
1. Introducción
En los últimos años, con el rápido crecimiento de la industria manufacturera, se ha generalizado el uso de máquinas cortadoras como principal equipo de procesamiento de chapa.
Una de las opciones más populares entre los usuarios es la guillotina hidráulica pendular, debido a su estructura simple, bajo índice de fallas y excelente calidad de corte.
Para maximizar la calidad de corte de la máquina cortadora de péndulo hidráulica, se recomienda a los usuarios tener un conocimiento integral sobre la instalación y el ajuste de la hoja.
Aunque el método de ajuste de la hoja para la máquina cortadora de péndulo hidráulico se describe en diversas publicaciones, obtener resultados satisfactorios en la práctica puede ser un desafío debido a factores como la longitud de la hoja, la dureza y el material y espesor de la placa que se está cortando.
Este artículo, basado en un análisis de la posición, el tamaño y la instalación de la cuchilla para una máquina cortadora de péndulo hidráulica, propone que el ajuste de la cuchilla implica no solo ajustar la altura de la cuchilla, sino también adaptar la hélice de la misma.
2. Requisitos de instalación de la cuchilla en el proceso de corte de la máquina cortadora de péndulo hidráulica
Como se muestra en la Figura 1, el portaherramientas oscilante gira alrededor del punto O y corta la lámina de metal bajo la influencia del cilindro hidráulico.
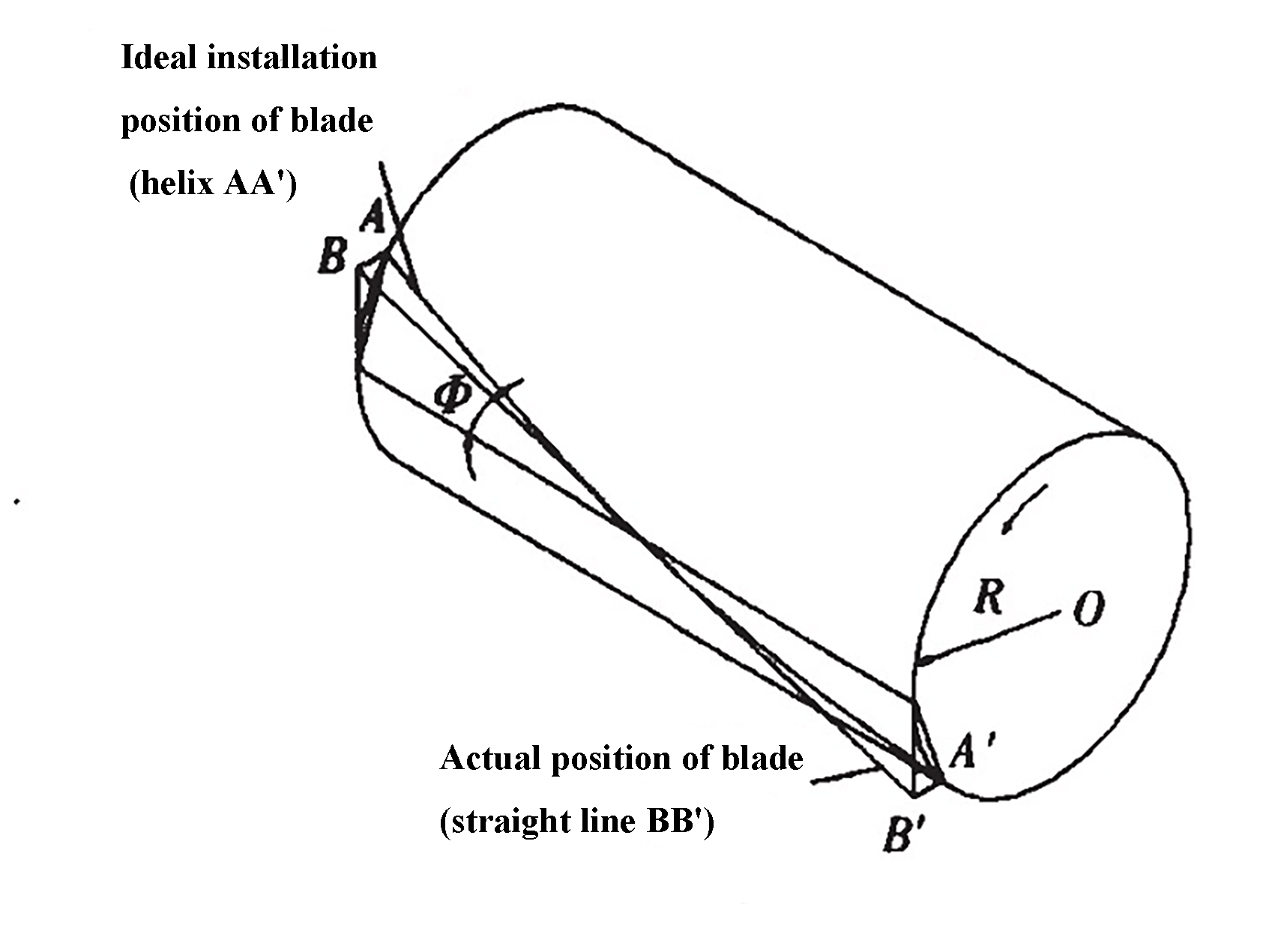
Fig.1 El principio de corte.
Para permitir un corte continuo de derecha a izquierda, la hoja instalada en el portaherramientas forma un ángulo X (es decir, ángulo de corte) con la mesa de trabajo. Los principales requisitos son los siguientes:
- Requisitos para el ángulo delantero y trasero:
Para garantizar la calidad del corte, el plano vertical entre la hoja y la mesa de trabajo debe mantener siempre un ángulo γ. Sin embargo, como no es posible mantener la hoja en la misma superficie cilíndrica giratoria del portaherramientas, los ángulos frontal y posterior de la hoja pueden cambiar durante el proceso de corte.
Al comienzo del corte, el ángulo frontal es grande y el ángulo trasero es pequeño debido al pequeño radio de giro (OA') del portaherramientas. Por otro lado, al final del corte, el ángulo delantero es pequeño y el ángulo trasero es grande debido al aumento del radio de giro de la torreta (OB').
- Evitar la fricción:
Para evitar una fricción significativa entre la parte frontal de la hoja y la placa que se está cortando, la cara frontal de la hoja siempre debe estar dentro del arco de su trayectoria de movimiento durante todo el proceso de corte (desde el punto c al punto d).
- Requisito de liberación:
Para obtener una mejor calidad de la sección cortada, es fundamental mantener, en la medida de lo posible, una separación constante △ entre la cuchilla y la placa a cortar (ver Figura 2).
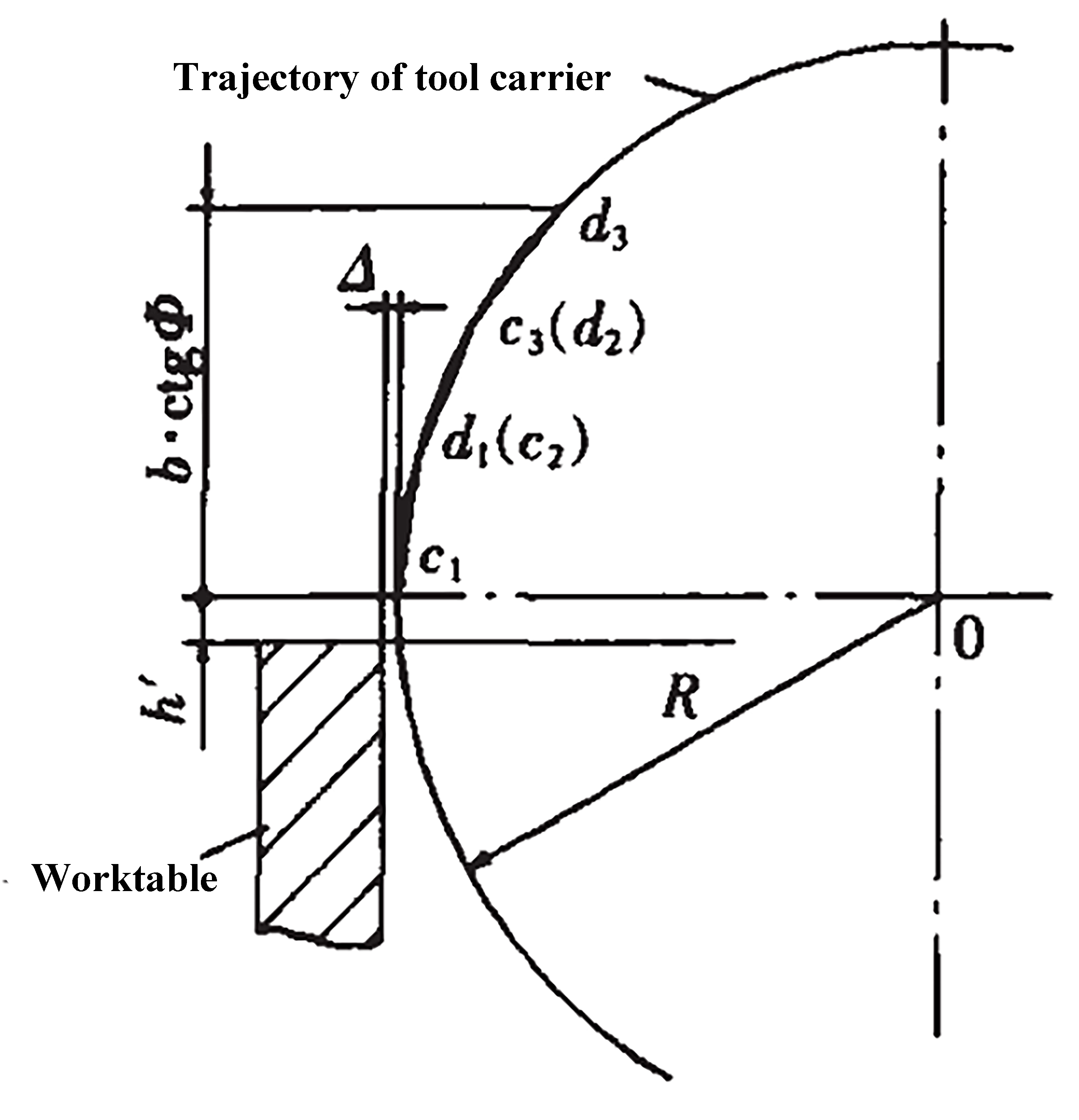
Fig. 2 Espacio libre para corte
La holgura de la hoja debe permanecer constante a lo largo de toda la hoja. Un ajuste inadecuado puede aumentar el desgaste y dañar la hoja, e incluso puede hacer que la hoja choque con la mesa o que la hoja de metal se caiga.
Para cumplir con los requisitos anteriores, es esencial ajustar la parte frontal de la hoja lo más cerca posible de una superficie espacial en espiral, para garantizar que los ángulos frontal y posterior permanezcan constantes durante el proceso de corte.
3. El método de ajuste general es el de la cuchilla de la máquina cortadora de péndulo hidráulico .
Dado que no es práctico ajustar la cara frontal de la hoja a una superficie espacial en espiral, el requisito de una superficie espacialmente curvada normalmente se cumple ajustando el espesor de la junta de ajuste entre la hoja y el portaherramientas, como se ilustra en la Figura 3.
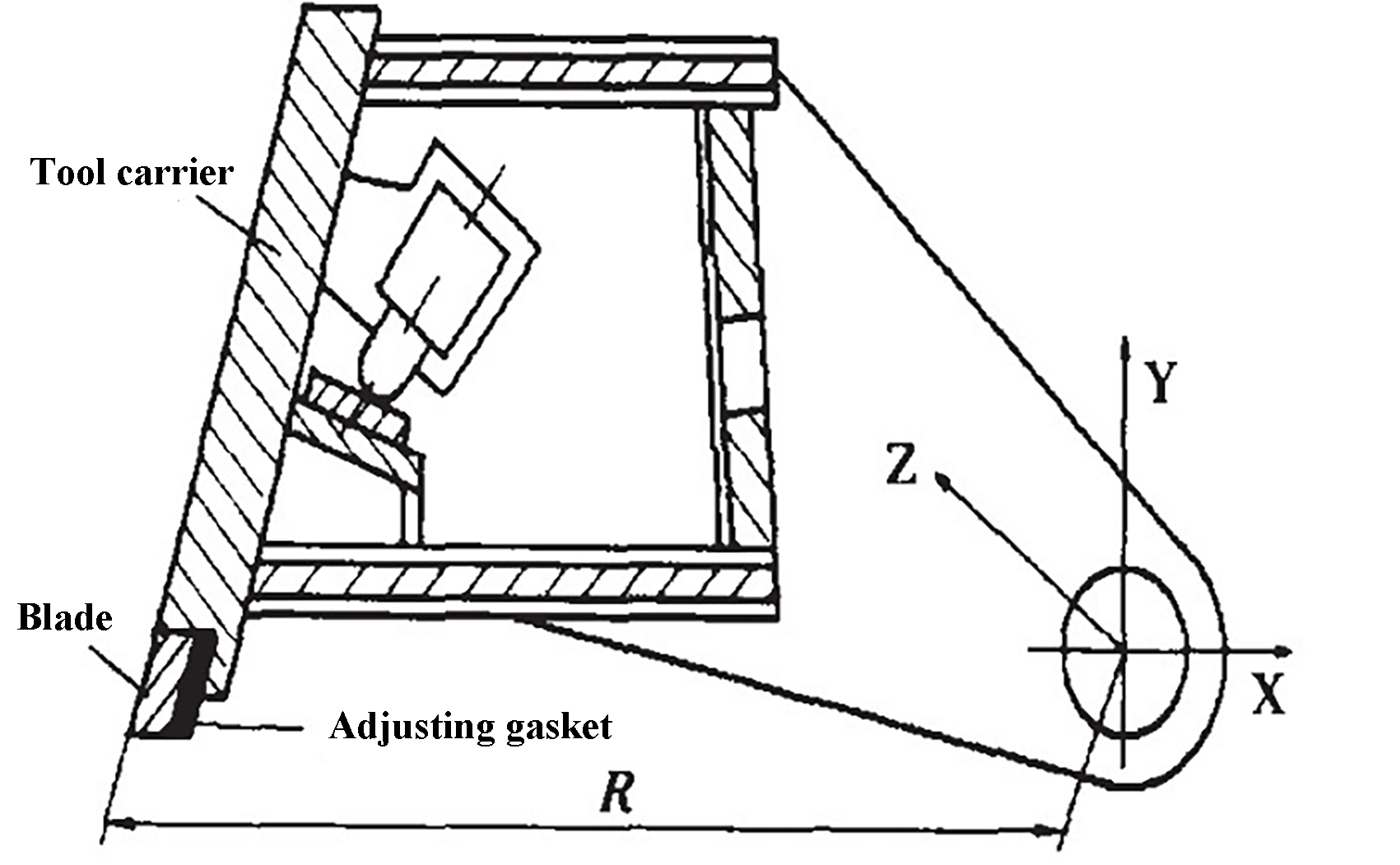
Fig.3 Ajuste de la hoja
A pesar de su simplicidad, el método de ajuste del espesor de la junta todavía tiene algunas limitaciones. Para cumplir con los requisitos ideales de instalación de la pala en curvas paralelas espaciales, la pala debe cumplir los siguientes criterios:
x=R cosθ
y=R senθ (1)
z=Rθ·ctg
Dónde:
- θ – ángulo de rotación del portaherramientas alrededor del eje
- Ф – ángulo de corte
La pala debe ser una hélice espacial, siendo su superficie frontal una hélice cilíndrica. Sin embargo, utilizar el método simple de ajuste de la articulación puede provocar los dos problemas siguientes:
- Problema de brecha:
Un método simple para ajustar el grosor de la junta es alinearla a lo largo de la hoja con una línea recta, lo que da como resultado una hoja que es una línea recta, como se ilustra en la Figura 4.
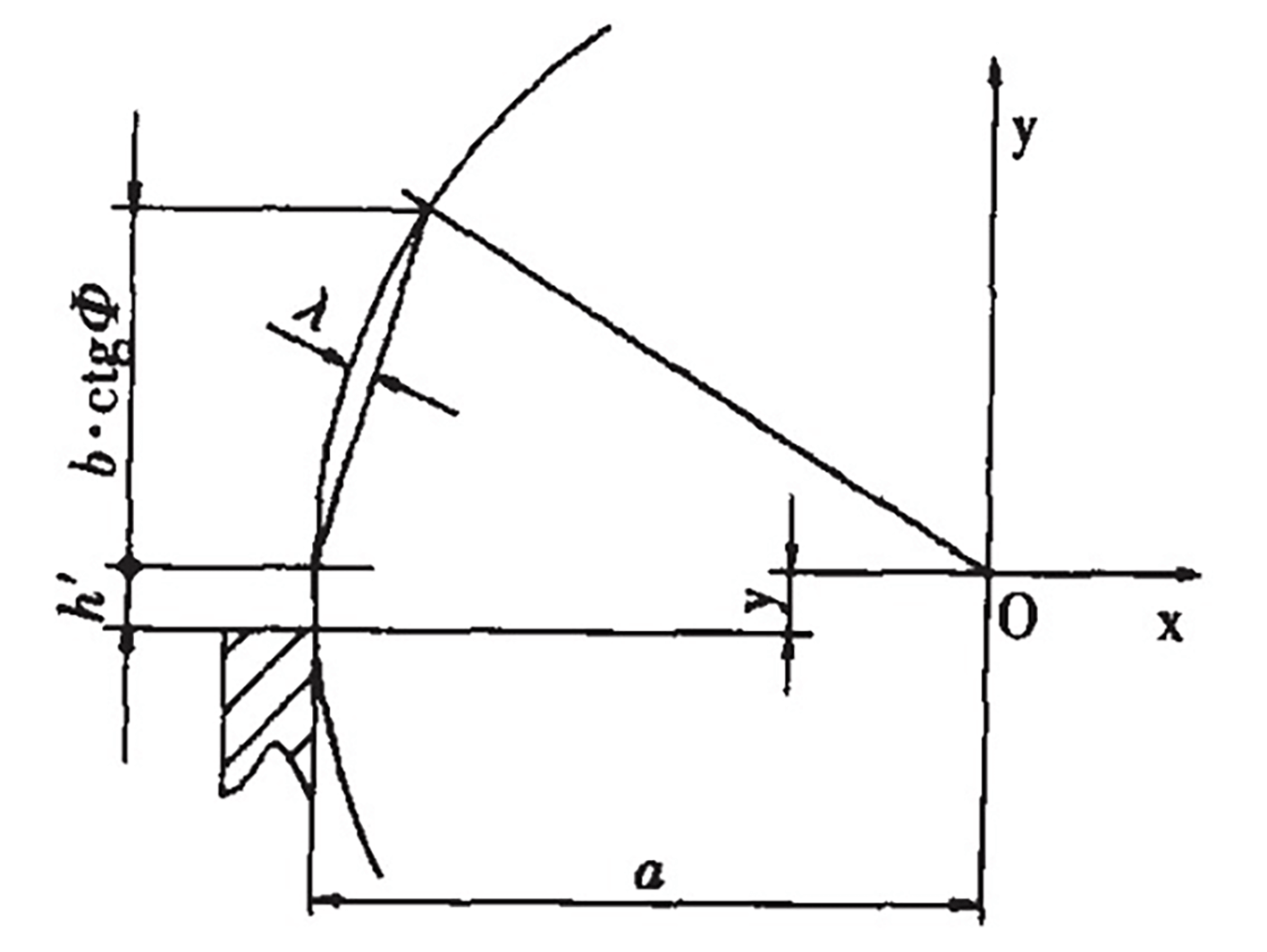
Fig. 4 El borde de la hoja es una línea recta.
Esto da como resultado un espacio real entre la hoja y la placa que se está cortando de △+. Como λ varía con el ángulo de oscilación θ del portaherramientas, el espacio entre la hoja y la placa que se está cortando se vuelve variable. El rango de cambio para λ es el siguiente:
λ=R(1- cosβ) (2)
Dónde:
- β – ángulo de oscilación del portaherramientas desde el principio hasta el final del corte
- β = arcoseno( btgФ /R)
Por ejemplo, si calculamos usando QC12Y-6×200 (con R=469mm, Ф =1,5° y b=1600mm), el rango de variación es de aproximadamente 1,8mm. Si se utiliza una hoja de 1100 mm para ajustar el espesor de la junta, el rango de variación es de 0,88 mm, lo que supera el espacio recomendado de 0,5 mm al cortar una placa de acero de 6 mm.
Es evidente que aunque el método de ajuste del espesor de la junta es simple, no puede garantizar un espacio constante entre la cuchilla y la lámina de metal durante todo el proceso de corte, lo que impacta negativamente en la calidad del corte.
- Problema del ángulo frontal:
El método de ajuste del espesor de la junta ignora el requisito de que el frente de la hoja sea una superficie en espiral y en su lugar la reemplaza con un plano perpendicular al banco, lo que no puede garantizar el ángulo frontal deseado (generalmente entre 1, 5° y 2° para asegurar el corte). calidad y resistencia de la hoja) durante el corte.
Para un ancho de pala W, la distancia entre los bordes superior e inferior y la superficie helicoidal ideal se puede calcular de la siguiente manera:
X'=R{1- cos(arcsen(y /R)} (3)
Sustituyendo los parámetros relevantes de QC12Y-6×200 en la ecuación (3), se obtiene un valor de X' = 6,87 mm y el ángulo frontal máximo es -arctan (x'/y') = 4,91°. Un valor negativo indica un ángulo frontal negativo.
Claramente, un rango de variación tan grande en el ángulo frontal no puede garantizar la calidad de corte deseada.
4 . Soluciones
(1) Problema de liquidación
La razón del espacio de corte excesivo en el análisis y cálculo anterior es que solo se usaron dos líneas rectas para aproximar el segmento de línea espiral de la hoja durante todo el proceso de corte. Utilizando la aproximación de segmentos de múltiples líneas, se puede reducir la brecha máxima.
La hoja de QC12Y-6×200 es de 1100 mm y el espacio entre los orificios de ubicación es de 200 mm. Si se utilizan juntas en cada orificio de posicionamiento para el ajuste, la variación del espacio de corte, λ, se puede calcular como 0,03 mm utilizando la fórmula (2) y cumpliría los requisitos. El espesor de la junta de ajuste se puede determinar calculando la altura de cada segmento de línea recta que se aproxima al arco curvo.
Para cumplir con el requisito del ángulo frontal (γ = 1,5° a 2,0°), es necesario aumentar la distancia, y, entre el eje de rotación de la torreta y la mesa de trabajo. Y depende del centro de rotación de la torre y del espesor de la placa. Cuanto menor sea el radio de giro de la torre, más gruesa será la chapa y mayor será el valor Y. Estos factores deben tenerse en cuenta durante el diseño de corte.
En la práctica, a menudo se utiliza un dispositivo de ajuste de la separación para aumentar la separación de corte, pero esto sacrifica la calidad del corte. La Figura 5 muestra la junta achaflanada, y el ángulo achaflanado, n, se rectifica en la dirección perpendicular a la mesa de trabajo (en el diseño se selecciona un ángulo de 1,5° y el radio de giro del portaherramientas se puede aumentar ligeramente si es pequeño). ) para compensar el error causado al utilizar un plano perpendicular a la mesa de trabajo para aproximar la superficie de la espiral.
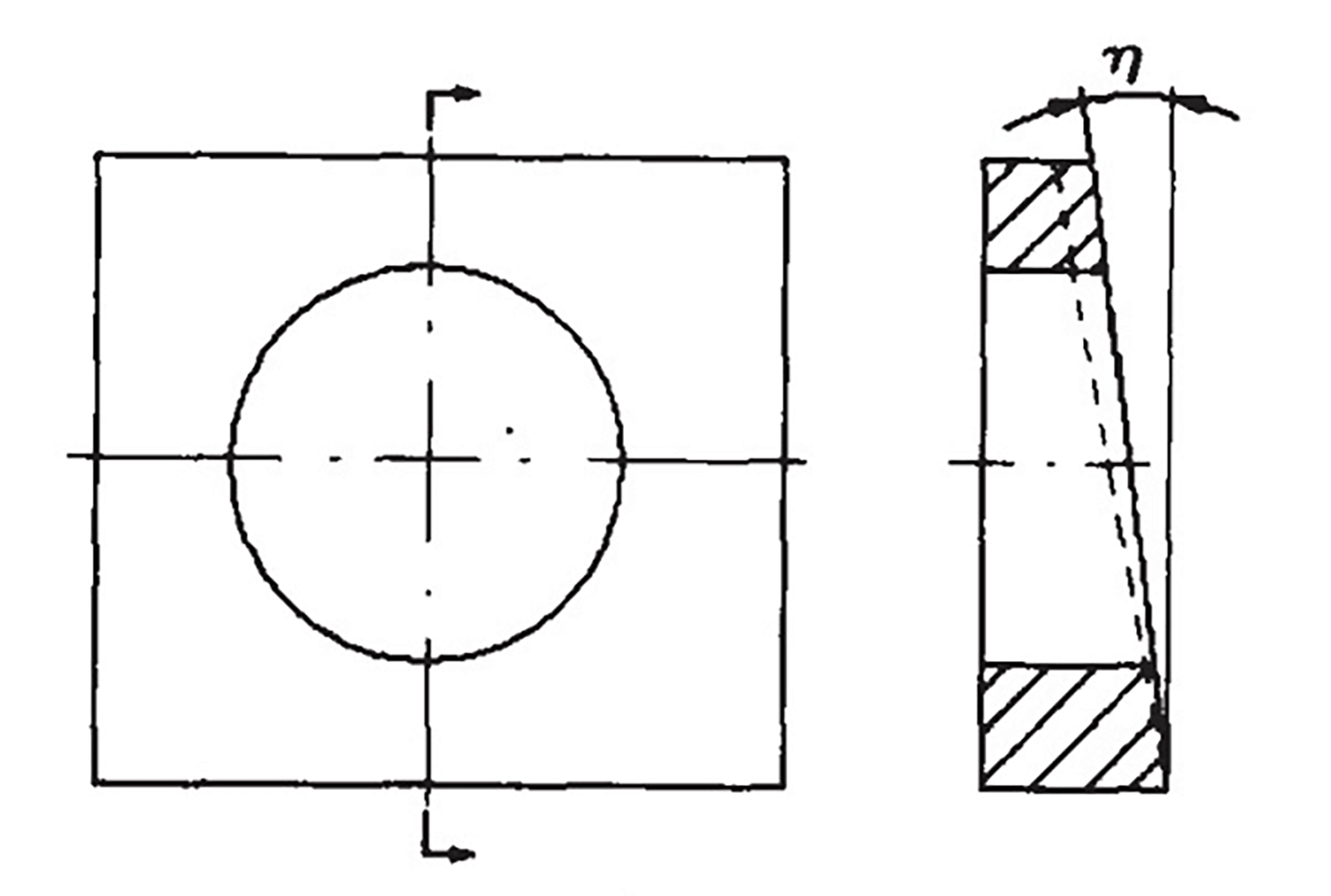
Fig. 5 Junta biselada
Para cumplir mejor con los requisitos de la superficie helicoidal, cuando el portaherramientas es largo, la superficie que hace contacto con la hoja también se puede rectificar con un plano inclinado de 1° a lo largo de la dirección longitudinal de la hoja, como lo indica la línea de puntos en la Figura 5. Cuanto más larga es la torre, más pronunciado se vuelve el efecto.
5. Resultados de la práctica
Los métodos descritos anteriormente se aplicaron para ajustar la holgura de la hoja de las cizallas QC12Y-6×3200 y Q12Y-12×2500, como se muestra en la Tabla 1. Los datos demuestran que al usar la junta en ángulo y recortar la junta en cada orificio de montaje, El espacio libre de la hoja se puede reducir sin cortar durante el proceso de corte real, lo que resulta en una mejor calidad de corte.
Es importante señalar que los datos experimentales en la Tabla 1 incluyen el impacto de los errores de forma de la hoja en la separación mínima de corte.
Tabla 1 El contraste de la holgura mínima de corte entre dos métodos de ajuste de la hoja/mm
| Modelo | Método de ajuste general | Utilice la junta inclinada y córtela en cada orificio de montaje. |
| QC12Y—6×3200 | 0,62 | 0,36 |
| T12Y: 12 × 2500 | 1.0 | 0,65 |








1comentario
Great guide! Very helpful for maintaining shear blades with precision and safety. Thanks for sharing this!