el proceso de disolución y actúa como telón de fondo para las inclusiones.
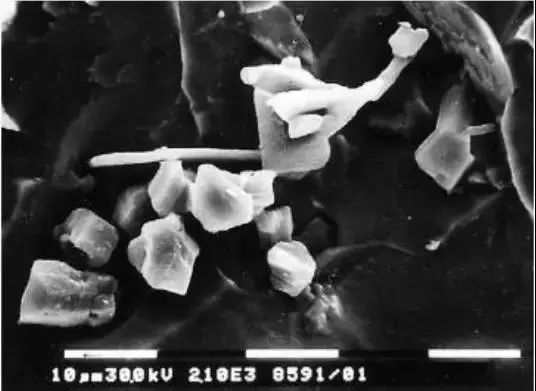
Fig. 7 Grupo de alúmina muestreado en cáscara, profundamente grabado con ácido pícrico
3.1.2 Eliminación de inclusiones
La flotación de inclusiones no metálicas en un baño estático de acero fundido se puede calcular mediante un método sencillo basado en las limitaciones de la ley de Stokes. A profundidades normales de cuchara, la tasa de flotabilidad de las inclusiones de partículas pequeñas está restringida y les toma un tiempo considerable alcanzar la superficie de la escoria de acero. Este tiempo de flotación prolongado no es factible, especialmente para inclusiones de óxido de aluminio. Sin embargo, la polimerización por impacto entre inclusiones las ayuda a flotar, lo que hace que la polimerización en racimo sea crítica.
Emi y sus colegas han señalado en línea la importancia de esta agregación ascendente. Observaron el comportamiento de las inclusiones en la interfaz entre el acero y el gas y descubrieron que la aglomeración del óxido de aluminio se produce rápidamente en estas condiciones. Por otro lado, las inclusiones de aluminato de calcio son difíciles de agregar y la colisión completa ocurre sólo en el líquido.
Wikstrom y sus colaboradores ampliaron la observación en línea de la superficie de la escoria de acero y las inclusiones en la escoria y confirmaron los hallazgos de Emi en la interfaz de la escoria de acero. Emi y sus colegas también observaron que cuando el fenómeno ocurre en la interfaz gas-acero, como en la superficie de las burbujas, no indica directamente cómo el acero líquido se ensambla en grupos, lo cual es particularmente significativo para las inclusiones líquidas. Otras fuerzas pueden ser relevantes en este caso.
Independientemente de si la inclusión es sólida o líquida, juega un papel crucial en la polimerización en racimos. Durante mucho tiempo se creyó que la agitación favorecía la aglomeración de las inclusiones, pero el factor más importante para las inclusiones es sumergirlas en la escoria de refinación y el refractario en la pared de la cuchara. Lindskog y sus colaboradores utilizaron un trazador radiactivo para probar y rastrear esta inclusión crucial en la escoria de refinación y la pared de la cuchara.
Debido a las limitaciones actuales, BaO es el único trazador adecuado que se puede utilizar para evaluar la escoria de refinación capturada final y el flujo del molde en acero y su impacto en la limpieza del acero. El uso de trazadores de BaO es muy eficaz para determinar el efecto de la corrosión refractaria de la cuchara sobre la limpieza del acero térmico.
El IRSID desarrolló el uso del elemento lantano como marcador de inclusiones de óxido. La 2 Ó 3 es muy estable y cuando se añade al acero, las inclusiones de alúmina existentes se pueden identificar mediante lantano. Las inclusiones exógenas que se originan en el flujo del molde se pueden rastrear utilizando óxidos alcalinos. El fundente para moldes normalmente solo se usa en el proceso de fundición continua y contiene óxidos alcalinos notables.
La mayoría de las inclusiones eliminadas durante el período de refinación en la cuchara son productos desoxidados y pasan por tres etapas: producción/agrupación de inclusiones separadas, movimiento hacia la escoria de refinación o la pared refractaria de la cuchara y absorción por la escoria de refinación y el refractario. El movimiento de las inclusiones tiene dos factores cruciales: la agitación del baño de soldadura y el movimiento de las burbujas ascendentes.
La mayoría de los resultados de refinado de la cuchara muestran que el tamaño de las burbujas de argón que se agitan en la cuchara es demasiado grande para eliminar eficazmente las inclusiones y reducirlas en el acero, a menos que se utilice una gran cantidad de argón. Sin embargo, los cálculos de Zhang y Taniguchi indican que la agitación con argón es eficaz cuando la velocidad del flujo del acero fundido es alta y las burbujas son pequeñas.
La boquilla sumergida SEN y la boquilla larga de colada continua tienen un efecto notable en la prevención de la oxidación secundaria, y también se han observado algunas ventajas en el flujo de acero ascendente del tratamiento al vacío RH. La agitación de la cuchara promueve la inclusión para que flote sobre la escoria en grumos. Las investigaciones han demostrado que aumentar la potencia de agitación (mediante agitación electromagnética) significa aumentar la constante de energía cinética para eliminar la inclusión (medida por el contenido total de oxígeno en el acero).
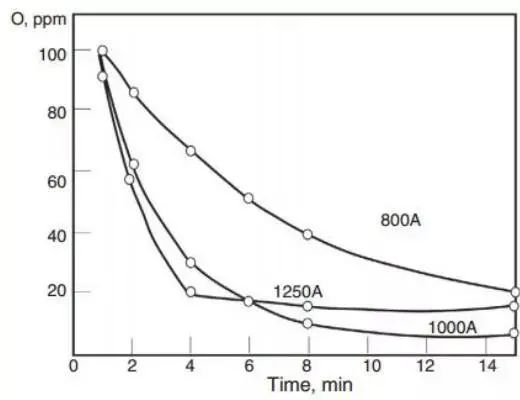
Fig. 8 El contenido total de oxígeno en el horno de refinación cuchara ASEA-SKF es función de la corriente de agitación y el tiempo de procesamiento.
El contenido final de oxígeno está determinado por el contenido de aluminio residual en cada horno.
Las observaciones industriales sugieren que la eliminación de inclusiones alcanzará su valor máximo con una energía de mezcla específica.
Suzuki y su equipo fueron los primeros en informar de esta observación.
Sus hallazgos se presentan en términos del trabajo específico de la mezcla de energía, destacando la importancia de la mezcla de energía. La reducción en la efectividad del refinado para eliminar las inclusiones se debe probablemente a la adición de refractario al acero después de la corrosión, o al entorno del acero con escoria a medida que las inclusiones de tipo CaO y MgO aumentan bajo una fuerte agitación. Estos resultados se ilustran en la Figura 9.
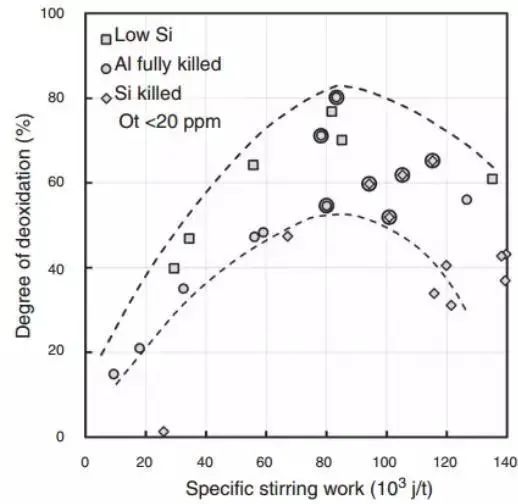
Fig. 9 La influencia del poder de mezcla en el grado de oxidación secundaria. El punto del círculo alcanzó un contenido total de oxígeno inferior a 20 ppm
Más tarde, Neifer y su equipo, junto con Ek y su equipo, utilizaron dinámica de fluidos computacional y modelos físicos para investigar la eliminación de inclusiones de óxido. La relación entre el caudal de argón en la cuchara y la eliminación de inclusiones se trató como una relación funcional.
Los resultados del modelo de Neifer indicaron que la eficiencia de eliminación de inclusiones metálicas mejoró mediante la optimización del flujo de gas. Sin embargo, observaron que aumentar el caudal de gas no tenía efecto en la reducción del contenido total de oxígeno en el acero, lo que atribuyeron a la oxidación secundaria del acero fundido en contacto con la atmósfera. Estas conclusiones están en línea con los hallazgos del equipo Suzuki.
El equipo de Ek descubrió que la influencia del caudal de argón en la eliminación de inclusiones era bastante baja y sugirió utilizar un caudal más bajo para eliminar las inclusiones y limpiar el acero fundido. Sin embargo, las mediciones industriales del equipo de Neifer indicaron que el contenido total de oxígeno en el acero disminuía al aumentar el flujo de gas. Recomendaron utilizar el transporte por convección natural en experimentos industriales para obtener resultados óptimos. Sin embargo, debido a los limitados datos de medición en las pruebas de cuchara de campo industrial, es un desafío sacar conclusiones definitivas.
Recientemente, Zhang y Thomas recopilaron muchas constantes cinéticas para usar en la relación funcional entre la eliminación de inclusiones de óxido y el poder de agitación, como se muestra en la Figura 10. Reunieron datos de medición y trataron de determinar el esquema de mezcla óptimo. También realizaron simulaciones numéricas para reproducir los datos de comportamiento esperados de la parte circundante en la Figura 10.
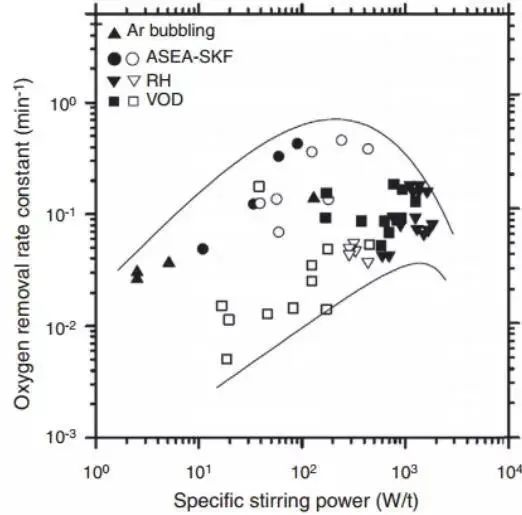
Fig. 10 La constante de eliminación de oxígeno es función de la potencia de agitación en diferentes recipientes de reacción metalúrgica secundaria en la fórmula d%Ot/dt=- kt
El equipo Suzuki destacó que la optimización del proceso de mezcla podría resultar en una oxidación secundaria. Una mezcla excesiva puede provocar que la escoria se abra en la parte superior de la cuchara, exponiendo el acero fundido a la atmósfera y provocando una capa de escoria en el borde de la abertura.
La Figura 11 ilustra el cambio en la composición química de inclusiones no metálicas durante el proceso de desulfuración con fuerte agitación. La presencia de Ca y Mg en las inclusiones confirma que la escoria estaba emulsionada.
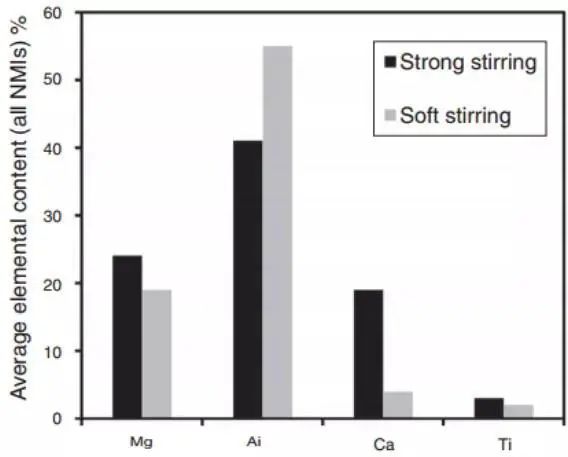
Fig. 11 La relación entre la composición promedio de todas las inclusiones no metálicas y la intensidad de agitación se analizó tomando muestras del horno de refinación, el cristalizador y la placa.
El equipo de Kaushik descubrió que una fuerte agitación aumenta la emulsificación de la escoria durante la desulfuración. La prueba estaba en el alto contenido de calcio en las inclusiones. En caso de una agitación excesiva del argón y poca escoria, se regeneran las inclusiones de óxido de aluminio. Por lo tanto, es crucial optimizar la potencia de agitación para eliminar las inclusiones al refinar acero fundido limpio.
No se puede subestimar la importancia de la oxidación secundaria para la limpieza del acero. El equipo de Nadif informó sobre la importancia de controlar la oxidación secundaria. Los productores de acero han tomado varias medidas en las últimas décadas para regular la oxidación secundaria después del refinado.
La boquilla sumergida SEN y la boquilla de cuchara se utilizan comúnmente para aislar la atmósfera en la colada continua de desbastes. En la producción de productos largos, el distribuidor y el cristalizador están protegidos por gas inerte, lo que se ha convertido en la norma en la producción de aceros de alta calidad.
Se debe prestar especial atención al diseño de la válvula de gas inerte para evitar la entrada de aire causada por la presión negativa en el sistema de válvulas. La contribución de la tensión superficial de las inclusiones unidas a la escoria de refinado es la más alta, seguida por la capacidad de la escoria para disolver las inclusiones.
Independientemente de la composición de la escoria, la mayoría de las escorias e inclusiones de refinación están húmedas debido a la diferencia en la energía superficial entre las inclusiones y el acero fundido, y las inclusiones y la escoria de refinación. Este fenómeno ha sido discutido durante muchos años y resumido por Olette. La fracción líquida de la escoria de refinación favorece la eliminación de inclusiones no metálicas, lo que se conocía en la literatura antigua y se confirmaba mediante experimentos.
Sin embargo, todavía existen algunas inconsistencias en la viscosidad de la escoria. Nakajima y Okamura propusieron un modelo para explicar el proceso de inclusiones que pasan a través de la interfaz acero-escoria. Posteriormente, muchos estudios han discutido más a fondo el tema de la absorción de inclusiones por la espuma. Nakajima y Okamura sugirieron que bajo ciertas condiciones, las inclusiones ingresan a la escoria de acero, que puede incluir una película metálica interfacial como canal, mientras que en otros casos, especialmente con inclusiones sólidas, no existe tal película metálica, como se muestra en la Fig.
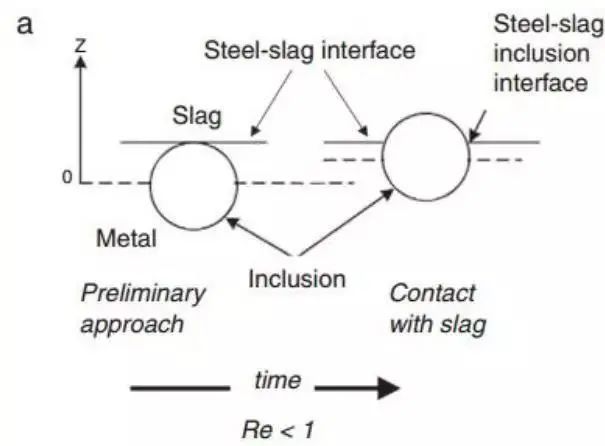
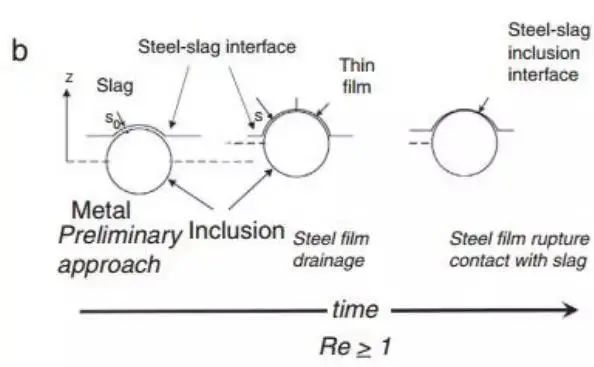
La Figura 12 muestra dos tipos de inclusiones que cruzan la interfaz de escoria de acero, introducidas desde Nakajima. El número de Reynolds de las inclusiones que llegan a la interfaz determina su comportamiento.
La conclusión del equipo de Sridhar es que la viscosidad de la escoria y la energía superficial asociada son factores cruciales para determinar el paso de las inclusiones a través de la interfaz y reducir la probabilidad de que regresen al acero fundido. Esto se resume en el número de Reynolds cuando la inclusión está cerca de la interfaz.
Recientemente, el equipo observó el canal de transmisión de esta película en línea, lo cual es algo común. En la mayoría de los casos, el camino hacia la inclusión en la escoria es prolongado. Al salir del acero fundido, la inclusión líquida se disuelve inmediatamente en la escoria.
Al observar en línea, la termodinámica de la disolución de inclusiones sólidas se puede estudiar experimentalmente. En algunos casos, la disolución se controla mediante el transporte (difusión en la capa límite), mientras que en otros, como la inclusión de MgO, la formación de la capa intermedia depende de la composición química de la escoria y puede dificultar la disolución en varias sustancias químicas. etapas de refinación. Esto fue confirmado por los resultados obtenidos con métodos técnicos comunes anteriores.
Recientemente, el equipo de Yan estimó la disolución del MgO en escoria y descubrió que todos los datos estaban controlados por la transmisión de calidad.
El equipo de Holappa estudió la actividad del agente de recubrimiento del distribuidor, que es crucial para absorber las inclusiones. Observaron una interacción compleja entre la composición química, las condiciones termodinámicas, la tensión superficial y la viscosidad de la escoria cuando se disuelven inclusiones sólidas no metálicas. El equipo concluyó que se necesita una investigación más sistemática para obtener una comprensión más profunda de este campo y desarrollar métodos de optimización.
Es bueno que se adsorban inclusiones no metálicas en la superficie refractaria de la cuchara, pero estas inclusiones también pueden convertirse en una fuente de inclusiones en el siguiente horno, dependiendo de la composición de la escoria de la cuchara.
Si las inclusiones se adsorben en el canal de la tubería de acero fundido, pueden causar problemas importantes, como tiempos de tratamiento prolongados y altos costos debido al bloqueo de las boquillas en el proceso de fundición continua. Este fenómeno de obstrucción de las boquillas está bien descrito en las referencias.
Se observa que el flujo floculante en la boquilla es causado por la adhesión y acumulación de óxido de aluminio e inclusiones de FeO, que pueden formarse en la oxidación secundaria. Este fenómeno se describe claramente en las referencias.
Existe una amplia literatura sobre la absorción de inclusiones primarias por el polvo del molde durante la colada continua y la colada de lingotes. El consenso entre estas fuentes es que este fenómeno es realmente posible.
El fundente para moldes utilizado en la colada continua y la fundición a presión (que es similar al agente de cobertura del distribuidor) debe tener múltiples funciones y fluidez. Sin embargo, está sujeto a varias restricciones dentro del molde, como evitar la inclusión de flujo de molde en la superficie de la cáscara verde primaria. Esto, hasta cierto punto, restringe el movimiento de las inclusiones y las mantiene dentro del flujo del molde. Al mismo tiempo, optimiza el flujo de acero fundido en el distribuidor y el molde, permitiendo que el acero fundido alcance la interfaz de escoria con inclusiones. Sin embargo, esto crea objetivos contradictorios con otros objetivos metalúrgicos relevantes.
La mejor manera de eliminar las inclusiones causadas por la convección es mediante el refinado en cuchara, y también es crucial evitar que la oxidación secundaria cree nuevas inclusiones, lo cual es un aspecto crucial en la producción de acero limpio.
Otro problema es el movimiento de inclusiones primarias en la losa de colada continua. Se ha reconocido ampliamente que las inclusiones se distribuyen asimétricamente en la sección transversal debido al proceso de fundición por arco continuo. Esta asimetría suele estar relacionada con la obstrucción del flujo de escamas en la boquilla.
Sichen demostró recientemente el impacto del modelo de refinación secundaria, en particular el proceso del horno de refinación. El modelo busca explicar la reacción de interfaz de la escoria siderúrgica, la apertura de la capa de transición de la escoria, la generación, nucleación, crecimiento, separación y remoción de inclusiones por flotación, utilizando la mayoría de las tecnologías disponibles.
Sin embargo, Sichen destacó que las variables clave en el proceso de refinación en cuchara, como la eficiencia de transferencia de masa, la tasa de eliminación de inclusiones fluctuante, la apertura de la capa de escoria con agitación excesiva y el caudal de argón, son difíciles de determinar debido a las incertidumbres en la industria. producción, como el tapón de ventilación de la cuchara y la fuga del gasoducto.
Es un desafío controlar y detectar la velocidad del flujo de argón en el refinado industrial. Se puede utilizar tecnología de cámara y analizador de imágenes para controlar la apertura de la capa de escoria de la cuchara, mientras que la medición de la vibración se puede utilizar para controlar el flujo de argón. Estas tecnologías ya han sido adoptadas por algunas empresas siderúrgicas.
3.2 Inclusiones secundarias
Durante la solidificación, la fuerza impulsora de la precipitación de inclusiones secundarias aumenta la segregación de elementos solutos y la solubilidad de los óxidos y sulfuros en el acero disminuye a medida que desciende la temperatura.
El fenómeno de la precipitación de inclusiones debido a cambios en la solubilidad del acero ha sido un tema de discusión durante algún tiempo.
Desde la década de 1960 se han establecido los términos “inclusiones primarias” e “inclusiones secundarias” y se ha definido la relación entre segregación de inclusiones y precipitación.
En ese momento se introdujo el primer modelo que explica este proceso.
Turkdogan y Flemings han hecho una contribución significativa a nuestra comprensión del impacto general de los cambios de solubilidad con la disminución de la temperatura en la segregación de inclusiones secundarias.
Durante las décadas de 1980 y 1990, Nippon Steel e IRSID desarrollaron modelos avanzados, que posteriormente se aplicaron a la precipitación de nitruro en acero microaleado HSLA durante la solidificación.
Estos modelos allanaron el camino para el estudio de la ingeniería de inclusión.
Hoy sabemos que combinando una base de datos termodinámica y una base de datos cinética podemos simular la solidificación y calcular la formación de inclusiones.
Estos cálculos comienzan con la composición química deseada del acero, predicen la precipitación de inclusiones y guían el diseño de la composición de la escoria de refinación durante el refinado en cuchara para producir acero limpio.
La interacción entre el acero líquido, las dendritas y las inclusiones formadas en el frente de solidificación es un área de estudio importante.
Las observaciones en línea indican que las condiciones de solidificación desempeñan un papel crucial en la formación de inclusiones que son empujadas a la fase líquida en la interfaz y engullidas por las inclusiones.
En teoría, estos resultados pueden calcularse y ajustarse para tener en cuenta los efectos de la tensión superficial y la densidad.
El foco de la investigación teórica se centra principalmente en la composición de las matrices metálicas, y los hallazgos sobre las inclusiones no metálicas en el acero también están más en línea con las condiciones reales.
Los resultados indican que la tasa de crecimiento crítica (V) se puede representar como V = k/R, donde R es el radio de inmersión y repulsión de la interfaz de inclusión, y k depende del tipo de inclusión.
La estructura de las inclusiones secundarias se ve significativamente afectada por las reacciones que ocurren durante la precipitación, siendo la precipitación de carburos uno de los mejores ejemplos.
Desde que Sims observó por primera vez el impacto de la reoxidación en la estructura de los sulfuros en 1930, posteriormente propuso tres tipos distintos de sulfuros, que han sido descritos detalladamente por varios autores.
Recientemente, el equipo de Ishida destacó que, además del tipo de reacción que acompaña a la formación de sulfuro, la tensión superficial también juega un papel crucial en la formación de la estructura del sulfuro.
4. Tratamiento de desnaturalización de inclusión.
El equipo de Gaye presentó la explicación más completa y reveladora de la aplicación termodinámica de la ingeniería de inclusión al acero.
La Figura 13 proporciona una ilustración concisa en dos diagramas de fases ternarios adiabáticos.
Una vez identificadas las inclusiones necesarias, se puede determinar la composición química del acero que producirá estas inclusiones.
La composición de la escoria de refinación utilizada para el refinado se puede calcular en función de la composición química del acero mediante una balanza de escoria de acero.
El dicho “El acero sólo se puede fabricar después de fundir la escoria” está bien fundamentado y se ha aplicado con éxito en la producción de varios tipos de acero.
En la producción de acero, es importante evitar inclusiones compuestas de óxido de aluminio en fase dura (como la espinela).
Por ejemplo, en la producción de acero para rodamientos, la inclusión actúa como núcleo de nucleación durante la transformación de fase que se produce durante el enfriamiento.
El tratamiento con calcio transforma las inclusiones en inclusiones líquidas y, junto con el calcio, modifica los sulfuros para evitar la obstrucción de las boquillas.
Aunque el proceso de modificación de la inclusión puede parecer simple, también es un tema de discusión en este capítulo.
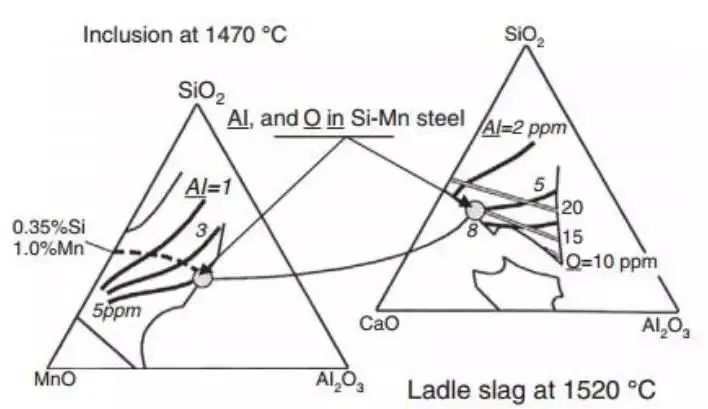
La Figura 13 muestra el proceso de transformación de las inclusiones. Desde el punto de vista termodinámico, se espera obtener inclusiones de Al 2 Ó 3 de bajo punto de fusión en acero templado con Si Mn.
Las inclusiones esperadas se muestran en el diagrama de fases simplificado del sistema ternario MnO-SiO 2 -Al 2 Ó 3 .
El diagrama de la izquierda muestra el sistema en la isoterma de 1470 ℃. La región se indica como una fase 100% líquida, confinada a la línea delgada, como se ilustra en la figura.
La isopleta sólida gruesa a la temperatura especificada representa el contenido de aluminio en acero fundido con inclusiones líquidas en equilibrio. La línea de puntos, por otro lado, indica la composición química de las inclusiones en el acero 0,35% Si, 1% Mn a una temperatura determinada, variando con el contenido de aluminio del tipo de acero.
Según el diagrama, si se quieren tener inclusiones líquidas, el contenido de aluminio del acero no debe exceder el círculo gris (8ppm).
La figura de la derecha muestra la escoria de afinación en cuchara simplificada del sistema CaO-SiO 2 -Al 2 Ó 3 .
La isoterma de 1520 ℃ representa las condiciones en el horno cuchara de refinación y muestra que la región de inclusión de 100 % de líquido está confinada a la delgada línea continua.
A la temperatura elegida, la línea gruesa representa el contenido de aluminio del acero en equilibrio dentro del sistema de escoria. La línea gris muestra el contenido de oxígeno correspondiente en el acero examinado.
Si se desean inclusiones líquidas (en el lado izquierdo del diagrama), se debe elegir la composición de la escoria de refino como se indica en el diagrama para asegurar que el contenido de aluminio en el acero sea inferior a 8 ppm.
4.1 Resorte de alambre y acero de neumático radial.
El alambre de acero radial del neumático está hecho de acero con alto contenido de carbono que se desoxida con silicio-manganeso.
También se utilizan métodos similares en la fabricación de muchos aceros para resortes para automóviles.
Las inclusiones frágiles no metálicas, típicamente inclusiones de óxido de aluminio o inclusiones con alto contenido de óxido de aluminio, tienen un impacto significativo tanto en el rendimiento del trefilado del alambre de acero como en la calidad del acero para resortes.
Para evitar la formación de óxido de aluminio o inclusiones ricas en óxido de aluminio, se debe ajustar la composición del acero. Esto implica un control estricto del contenido de óxido de aluminio en la escoria, el seguimiento de las materias primas y materiales auxiliares para evitar que el aluminio entre en el acero y el uso de un sistema de escoria binaria de baja alcalinidad.
Esta solución inicialmente era contradictoria con las operaciones de refinación que prevalecían en la época.
Existen numerosos ejemplos y artículos excelentes que abordan la termodinámica del control del tratamiento de inclusión de neumáticos radiales y aceros para resortes.
4.2 Acero para rodamientos
El impacto de un único tipo de inclusión en la vida a fatiga del acero para rodamientos sigue siendo un tema de debate. Sin embargo, está ampliamente aceptado que el tamaño y la cantidad de inclusiones en el acero afectan significativamente la vida a fatiga del acero para rodamientos.
Es bien sabido que las inclusiones de aluminato de calcio y espinela afectan negativamente el rendimiento del acero para rodamientos.
Como resultado, algunos creen que la producción de acero para rodamientos debería apuntar a lograr un contenido total de oxígeno muy bajo y un contenido muy bajo de azufre y aluminio, para mantener las inclusiones no metálicas al mínimo.
Además, la introducción de magnesio procedente de la escoria puede conducir a la formación de inclusiones de espinela, que conviene evitar.
Para producir acero para rodamientos de alta calidad, varias acerías adoptan diferentes métodos de proceso según sus condiciones específicas.
Sin embargo, controlar la composición química de la escoria de refinación es siempre un factor crítico para controlar las inclusiones no metálicas en el acero para rodamientos.
La Figura 14 demuestra la influencia de los contenidos de Al, O y Ag en el acero que contiene 100Cr6 (AISI52100) en la composición de la escoria. También se muestra la comparación de los contenidos de aluminio y oxígeno calculados y medidos en el acero.
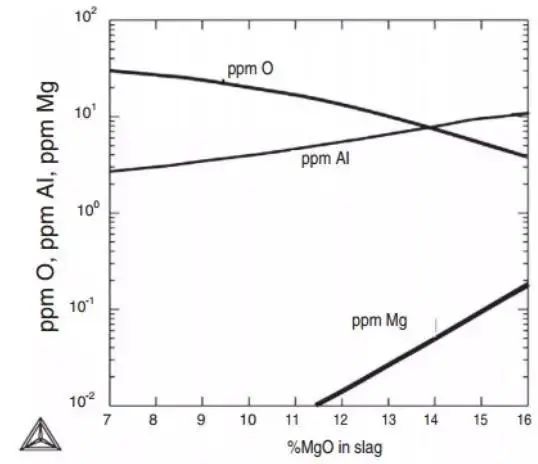
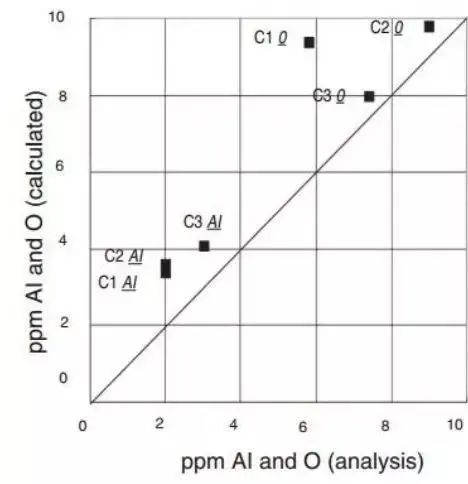
Figura 14
El. En el estado de equilibrio del acero para rodamientos, la escoria de refinación %Al 2 Ó 3 =5%, %CaO=48% permanece sin cambios, y la influencia del MgO en Al, O y Mg se calcula utilizando las bases de datos Thermo calc y SLAG2 a 1540 ℃ .
B. Compare el valor calculado y el valor medido del acero para rodamientos después del acabado del refinado del horno 3 y se utiliza la base de datos Thermo calc® y SLAG2 para el cálculo.
4.3 Prevención de la obstrucción de las boquillas mediante tratamiento con calcio e inclusión de alúmina
El tratamiento con calcio se utiliza para eliminar las inclusiones de sulfuro y regular la anisotropía de materiales forjados o laminados en caliente. También ayuda a mejorar la trabajabilidad de las inclusiones.
La práctica de utilizar un tratamiento con calcio para transformar inclusiones de óxido de aluminio en inclusiones compuestas líquidas para evitar la obstrucción de las escamas de las boquillas ha ganado un uso generalizado en las últimas décadas, a pesar de ser un método controvertido.
El proceso de tratamiento del calcio es complejo y requiere la consideración de factores como la solubilidad del calcio, el rendimiento y la alta presión de vapor causada por la oxidación durante la adición de calcio. Estos factores han sido investigados exhaustivamente.
También se han realizado estudios sobre el mecanismo de desnaturalización de las inclusiones y la cantidad ideal de calcio necesaria para lograr el resultado deseado.
La formación de inclusiones es un proceso complejo. La capa exterior, a menudo compuesta de óxidos, está cubierta por un revestimiento compuesto rico en azufre. Este fenómeno y la distribución de elementos individuales se ilustran en la Figura 15.
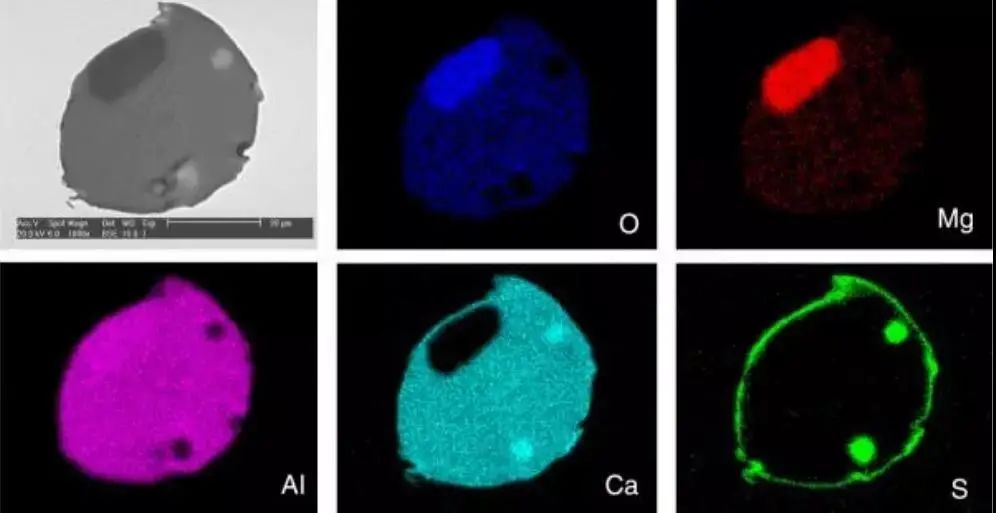
Figura 15
El tratamiento con calcio se utiliza para mejorar la moldeabilidad del acero. Disuelve grandes inclusiones de partículas compuestas de aluminato de calcio, sulfuro y AgO que se encuentran en la losa durante la colada continua.
El magnesio también se reduce de escoria a acero durante el proceso de tratamiento.
Como resultado del tratamiento, una porción importante de las inclusiones se convierten en una fase líquida y no obstruirán la boquilla durante el colado.
Sin embargo, si la temperatura del acero fundido es demasiado baja, la fundición será un desafío.
La reacción de las inclusiones no metálicas formadas durante la solidificación es un proceso complejo, como se ilustra en la Figura 16.
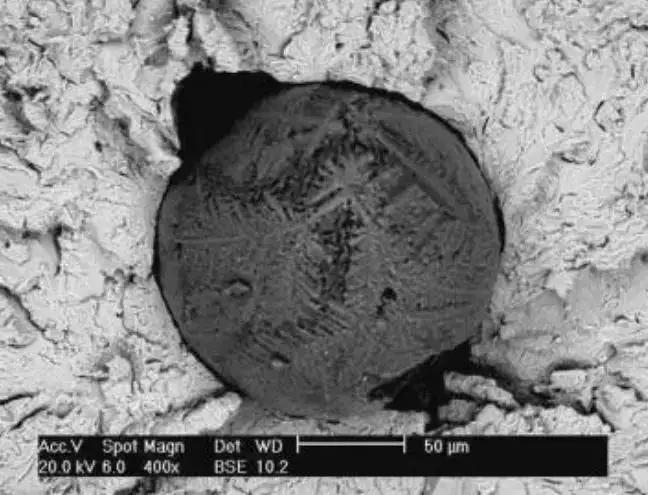
Figura 16
La muestra de placa contiene grandes inclusiones rotas de aluminato de calcio con fases complejas y la cubierta de inclusión exhibe una estructura de solidificación dendrítica.
La cantidad de calcio necesaria para modificar las inclusiones de óxido de calcio depende del contenido total de oxígeno en el acero.
Desafortunadamente, no existe ningún método actual para determinar con precisión el contenido total de oxígeno del acero en tiempo real, lo que dificulta determinar la cantidad adecuada de calcio a agregar.
Esto representa un desafío importante para la producción industrial.
Una solución es utilizar la termodinámica para comprender la obstrucción del flujo de escamas en la boquilla y establecer la ventana moldeable para la colada continua.
Se puede medir el nivel de oxígeno disuelto y estos datos también se pueden utilizar para monitorear la eficiencia del tratamiento con calcio, como se demuestra en la Figura 17.
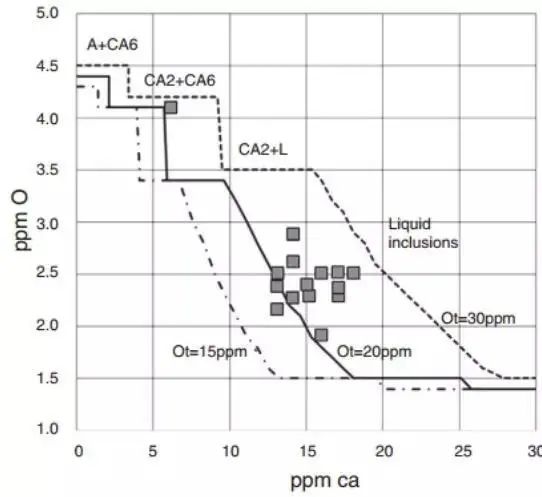
Figura 17
La figura anterior muestra la correlación entre el contenido de calcio y el oxígeno disuelto calculado en acero con una composición de 0,025% Al, 0,01% S y contenidos variables de oxígeno total de 20, 25 y 30 ppm de izquierda a derecha, a una temperatura de 1540 ℃.
Dentro de cada rango de composición se indica la presencia de fases no metálicas.
Los cálculos se realizaron utilizando las bases de datos Thermo-Calc® y SLAG3.
Cada punto representa la medición experimental del contenido de oxígeno disuelto en el acero, obtenido sin ningún bloqueo en la boquilla.
4.4 Metalurgia de óxidos
El proceso de fundición final enfrenta un desafío que requiere control de la microestructura y no puede depender únicamente del laminado en caliente.
Las investigaciones han demostrado que la presencia de ferrita en el metal de soldadura tiene un impacto positivo en la formación de inclusiones no metálicas.
La teoría de la nucleación de inclusiones sugiere que la formación de inclusiones agota el Mn en la matriz circundante, lo que parece ser efectivo.
Las inclusiones de óxidos no metálicos sirven como núcleos de nucleación para inclusiones de MnS y han producido resultados favorables en las aplicaciones.
Además, la oxidación secundaria del titanio en el acero al silicio y manganeso transforma las inclusiones en óxido de titanio, mientras que el óxido y el nitruro muestran una alta eficiencia de nucleación en la ferrita, como se ha confirmado.
Koseki, Inoue, Suito y Park demostraron que el nitruro de titanio puede actuar eficazmente como agente nucleante, promoviendo la aparición de grandes granos equiaxiales en acero inoxidable a partir de procesos de soldadura y fundición continua.
Park y Kang han logrado avances recientemente en este campo.
Los cálculos termodinámicos y las simulaciones de modelos muestran que el diseño de aleaciones y procesos en metalurgia de óxidos puede ser muy beneficioso.
5. Análisis cuantitativo de inclusiones.
En las últimas décadas, la industria del acero se ha enfrentado al desafío de clasificar y cuantificar con precisión las inclusiones no metálicas utilizando gráficos e imágenes de comparación tradicionales. Para mejorar el análisis cuantitativo de las inclusiones, incluida información sobre el tamaño, la fracción de volumen y la composición, han surgido nuevos métodos.
En muchos casos, se deben emplear varios métodos simultáneamente para obtener una comprensión integral de la naturaleza y el proceso de las inclusiones no metálicas. Las investigaciones han demostrado que ciertas características dependen de la distribución de las inclusiones, mientras que otras dependen de otros factores. Por ejemplo, el comportamiento a la fatiga del acero está influenciado por el tamaño de la inclusión más grande.
La limpieza de los productos de acero varía mucho, excepto en el caso de los productos de bajo coste. El contenido total de oxígeno del acero eliminador de aluminio con bajo contenido de carbono (LCAK) es de aproximadamente 40 ppm, mientras que el acero para rodamientos típico tiene un contenido total de oxígeno de aproximadamente 5 ppm. La fracción en volumen de las inclusiones de óxido es significativamente diferente, pero no se menciona la presencia de inclusiones de sulfuro.
Las estadísticas de valores extremos y su aplicación desempeñan un papel fundamental en el análisis de fatiga. Estos métodos no están ampliamente cubiertos en la literatura general, pero se incluyen en esta revisión de la literatura con referencias proporcionadas para lectura adicional. El método de evaluación de la inclusión mediante estadísticas de valores extremos, propuesto por Murakami en el programa, ha sido ampliamente utilizado en el área de la fatiga y ha producido excelentes resultados.
Es importante señalar que este método no tiene en cuenta el tamaño máximo de inclusión en el análisis de fatiga. De hecho, la fracción de volumen de las inclusiones causadas por inclusiones de partículas grandes puede aumentar. Es posible que este aspecto del método no cumpla con las expectativas de los fabricantes de acero, ya que no considera la inclusión de la partícula más grande.
6. Conclusión
En la industria siderúrgica está profundamente arraigado el viejo dicho “Producir buena escoria conduce a producir buen acero”.
En las últimas décadas, el reconocimiento del impacto de las inclusiones no metálicas en las propiedades del acero ha hecho que el proceso de producción de acero pase de simplemente prevenir la contaminación por inclusiones a optimizar la composición, cantidad y distribución de las inclusiones en el acero.
Esta transformación afecta todos los aspectos del proceso de producción de acero, desde la selección de la materia prima (como evitar la contaminación por aluminio), hasta el diseño de la composición de la escoria, la optimización de las condiciones de refinación secundaria (como el tiempo de proceso de refinación y las condiciones hidrodinámicas) y un control cuidadoso. del distribuidor y operación del molde.
Se ha convertido en una práctica estándar en la producción de muchos tipos de acero controlar cuidadosamente la oxidación secundaria en todos los procesos.
La termodinámica juega un papel fundamental en la investigación de la influencia de las inclusiones en el acero. Actualmente se estudia ampliamente la comprensión de la termodinámica, la composición química del acero y la escoria de refinación, y las interacciones entre las condiciones del proceso de producción de acero.
También ha habido una mejora significativa en las herramientas de modelado, lo que permite un enfoque más basado en la ciencia para controlar las inclusiones en el acero.
Estas tecnologías han sido ampliamente adoptadas y continúan evolucionando en el campo de la modificación de inclusiones no metálicas. Sin embargo, todavía existe la necesidad de mejorar continuamente la escoria de refinación y comprender completamente el papel de las inclusiones no metálicas en el acero.
La modificación de inclusiones y la ingeniería metalúrgica de óxidos se utilizan ahora ampliamente en las acerías, lo que da como resultado un acero que es al menos un orden de magnitud más limpio que hace varias décadas. Esto también presentó nuevos desafíos para el análisis cualitativo y cuantitativo de inclusiones no metálicas.
El análisis cuantitativo de todas las inclusiones y su impacto en las propiedades y el comportamiento del acero es ahora un requisito básico, y existe un amplio margen para el debate y la investigación futura.
A pesar de los avances y conocimientos resumidos en esta revisión, el desafío constante en las próximas décadas será mejorar continuamente diversas tecnologías y mejorar la calidad del acero.







