
El troquel de forja es una herramienta crucial en el proceso de forja, que es un factor clave en el proceso de producción. El troquel se considera un accesorio consumible y su falla se refiere a la pérdida de su uso funcional durante su vida útil especificada. La vida útil de la matriz se refiere al número de piezas producidas desde el momento de su puesta en uso hasta el desgaste normal que conlleva su consumo.
Una falla prematura de la matriz puede resultar en interrupciones de la producción, aumento de costos, disminución de la competitividad del mercado y reducción de los beneficios económicos para la empresa. Maximizar el rendimiento del material del troquel, mejorar su calidad y vida útil y reducir los costos de producción es una preocupación importante en la industria de la forja.
Este artículo se centra en las principales causas de fallas en los troqueles de forja y proporciona formas efectivas de mejorar su vida útil.
La manifestación del fallo del troquel de forjado en caliente.
Las matrices de forja con martillo y las matrices de forja a máquina son matrices de conformado en caliente que se utilizan en martillos de forja libre, martillos de forja y prensas. Se trata de matrices típicas para trabajar en caliente que sufren tensiones mecánicas y térmicas durante el proceso de trabajo. El estrés mecánico proviene principalmente del impacto y la fricción, mientras que el estrés térmico es causado por la alternancia de calentamiento y enfriamiento.
Debido a las complejas condiciones de trabajo de las matrices de forja, su falla también puede ser compleja, incluyendo desgaste y grietas de la parte de la cavidad, fatiga térmica (agrietamiento térmico) y deformación plástica de la superficie de la cavidad.
La Figura 1 ilustra los diversos modos de falla que pueden ocurrir en diferentes partes de la cavidad del troquel de forjado.
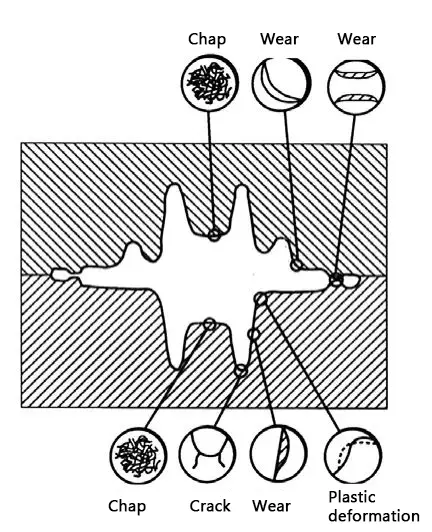
Figura 10 Temperatura de trabajo y distribución de tensiones térmicas en la superficie de la cavidad.
(3) Selección inadecuada del tipo de refrigerante/lubricante.
(4) La temperatura de la superficie de la cavidad del molde es demasiado alta.
(5) Precalentamiento inadecuado del molde.
(6) Selección inadecuada del material del molde.
(7) Defectos de tratamiento térmico y defectos de tratamiento superficial.
Las contramedidas correspondientes para mejorar la fatiga térmica (agrietamiento) son las siguientes.
(1) Evite el templado y ablandamiento de la superficie causado por una temperatura excesiva de la superficie de la cavidad, lo que puede reducir la resistencia a la fatiga térmica de la matriz.
(2) Utilice medidas de enfriamiento apropiadas y efectivas para evitar un estrés térmico excesivo en la superficie y el enfriamiento y ablandamiento de la superficie.
(3) Elegir una temperatura de precalentamiento del molde adecuada, normalmente entre 150 y 200°C, evitando temperaturas demasiado altas o demasiado bajas.
(4) Seleccione material de matriz con alta calidad y excelente tenacidad.
(5) Implementar un proceso de tratamiento térmico correcto, como el uso de una temperatura de austenitización adecuada, una alta velocidad de enfriamiento y un revenido completo, para evitar una capa excesivamente gruesa de nitruro y nitruro de vena durante la nitruración.
Deformación plástica (colapso)

Figura 11 Características topográficas de la deformación plástica en troquel de forja en caliente.
Cuando la matriz de forja se somete a una tensión de trabajo que excede el límite elástico del material de la matriz, se produce deformación plástica. La Figura 11 muestra las características morfológicas típicas de la deformación plástica causada por un revenido severo y un ablandamiento de la superficie debido a una temperatura superficial excesivamente alta de la cavidad de la matriz.
La deformación plástica a menudo ocurre en partes de la cavidad del troquel que están sujetas a tensión y calor, como nervaduras y curvaturas. La alta temperatura de la pieza en bruto y el aumento de temperatura debido a la fricción durante el proceso de deformación de la cavidad (que es mayor que la temperatura de templado del troquel) reducen la resistencia al flujo del material del troquel y forman una capa blanda en la superficie. En la parte más profunda de esta capa pueden producirse deformaciones plásticas, como colapso de bordes y esquinas o depresiones en la cavidad profunda.
Las principales causas de la deformación plástica del troquel de forja se producen de la siguiente manera:
- Una temperatura de la pieza en bruto demasiado baja, lo que provoca una tensión de flujo excesiva del material en bruto.
- Selección incorrecta del material de acero del troquel, como resistencia térmica insuficiente del acero del troquel.
- Una temperatura de matriz excesivamente alta.
- Proceso de tratamiento térmico inadecuado, como baja dureza de la matriz.
Las contramedidas correspondientes para mejorar la deformación plástica son las siguientes:
- Caliente los espacios en blanco a una temperatura inicial de forjado adecuada y mantenga la temperatura del espacio en blanco por encima de la temperatura de forjado final durante el proceso de forjado.
- Elija material de matriz con mayor resistencia a altas temperaturas y resistencia al templado.
- Evite temperaturas excesivas de precalentamiento y temperaturas de la superficie de la cavidad durante el forjado.
- Implemente un proceso de tratamiento térmico adecuado para aumentar la dureza del troquel según sea necesario.
Conclusión
Los principales modos de falla de las matrices de forja incluyen desgaste y agrietamiento de la cavidad, fatiga térmica (agrietamiento térmico) y deformación plástica de la superficie de la cavidad.
Este artículo revisa las principales formas de falla en los troqueles de forja e identifica sus causas, ofreciendo soluciones para evitar fallas y brindando referencia a los fabricantes de forja.







