1 . Características de la dirección y el ángulo de soldadura.
1.1 B conceptos básicos
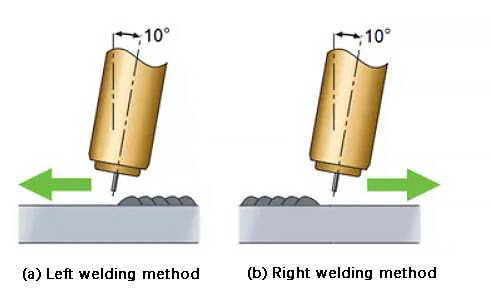
Para la soldadura por arco metálico con gas, cuando el operador sostiene la pistola de soldar con la mano derecha, normalmente lo hace de derecha a izquierda. Esto se denomina “método de soldadura a la izquierda”, ya que la boquilla de la pistola de soldar forma un ángulo obtuso (>90°) con respecto a la dirección de soldadura.
Por otro lado, cuando se suelda de izquierda a derecha con un ángulo agudo (<90°) entre la boquilla de la pistola de soldar y la dirección de soldadura, esto se denomina "método de soldadura a la derecha".
Si el operador sostiene la pistola de soldar con la mano izquierda, se invertirá la dirección de soldadura.
La Figura 1 proporciona una representación visual de los métodos de soldadura izquierdo y derecho.
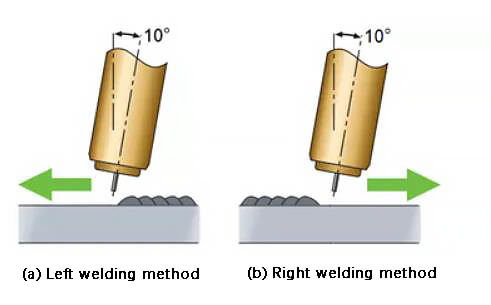
Fig.1 Diagrama esquemático del método de soldadura izquierdo y del método de soldadura derecho
El ángulo entre el eje de la pistola de soldar y la superficie de soldadura se denomina "ángulo de trabajo". En el plano donde se encuentran el eje del soplete y la dirección de soldadura, el ángulo entre el eje del soplete y una línea recta perpendicular a la dirección de soldadura se denomina "ángulo de avance".
La Figura 2 (a) representa el ángulo de trabajo y el ángulo de compensación para una soldadura de filete, mientras que la Figura 2 (b) ilustra el ángulo de trabajo y el ángulo de compensación para una soldadura a tope.
(a) Ángulo de trabajo y ángulo de desplazamiento de la soldadura de filete (junta en T)
(b) Ángulo de trabajo y ángulo de desplazamiento de la soldadura a tope (unión a tope)
Fig. 2 Diagrama esquemático del ángulo de trabajo y del ángulo de marcha.
Normalmente, el ángulo de trabajo para una soldadura de filete es de 45°, mientras que el de una soldadura a tope es de 90°.
El ángulo de compensación se puede clasificar en "ángulo de inclinación" y "ángulo de inclinación" según la dirección de soldadura. Cuando se suelda en la dirección correcta, se conoce como “ángulo de inclinación” y cuando se suelda en la dirección izquierda, se conoce como “ángulo de corte”.
1.2 Y efecto sobre la formación de soldadura.
Cuando la dirección y el ángulo de soldadura varían, el comportamiento del arco y de la soldadura también cambia.
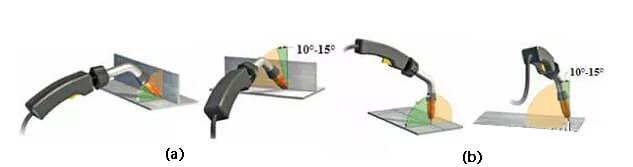
Durante la soldadura a la derecha, la mayor parte del arco actúa directamente sobre la soldadura, mientras que durante la soldadura a la izquierda, la mayor parte del arco afecta el baño de soldadura líquido. Como resultado, bajo corriente de soldadura, voltaje de arco y velocidad de soldadura similares, el ancho y la profundidad de la soldadura pueden ser diferentes.
La Figura 3 proporciona una representación visual de cómo la dirección y el ángulo de la soldadura afectan la formación de la soldadura.
(a) Diagrama esquemático de la influencia de la dirección de la soldadura a tope y el ángulo de desplazamiento en la formación de la soldadura.
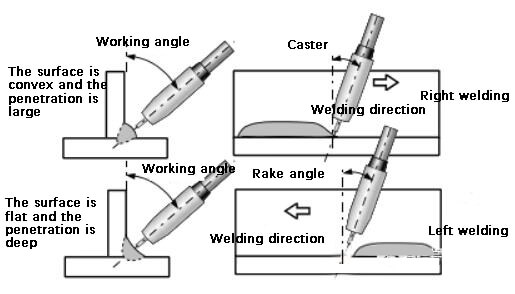
(b) Diagrama esquemático de la influencia de la dirección de soldadura de filete y el ángulo de compensación en la formación de la soldadura.
Fig. 3 Diagrama esquemático de la dirección y el ángulo de soldadura y su influencia en la formación de la soldadura.
Además de afectar la formación de la soldadura, la dirección de la soldadura y el ángulo de avance también afectan la visión del soldador del baño de soldadura, el tamaño de las salpicaduras y la efectividad del gas de protección.
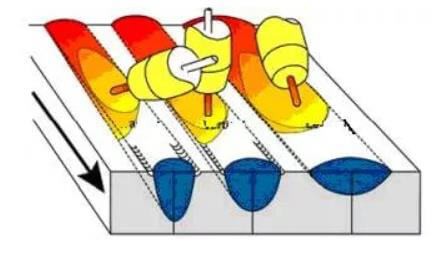
Al soldar con la mano izquierda, el soldador debe observar el arco de soldadura y el charco en un lado del arco de soldadura en un ángulo de 45° a 70°, lo que facilita el seguimiento de la fusión del extremo del alambre de soldadura y los cambios en la fusión. piscina.
Sin embargo, cuando se suelda en la dirección correcta, la presencia de la pistola de soldar obstruye la línea de visión del soldador, lo que dificulta la soldadura.
La Figura 4 proporciona un diagrama esquemático del ángulo de visión ideal para el soldador cuando suelda por la izquierda (para una posición de soldadura plana).
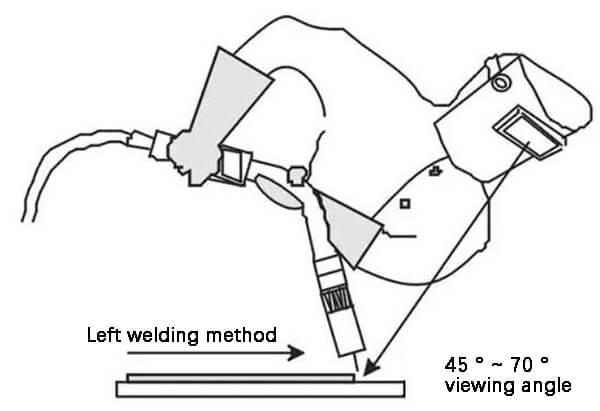
Fig. 4 Perspectiva del operador de soldadura izquierdo (posición de soldadura plana)
Cuando el ángulo de avance es grande, es más fácil que entre aire en la soldadura, lo que resulta en la formación de poros. Para evitar esto, el ángulo de desplazamiento hacia abajo normalmente se establece entre 10° y 15°.
Además, la dirección de soldadura también influye en el tamaño de las salpicaduras producidas durante el proceso. La soldadura a la izquierda normalmente produce salpicaduras más grandes, mientras que la soldadura a la derecha produce salpicaduras más pequeñas.
2. Aplicación de dirección y ángulo de soldadura.
Dado el impacto significativo de la dirección y el ángulo de la soldadura en factores como la formación de la soldadura, el tamaño de las salpicaduras y el gas de protección, en la producción de soldadura real se utilizan diferentes direcciones de soldadura según los requisitos técnicos y los factores situacionales.
Se proporciona como referencia una tabla que describe aplicaciones prácticas típicas de varias direcciones de soldadura.
Tabla – Aplicación práctica de la dirección de soldadura
| Solicitud | Método de soldadura correcto | Método de soldadura izquierda | |
|---|---|---|---|
| Soldadura plana | hoja | No adecuado porque una gran penetración es fácil de quemar. | Adecuado porque la profundidad de horneado es poco profunda y la soldadura es plana. |
| lámina | Adecuado porque puede garantizar una buena fusión. | No adecuado, debido a la poca penetración no se puede garantizar la penetración. | |
| Soldadura transversal | Soldadura de una sola pasada | No es adecuado porque las soldaduras estrechas y profundas tienden a formar soldaduras convexas. | Adecuado porque permite obtener soldaduras anchas y planas con facilidad. |
| Soldadura multipasada | Adecuado para soldadura de respaldo y soldadura de relleno. | Adecuado para soldadura de techos | |
| Soldadura vertical hacia arriba | arbitrariamente | inadecuado | ajustar |
| Soldadura vertical hacia abajo | arbitrariamente | ajustar | inadecuado |
3. Conclusión
3.1 El método de soldadura izquierda se caracteriza por una penetración poco profunda y un cordón de soldadura ancho, lo que lo hace adecuado para soldar placas delgadas. Por otro lado, el método de soldadura correcto se caracteriza por su profunda penetración y su estrecho cordón de soldadura, lo que lo hace ideal para soldar placas medianas y pesadas.
3.2 Un ángulo de desplazamiento pequeño da como resultado una profundidad de fusión profunda y una protección eficaz del baño de soldadura. Por otro lado, un ángulo de avance grande conduce a una penetración poco profunda y a una mala protección del baño de soldadura. Para obtener resultados óptimos, se recomienda un ángulo de avance de 10° a 15° para garantizar una buena protección del baño de soldadura.























































