
1. Objetivo
Estandarizar los procedimientos operativos de producción para todos los productos de fundición a presión de aleaciones de zinc de la empresa.

2. Alcance
Esto es aplicable como guía operativa tanto para la producción interna de la empresa como para ayudar a los fabricantes que producen productos de fundición a presión de aleaciones de zinc.
3. Diagrama de flujo del proceso
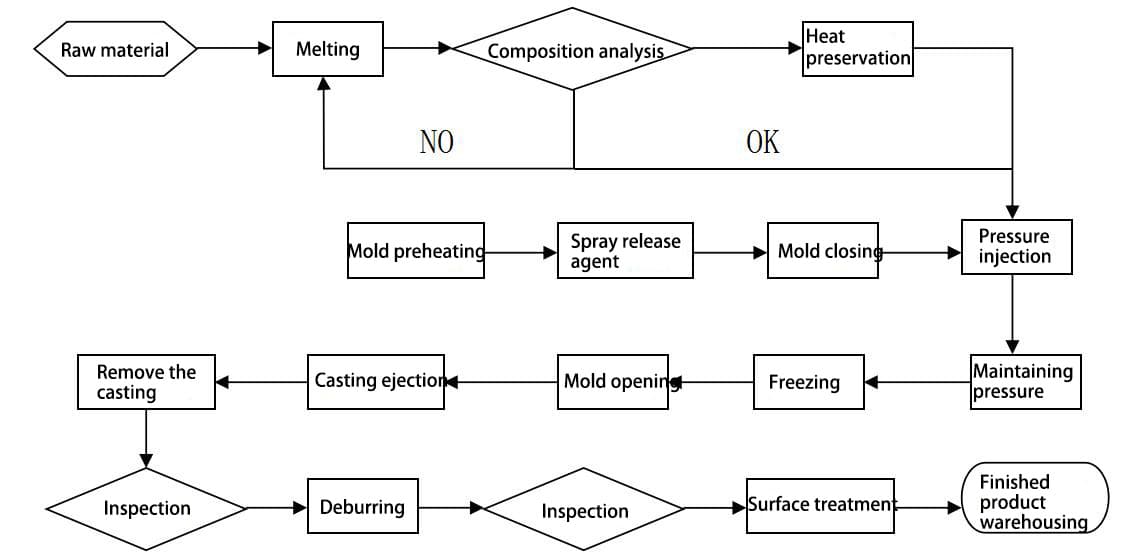
4 . Procedimiento de operación de producción
4.1 Inicialmente, la temperatura de fundición de la aleación se establece entre 435°C y 440°C. Después de la fusión completa de la aleación, la temperatura se ajusta a un rango de mantenimiento de 420°C a 430°C.
4.2 Una vez que la aleación se ha derretido por completo, se elimina la escoria y se realiza una prueba de composición.
4.3 La composición de la aleación se controla de la siguiente manera:
| Elemento | Alabama | Culo | mg | Fe | Pb | cr | sn | zinc |
| Feliz | 3.8-4.3 | 0,7-1,1 | 0,035-0,06 | <0,02 | <0,003 | <0,003 | <0,001 | Restante |
4.4 Ajustar la presión de inyección a: 45-50 Kg/cm2; la velocidad de inyección es: 2,5 m/s; el tiempo de llenado del molde es de 0,01 s; el tiempo de aumento de presión es: 1,5 s; El tiempo de enfriamiento es: 6s.
4.5 Precalentar el molde a 150-200°C.
4.6 Aplique el agente desmoldante y el aceite de perforación de manera uniforme; la proporción entre el agente desmoldante original y el agua es de aproximadamente 1:200.
4.7 Retraiga la varilla de expulsión y realice la acción de cierre del molde.
4.8 Después de la carga, realice la acción de inyección para llenar la aleación fundida en la cavidad del molde.
4.9 Después de que la pieza se haya enfriado, expulse la pieza y retírela del molde.
4.10 Inspeccionar la pieza fundida en busca de defectos como cierre en frío, porosidad, tiro corto, burbujas, patrones, etc.
4.11 Retire el canal de entrada, boca de escoria, rebabas, etc. de piezas fundidas cualificadas.
4.12 Arenar la superficie de la pieza fundida e inspeccionarla antes de almacenarla.
5. Precauciones de producción
5.1 Asegúrese de que los lingotes fundidos de aleación se almacenen en un área limpia y seca.
5.2 La proporción de material nuevo respecto al material reciclado no deberá superar el 50%.
5.3 Siga estrictamente los procedimientos operativos de seguridad.
5.4 Marcar claramente los productos calificados y no calificados, diferenciar estrictamente.
5.5 Utilice equipos de protección laboral durante el proceso de operación de producción para garantizar una producción segura.
5.6 Al finalizar la producción, realizar trabajos de protección y limpieza de máquinas y equipos.







