
1. Los estándares para el óxido de la superficie de acero y el grado de eliminación de óxido se basan en la norma nacional GB8923-88, conocida como "Grado de óxido y eliminación de óxido de la superficie de acero antes del recubrimiento".
2. La norma divide el grado de eliminación de óxido en tres tipos: granallado o granallado abrasivo, herramientas manuales y eléctricas y eliminación de óxido con llama.
3. El granallado abrasivo o granallado se representa con la letra “sa” y se divide en cuatro grados:
sa1 – explosión de luz. La superficie del acero no presenta grasa visible, suciedad, incrustaciones mal adheridas, óxido, capas de pintura u otros residuos.

sa2 – detonación completa. La superficie de acero no tiene grasa visible, la suciedad y los residuos como incrustaciones y óxido se eliminan básicamente.
sa2.5 – detonación muy completa. La superficie de acero no tiene grasa, suciedad, incrustaciones, óxido, capas de pintura u otros residuos visibles, y cualquier rastro restante son solo pequeñas manchas o rayas.


sa3 – voladura muy limpia. La superficie de acero no tiene grasa, suciedad, incrustaciones, óxido, capas de pintura u otros residuos visibles, y la superficie tiene un color metálico uniforme.

Clases manuales de eliminación de óxido
St1 – limpieza completa manualmente y con herramientas eléctricas:
Cuando se mira sin aumento, la superficie debe estar libre de residuos de aceite, grasa y polvo. No debe haber piel oxidada, óxido, pintura u objetos extraños peligrosos. Cualquier contaminante restante debe adherirse firmemente.
St2: eliminación completa del óxido con herramientas manuales y eléctricas.
La superficie del acero no debe presentar grasas y suciedad visibles, ni incrustaciones, óxido o pinturas mal adheridas.
St3: eliminación de óxido manual y eléctrica muy exhaustiva.
La superficie del acero no debe presentar grasas y suciedad visibles, ni incrustaciones, óxido o pinturas mal adheridas. La eliminación de óxido debe ser más completa que St2 y la parte expuesta del sustrato debe tener un brillo metálico.


El tratamiento superficial es fundamental para obtener un buen efecto de recubrimiento. La inversión en el tratamiento de superficies merece la pena. Por lo tanto, se debe prestar especial atención a la selección de los métodos de tratamiento de superficies y los sistemas de pintura correspondientes.
Es importante utilizar estándares internacionales para medir el grado de tratamiento superficial, como la norma sueca: SIS055900 o ISO08501.
Niveles de corrosión
La base de los estándares de tratamiento de superficies reside en cuatro niveles distintos de corrosión:
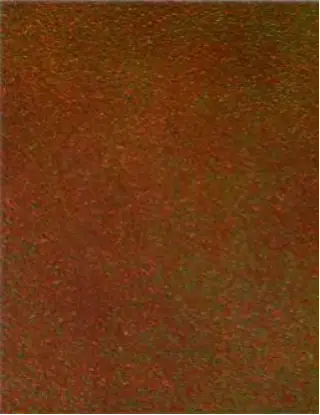
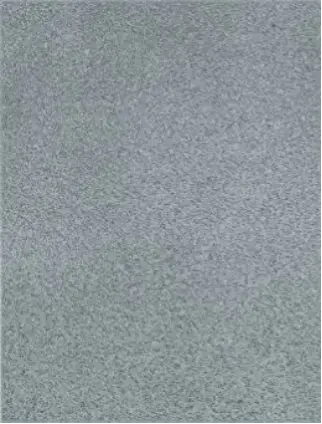
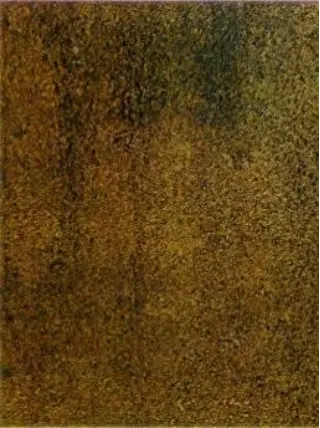
Nivel A: La superficie del acero queda completamente cubierta de cascarilla adherente, prácticamente sin óxido.

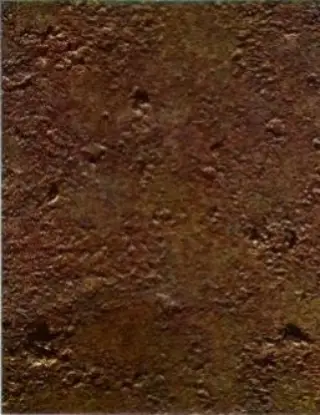
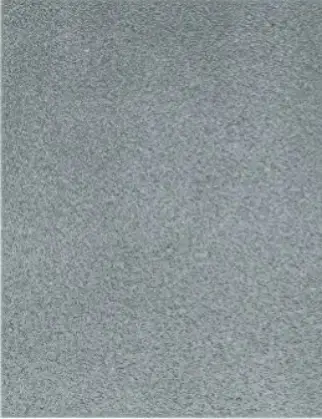
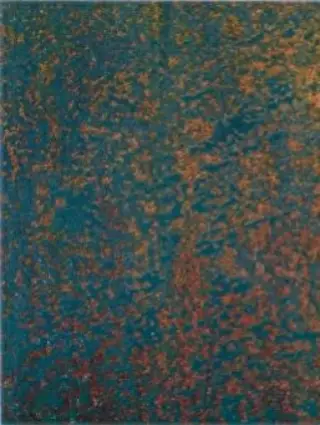
Nivel B: La superficie de acero ha comenzado a oxidarse y las incrustaciones están comenzando a desprenderse.

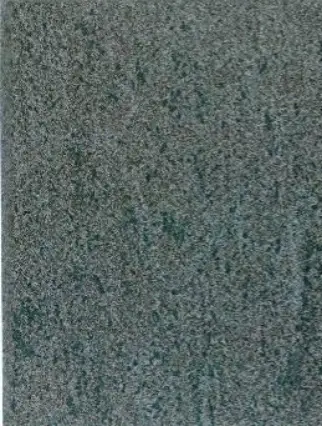
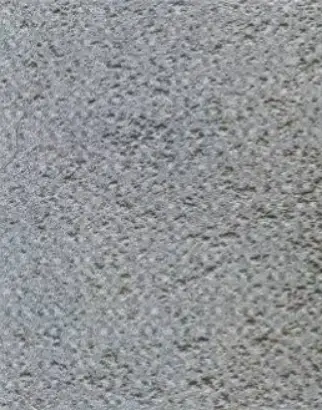
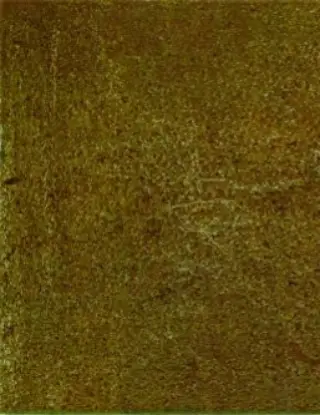
Nivel C: Las incrustaciones en la superficie del acero están oxidadas o se pueden raspar, pero pequeñas manchas de óxido son visibles a simple vista.
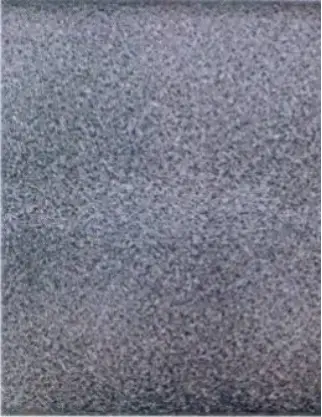
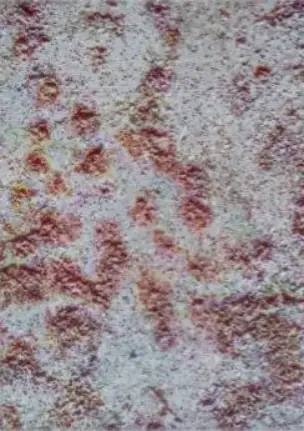
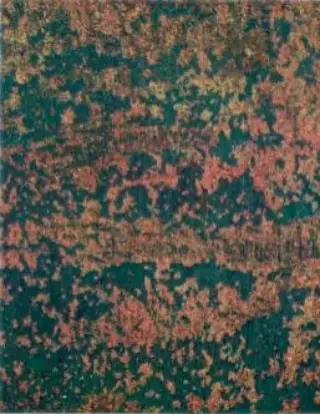
Nivel D: Las incrustaciones en la superficie del acero están oxidadas y descascaradas, con una gran cantidad de manchas de óxido visibles a simple vista.
Nivel de pretratamiento
Según SIS055900, el tratamiento superficial de estos niveles de corrosión se realiza de acuerdo con los siguientes estándares de calidad para el cepillado de metales y el granallado abrasivo:
- Patrones de cepillado de alambre St – St2, St3
- Sa – Estándares de chorro abrasivo Sa1, Sa2, Sa2.5, Sa3
1. Cepillado de alambre – St.
- St1 – Limpieza completa a mano y con herramientas eléctricas
Cuando se mira sin aumento, la superficie debe estar libre de residuos de aceite, grasa y polvo. No debe haber piel oxidada, óxido, pintura u objetos extraños peligrosos. Cualquier contaminante restante debe adherirse firmemente.
- St2 – Limpieza completa de forma manual y con herramientas eléctricas.
La superficie debe estar libre de grasa visible, suciedad, cascarilla de laminación, óxido, capas de pintura y materiales extraños.
- St3 – Limpieza muy profunda con herramientas manuales y eléctricas.
Similar a St2, pero debe tratarse más minuciosamente que St2, teniendo el sustrato metálico un brillo metálico.
Estas normas proporcionan orientación y asistencia importantes para el tratamiento de superficies. Los proveedores de pintura generalmente establecen estándares y requisitos de tratamiento de superficies correspondientes para cada tipo de pintura.
2. Granallado abrasivo – Sa
Antes del granallado abrasivo, se deben eliminar todas las capas gruesas de óxido de la superficie. También se debe eliminar cualquier aceite, grasa y suciedad visibles. Después del granallado abrasivo, la superficie debe estar limpia, libre de polvo y residuos.
- Grado Sa1: Eliminación de óxido con chorro de arena ligero
La superficie debe estar libre de grasa visible, suciedad, capas de oxidación inestables, óxido, capas de pintura e impurezas.
- Grado Sa2: Eliminación completa de óxido con chorro de arena.
La superficie debe estar prácticamente libre de grasas visibles, suciedad, capas de oxidación, herrumbre, revestimientos de pintura e impurezas, con cualquier resto de sustancias firmemente adheridas.
- Grado Sa2.5: Eliminación de óxido con chorro de arena muy exhaustiva
La superficie debe estar libre de grasa visible, suciedad, capas de oxidación, óxido, capas de pintura e impurezas. Los restos de color sólo deberían aparecer como pequeñas decoloraciones, moteadas o rayadas.
- Grado Sa3: Eliminación de óxido con chorro de arena para limpiar superficies de acero.
La superficie debe estar libre de grasas visibles, suciedad, capas de oxidación, herrumbre, pintura e impurezas, exhibiendo un brillo metálico uniforme.
- Grado Sa4: La limpieza observable de la superficie del acero.
Sin aumento, la superficie debe aparecer libre de residuos de aceite, grasa y polvo, sin ninguna capa de oxidación suelta, óxido, pintura y objetos extraños, exhibiendo un brillo metálico uniforme.
3. Limpieza con llama – Fl

Antes de la limpieza con soplete, se deben raspar las capas gruesas de óxido y eliminar también los residuos visibles, aceites y suciedad. Después de la limpieza con llama, la superficie se debe cepillar con un cepillo de alambre eléctrico.
(La limpieza con llama incluye la eliminación final de los subproductos con un cepillo de alambre eléctrico. Un cepillo de alambre manual no puede lograr una superficie satisfactoria para pintar).
- Fl – Limpieza con llama:
Sin aumento, la superficie debe aparecer libre de oxidación, herrumbre, pintura y sustancias extrañas. Cualquier materia residual sólo debería aparecer como decoloración de la superficie (sombras de diferentes colores).


El término "materia extraña" incluye sales solubles y escorias de soldadura. Estos contaminantes no se pueden eliminar por completo mediante chorro de arena seco, herramientas manuales y eléctricas o llama. En su lugar, se deben emplear métodos de chorro de arena húmedo o pulverización de agua.
Los óxidos, el óxido y la pintura que se pueden raspar con un raspador de aceite se consideran débilmente adheridos. Antes del arenado se deben raspar las capas gruesas de óxido y eliminar también los restos visibles de aceite, grasa y suciedad. Después del pulido con chorro de arena, se debe limpiar el polvo y los residuos.







