Fórmula general de la estructura del troquel roscado.
Para roscas de tamaño pequeño, generalmente se usa un punzón en las matrices de roscado, mientras que para roscas más grandes (M5 y superiores), comúnmente se emplea un punzón con orificio prefabricado, lo que permite completar el punzonado y el roscado de una sola vez.
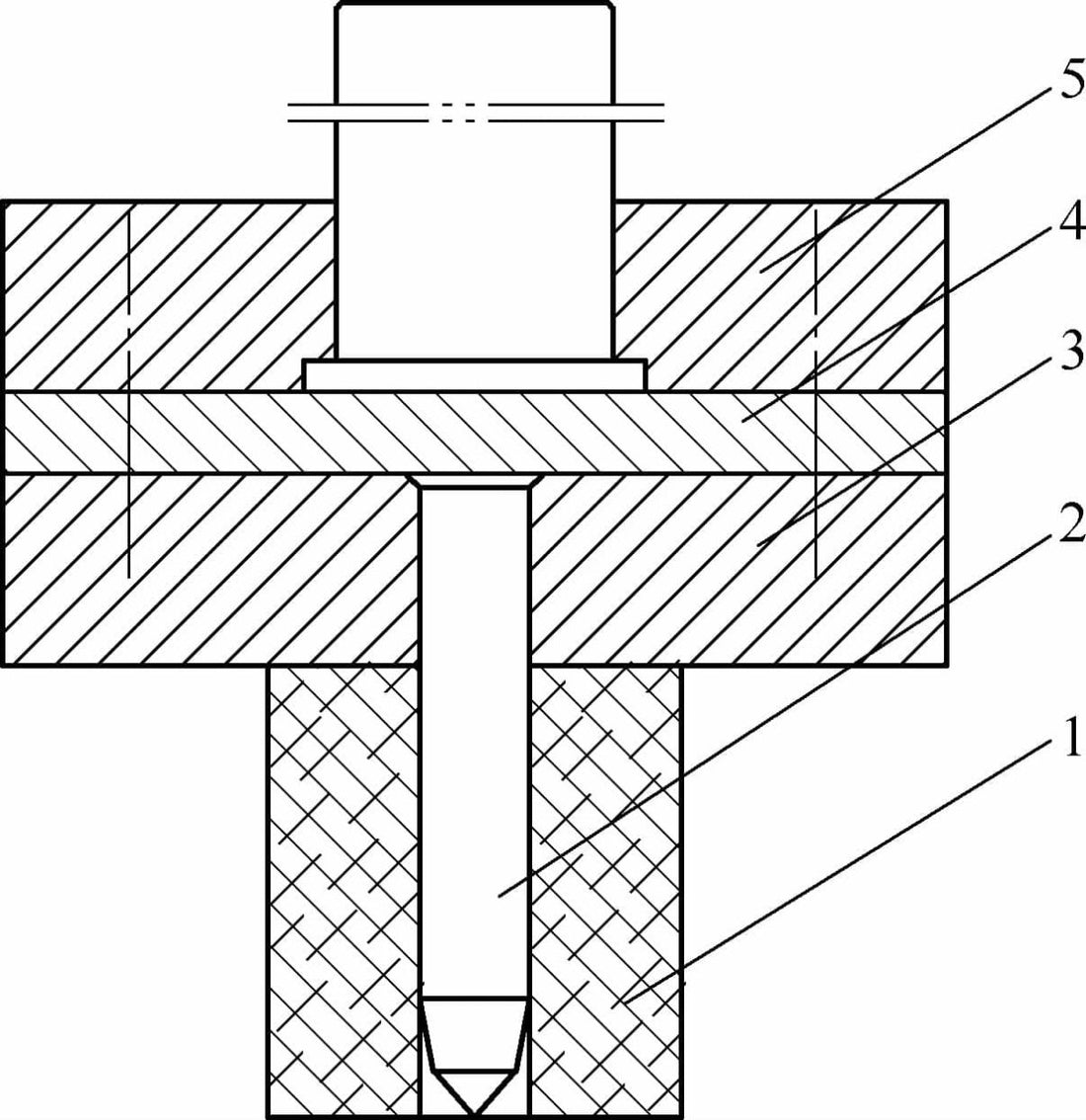
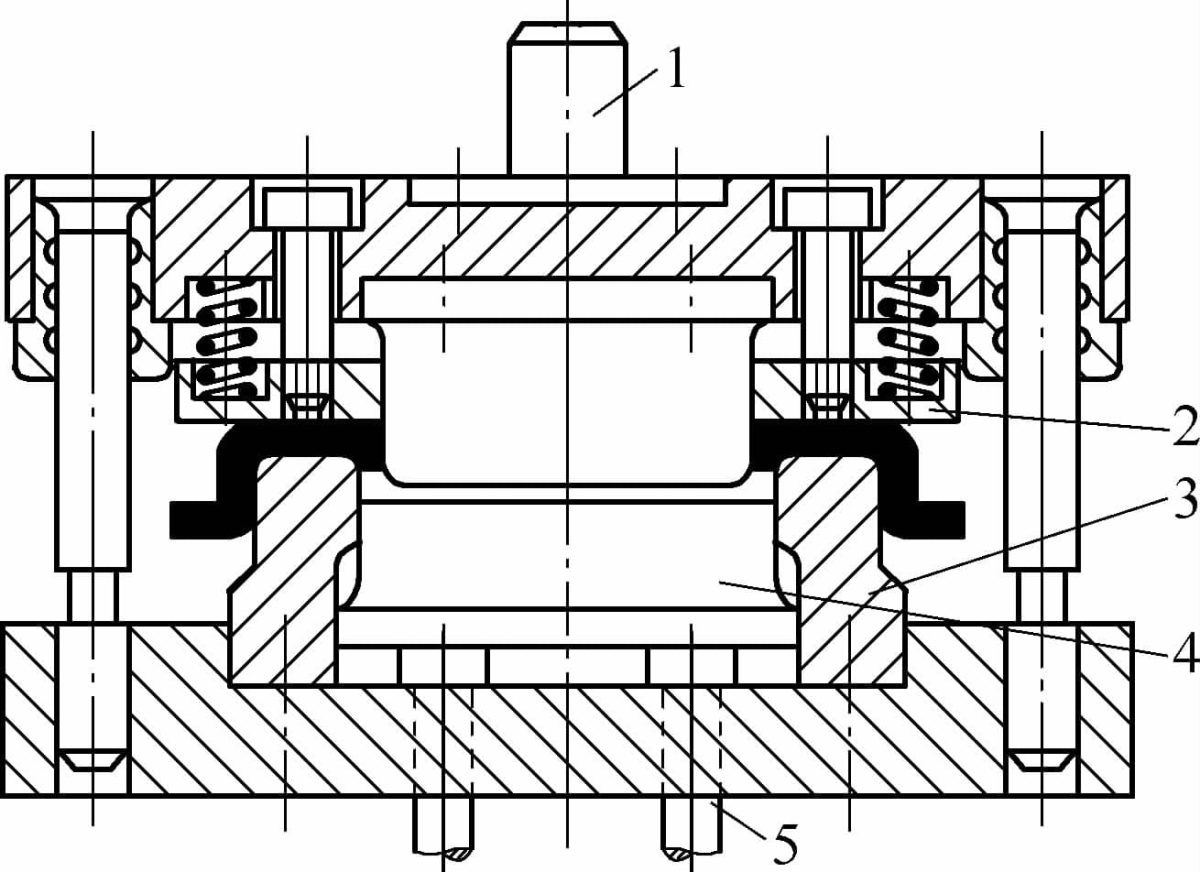
Cuando el punzón desciende a una altura determinada, el material se rasga bajo la acción del filo plano. En la mayoría de los casos, el material residual del proceso de punzonado permanece adherido después del roscado, pero se aflojará por sí solo después del roscado, como se muestra en la Figura 5-20.
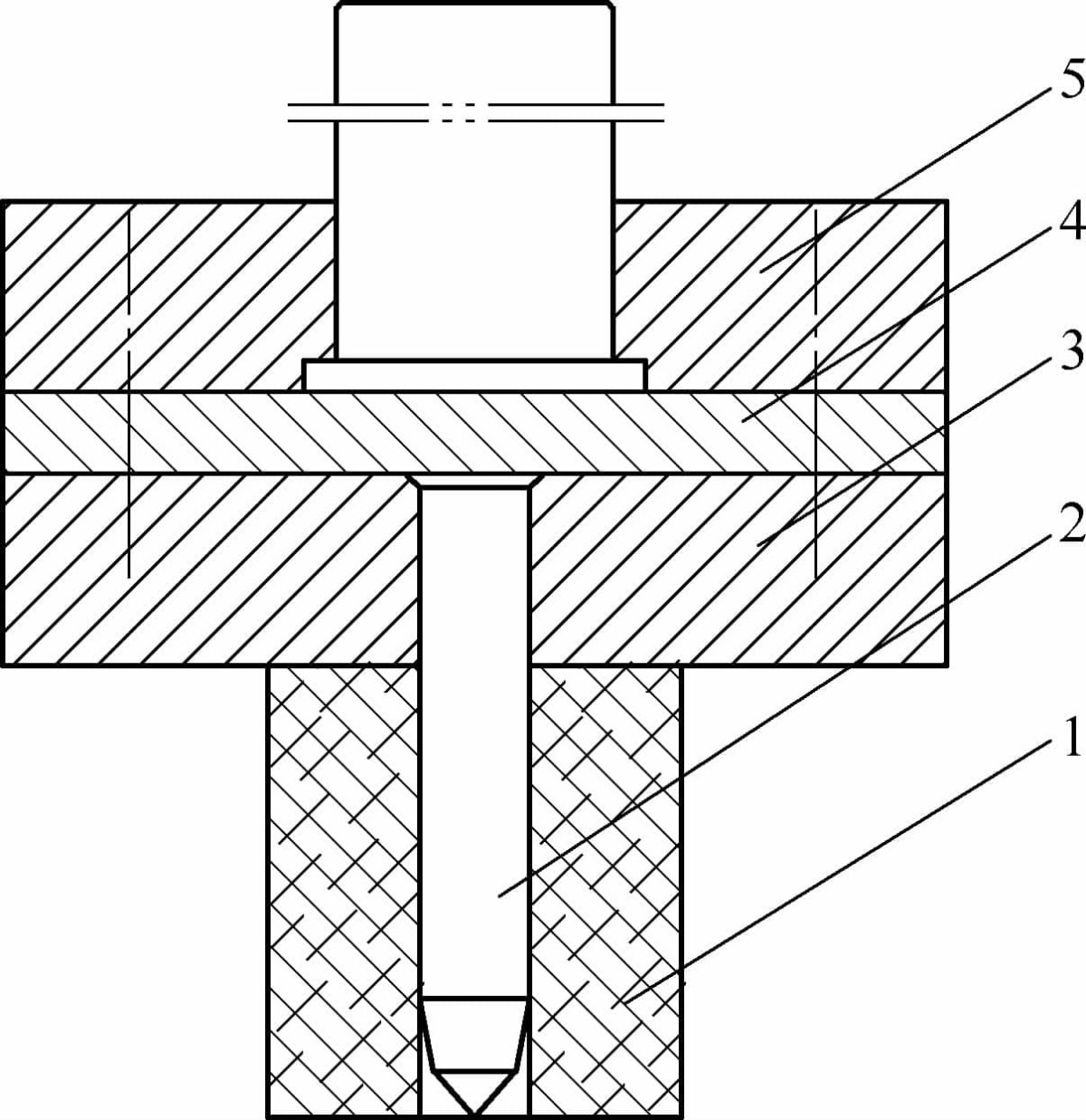
1—Elastómero de caucho 2—Punzón 3—Placa de retención del punzón 4—Placa de respaldo 5—Soporte de matriz superior
Al bridar múltiples orificios simultáneamente en el troquel secundario, se deben instalar postes guía y casquillos, como se ilustra en la Figura 5-21.
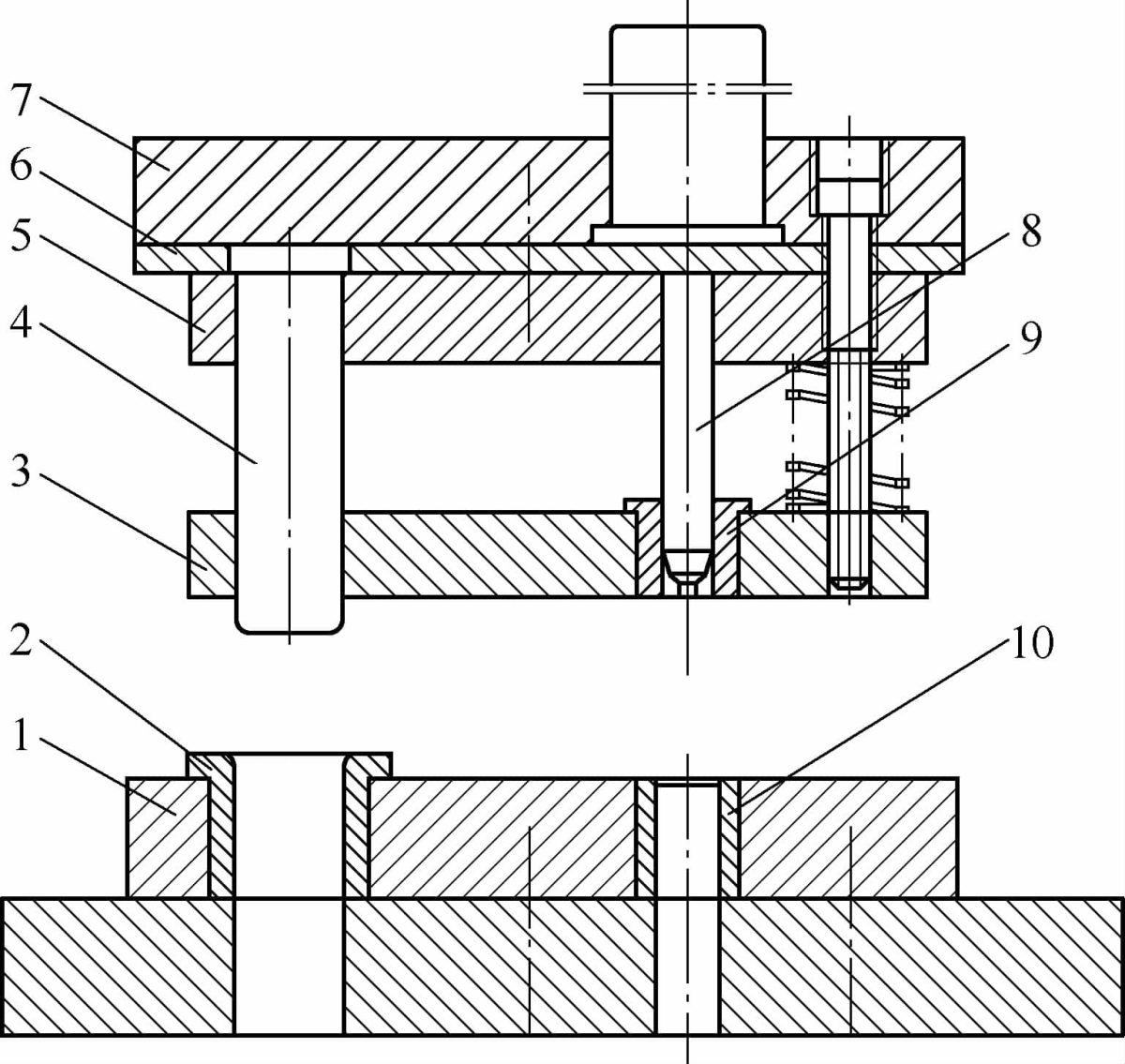
1—Troquel 2—Buje guía 3—Placa de extracción 4—Poste guía 5—Placa retenedora del punzón 6—Placa espaciadora 7—Zapato superior del troquel 8—Punzón 9—Manguito guía 10—Inserto de troquel adherido duro
Para matrices de brida de orificio único de gran diámetro con orificios prefabricados, no se requieren postes guía ni casquillos. El centrado se logra alineando la sección de la guía del punzón con el orificio prefabricado, seguido del posicionamiento de acuerdo con la forma externa de la pieza, como se ilustra en la Figura 5-22.
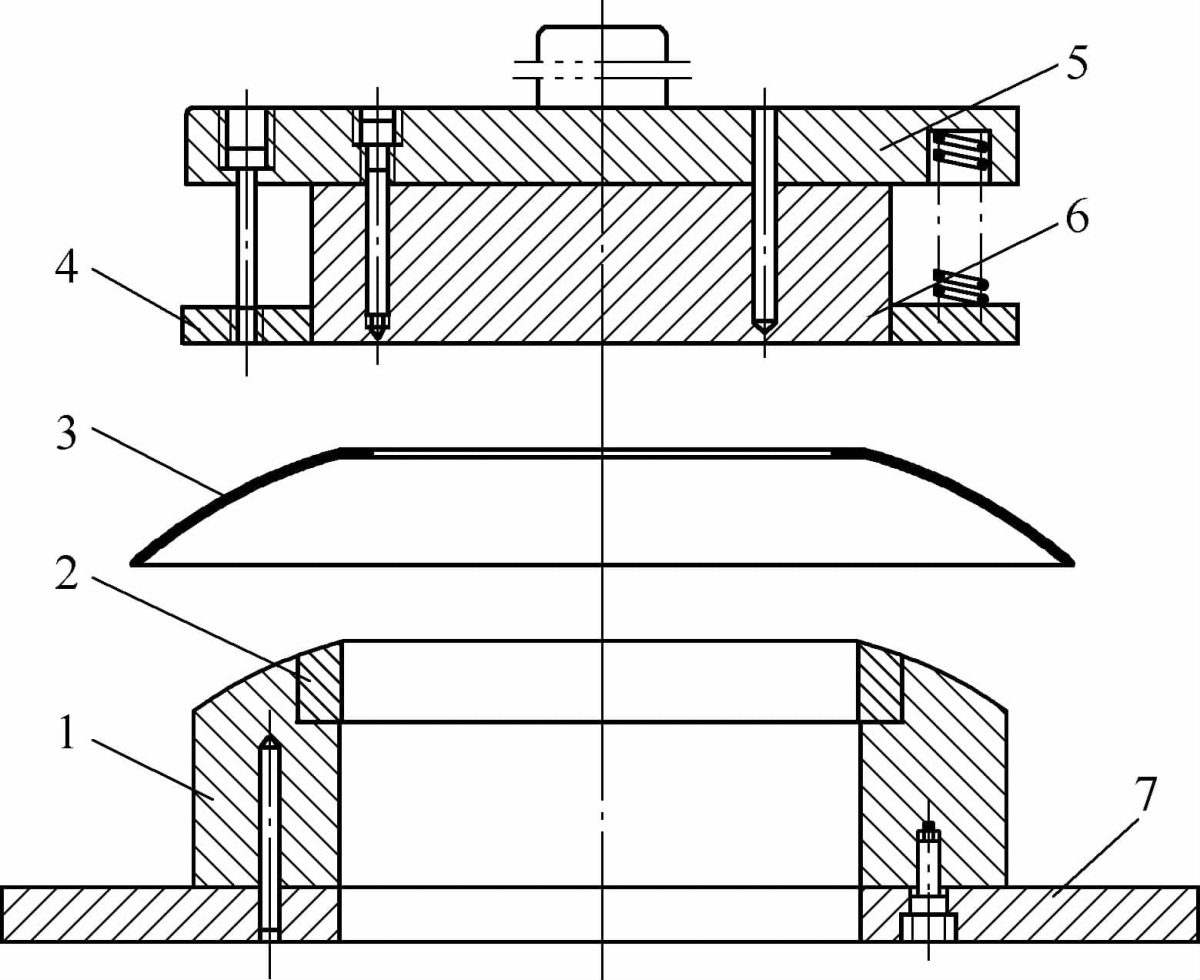
1—Inserto de troquel 2—Pieza de trabajo 3—Revestimiento de inserto de troquel 4—Anillo eyector 5—Zapato de troquel superior 6—Punzón 7—Zapato de troquel inferior
Los troqueles de brida y roscado generalmente deben estar equipados con un mecanismo expulsor para desenganchar la pieza del punzón. La pieza de trabajo se puede retirar fácilmente del troquel bajo la acción de la fuerza de rebote, por lo que generalmente no es necesario considerar el uso de un removedor.
Sin embargo, al realizar machos de roscar con deformación extensa o cuando el espesor del material es ≥4 mm, se debe considerar el uso de un extractor, como se muestra en la Figura 5-23.
1—Punzón 2—Anillo de presión de borde 3—Troquel 4—Levantador.
Troquel de brida de fuerza asimétrica (mango plano de jarrón de crisantemo)
En teoría, las piezas con bridas cargadas asimétricamente y las piezas dobladas asimétricamente se pueden procesar en piezas simétricas para evitar que la pieza se mueva completando ambas piezas al mismo tiempo y luego cortándolas por la mitad después del bridado.
Sin embargo, dado que las piezas pequeñas, como los mangos de las ollas, a menudo se cortan del exceso de material en los bordes, lo que no satisface las condiciones anteriores, esta descripción se centra principalmente en matrices de bridas individuales.
Durante el proceso de doblado simple, la fuerza unilateral del reborde tira del material, lo que produce un deslizamiento. La clave para diseñar tales matrices radica en evitar el deslizamiento del material y garantizar que la línea de brida esté colocada correctamente.
Antes de que el punzón entre en contacto con la pieza de trabajo, utilice una placa de presión móvil para sujetar firmemente la pieza de trabajo. La fuerza de sujeción debe exceder la fuerza de brida.
Incorporando varios factores de compensación, la fórmula para estimar la resistencia del reborde de materiales de acero inoxidable es la siguiente:
En la fórmula:
- F – fuerza de brida (N);
- L – longitud de la línea de brida (mm);
- t – espesor del material (mm);
- Rel. – límite de rendimiento, que se fija en 280 (MPa).
Actualmente, la mayoría de este tipo de moldes utilizan predominantemente elastómeros de caucho como elemento elástico para aplicar presión. Los elastómeros de caucho ofrecen importantes beneficios, como alta elasticidad, excelente rendimiento de recuperación y resistencia al desgarro.
El espesor del elastómero de caucho no es necesariamente mejor cuando se aumenta; un espesor ideal es generalmente de tres a cuatro veces la suma de la altura del ala más una cierta tolerancia.
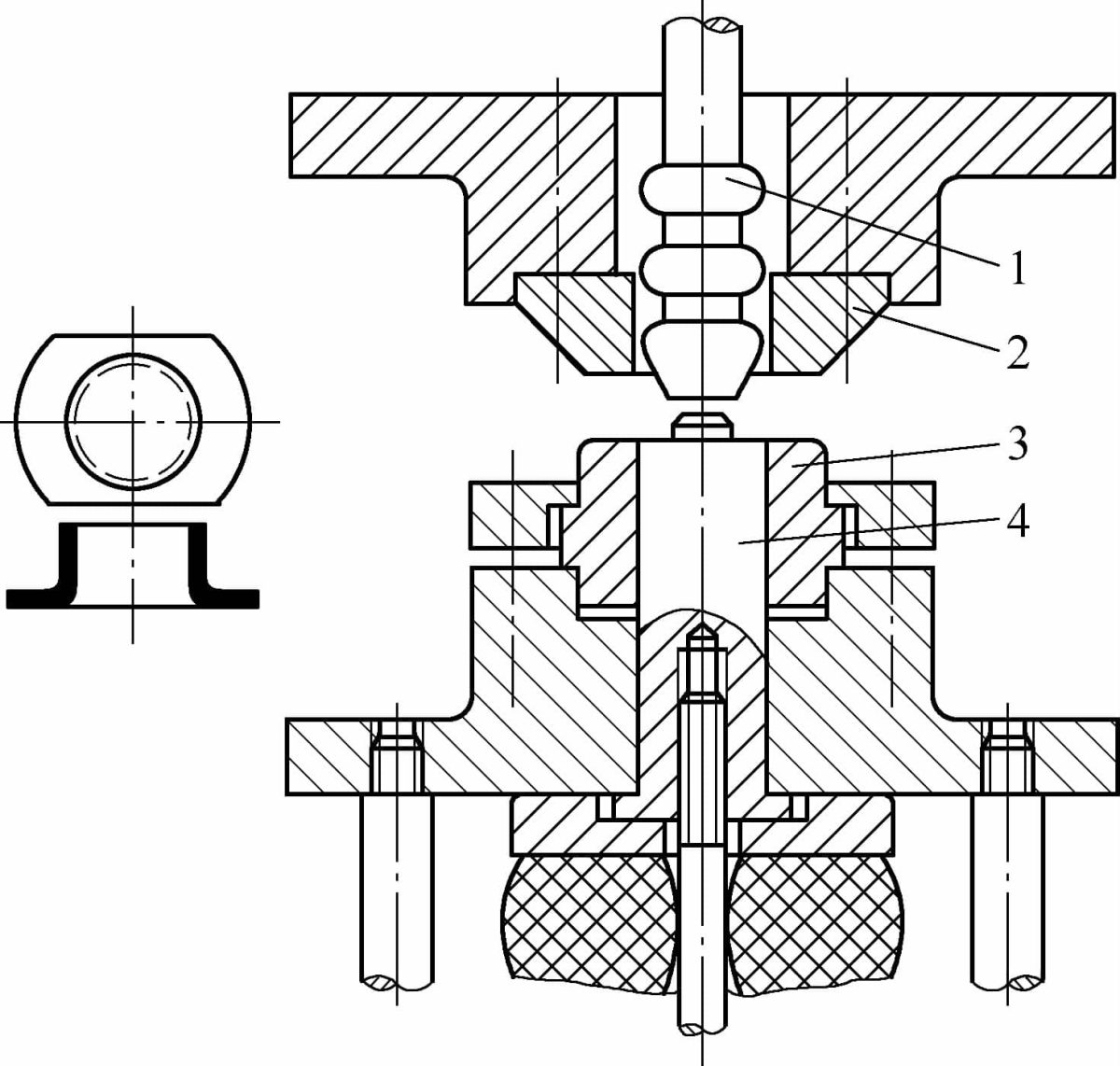
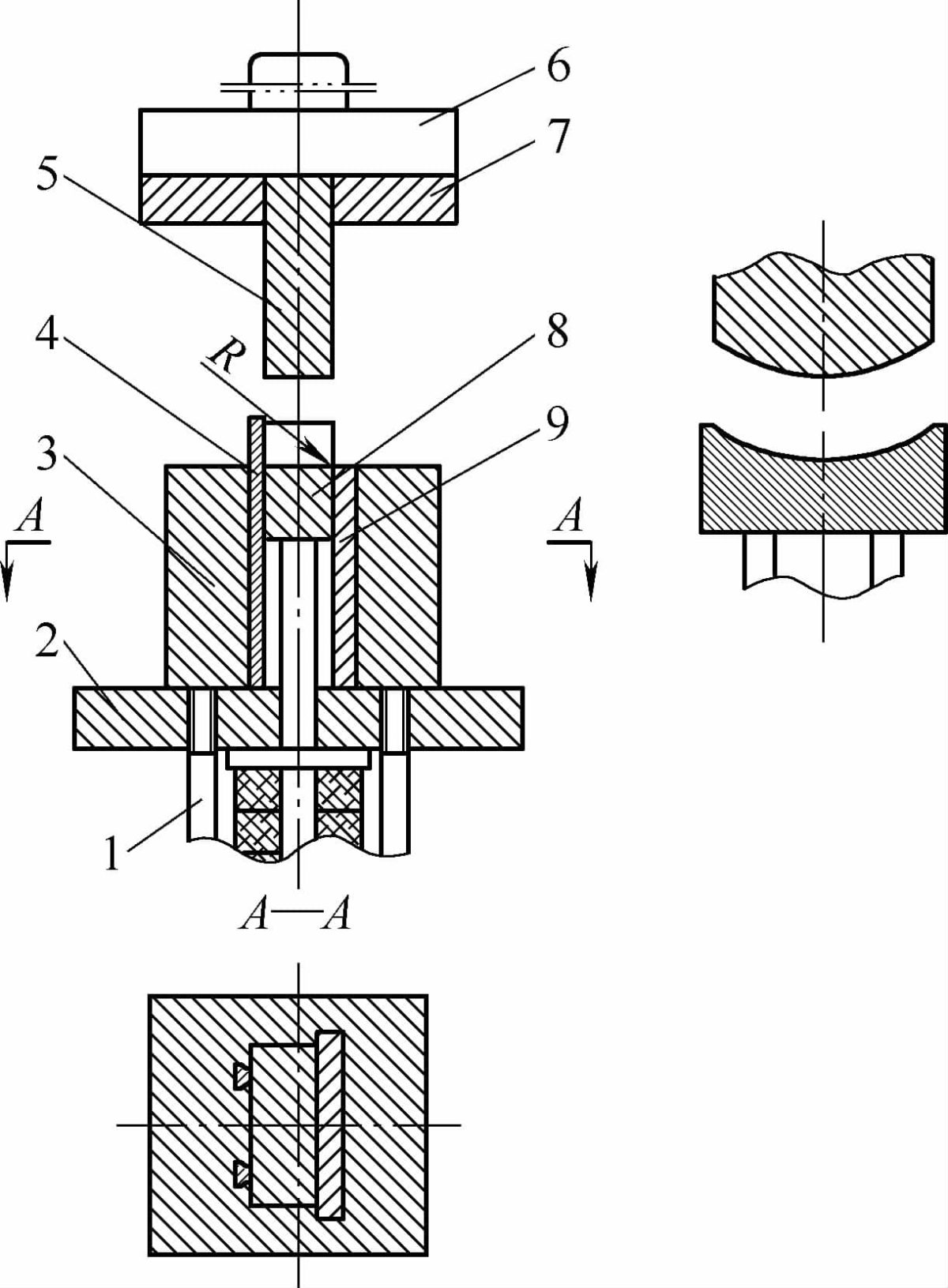
Si la presión dentro de la altura calculada es insuficiente, se pueden colocar láminas de caucho más delgadas intercaladas con finas cuñas de acero. Aumentar la superficie de la goma puede aumentar la presión aplicada. Para piezas perforadas con orificios, es mejor utilizar la ubicación de los orificios como se muestra en la Figura 5-24.
1) Elastómero de caucho, 2) Pasador de transmisión de fuerza, 3) Placa posicionadora, 4) Punzón, 5) Placa ciega, 6) Matriz y 7) Soporte inferior de matriz.
La boquilla para olla con forma de caqui presenta un borde redondeado.
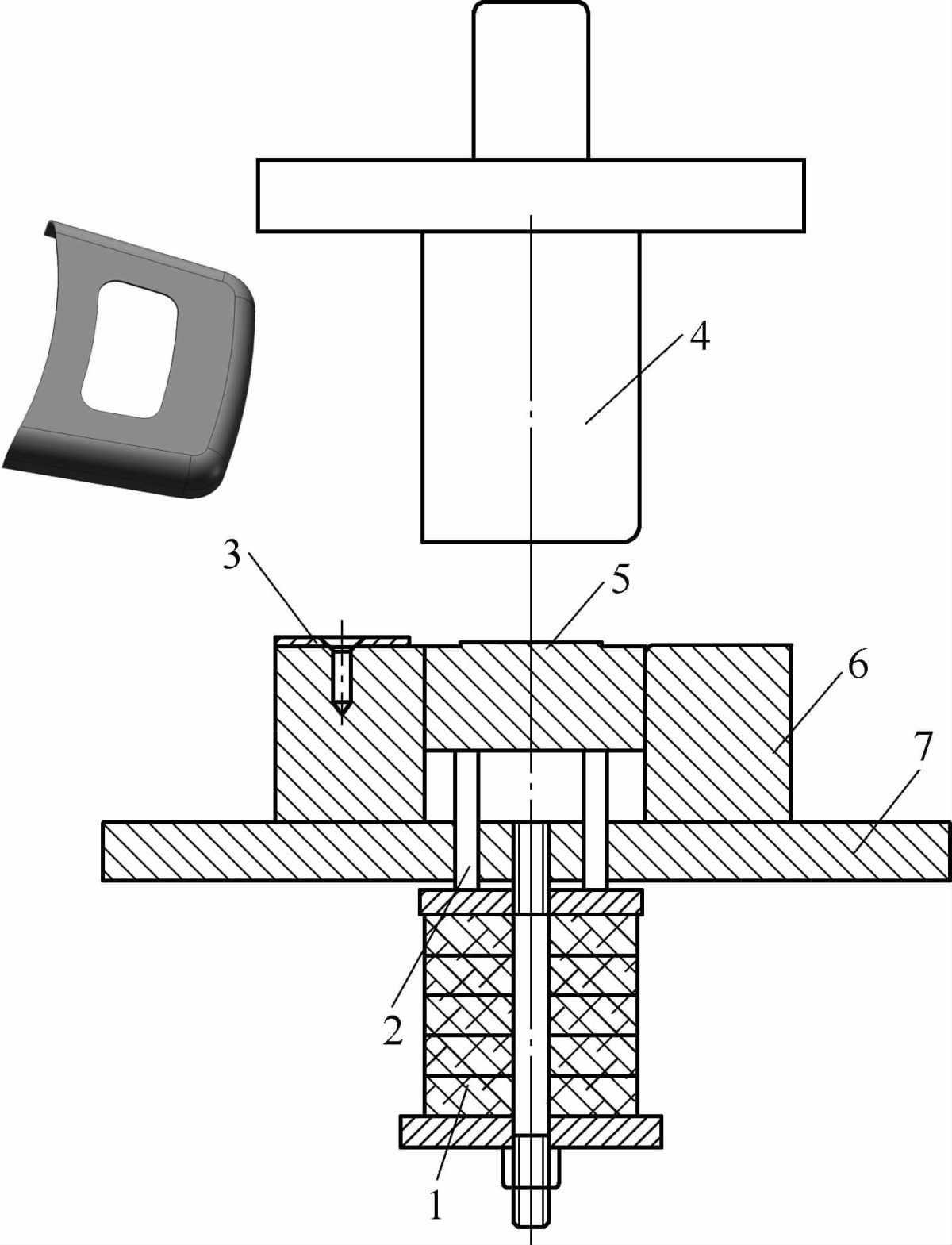
Durante el proceso de soldadura fuerte entre la boquilla y el cuerpo de una sartén con forma de caqui, para conservar el costoso material de soldadura de plata, es necesario formar una pestaña vertical a lo largo de la línea de contorno del extremo más grande del cuerpo de la sartén. La operación de bridado del pico se lleva a cabo en una prensa voladiza de mesa, con la matriz colocada en posición invertida, como se muestra en la Figura 5-25.
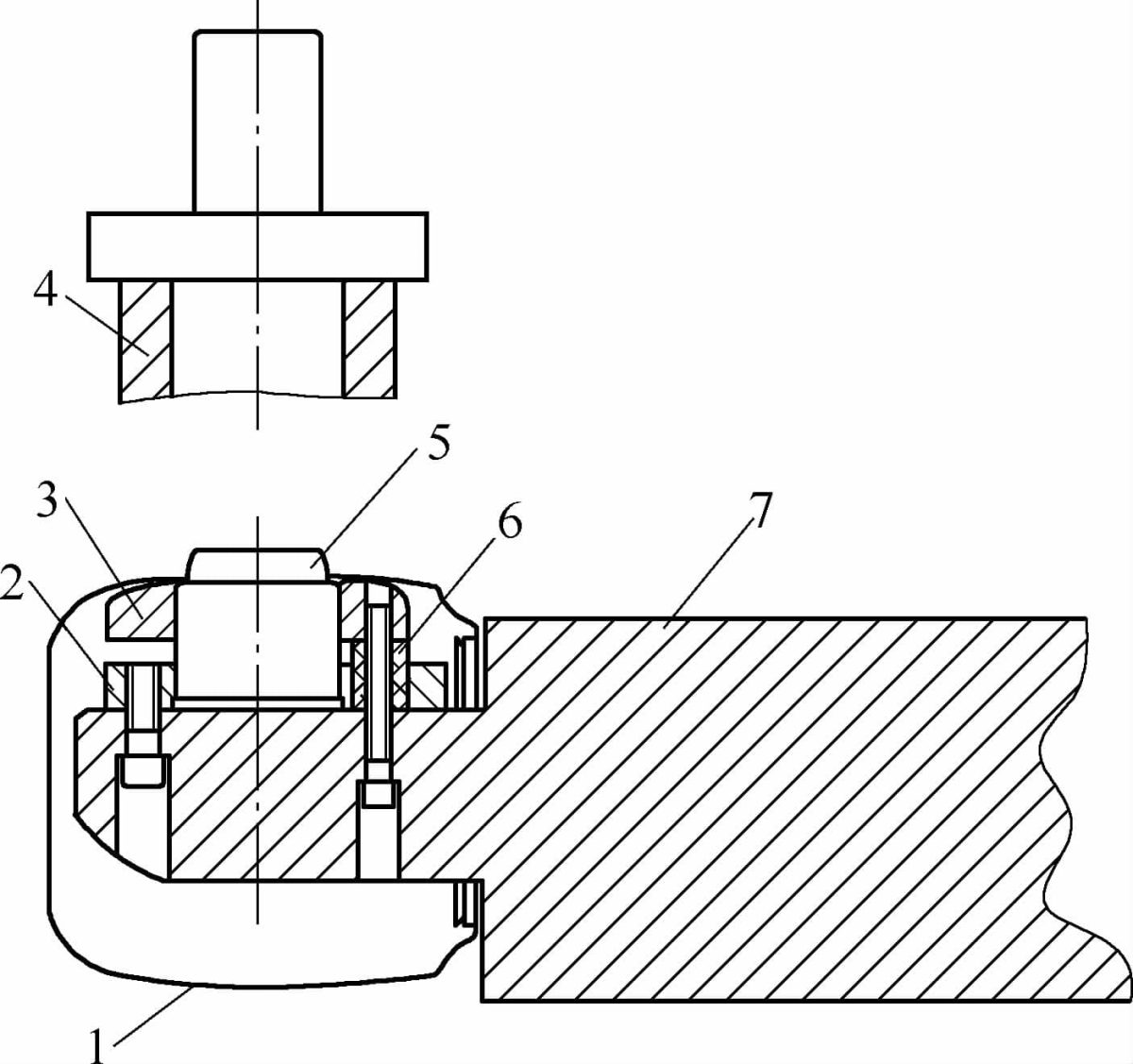
1. Cuerpo de la caldera, 2. Placa de retención del punzón, 3. Portaplacas, 4. Matriz, 5. Punzón, 6. Elemento elástico, 7. Banco de trabajo voladizo.
Durante la operación, coloque el cuerpo de la caldera 1 previamente perforado en el troquel perforador 5 con funciones de posicionamiento. A medida que la matriz 4 desciende, supera la resistencia del elemento de resorte 6 para bridar la pieza de trabajo. Cuando la matriz superior se eleva, la placa de elevación 3 se eleva mediante la fuerza del resorte, liberando la pieza de la posición de reborde.
En la etapa de diseño, es esencial garantizar que la distancia vertical entre el pico de la tetera y el banco en voladizo exceda el recorrido de la brida para evitar daños al pico.
Bridar en lugar de rizar (pico con brida de una tetera)
En la producción de teteras de acero inoxidable, el pico se procesa comúnmente utilizando una técnica de doble brida, como se muestra en la Figura 5-26. Durante el diseño, la altura de la primera brida debe ser moderada, oscilando entre 4 y 6 veces el espesor del material. La altura de la segunda brida no debe ser demasiado pequeña y debe variar de 8 a 12 veces el espesor del material.
En esta etapa, el espacio libre en ambos lados del punzón y la matriz debe aumentarse de 1,5 a 2 veces el espesor del material. Durante el segundo proceso de pestaña, el borde formado por la primera pestaña se presionará automáticamente firmemente contra la segunda pestaña, creando un efecto similar a un borde ondulado.
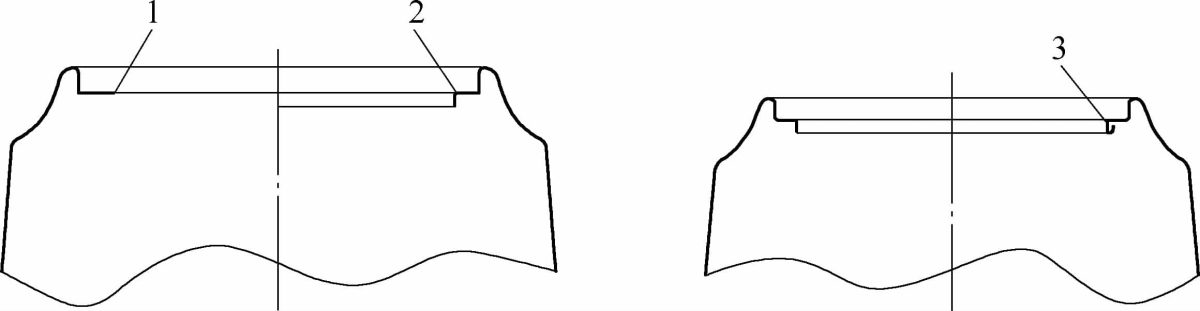
1. El efecto después de perforar el cuerpo de la tetera. 2. El primer reborde. 3. El segundo reborde.
Brida de borde de matriz dura
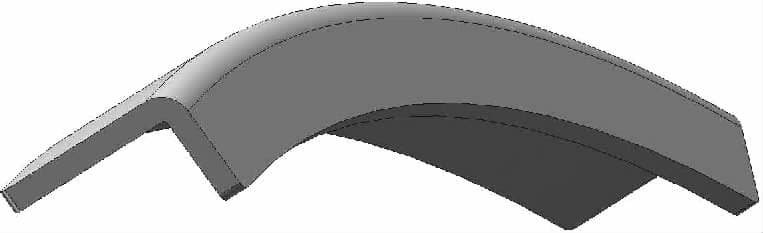
La Figura 5-27 ilustra una pieza bridada con un arco redondeado, con un espesor de material de 1,0 mm y una altura de brida de 12 mm. Según la experiencia, para evitar arrugas bajo compresión, la altura de la brida H no debe exceder 14 veces el espesor (H≤14t). La matriz de formación se muestra en la Figura 5-28.
Normalmente, para aumentar la confiabilidad operativa, el arco del punzón debe ser ligeramente más largo que el de la pieza de trabajo, siendo el troquel inferior de 6 a 10 mm más ancho que el troquel superior.
El inserto de matriz (3) puede estar fabricado de acero con bajo contenido de carbono. La superficie de trabajo de la placa de desgaste (9) está redondeada para cumplir principalmente la función del radio de la esquina del troquel (R). Procesarlo como un componente separado puede reducir el consumo de acero para troqueles o acero para herramientas de alta velocidad, disminuir la dificultad de fabricación y permitir un ajuste fino de la holgura entre el punzón y el troquel.
La placa de perforación y extracción corresponde al diseño del producto. El borde de trabajo de la placa de desgaste es paralelo a la zapata del troquel. El material se forma gradualmente durante el recorrido descendente y finalmente es expulsado de la cavidad mediante la placa de extracción.
Abocardado de tuberías con punzón y método de bola voladiza
El tubo se puede ensanchar hacia afuera usando un punzón en voladizo con una bola de acero. El esquema de la estructura del molde se muestra en la Figura 5-29, que es adecuado para bridar después de que se haya procesado un orificio prefabricado en el material de la tubería.
El proceso de trabajo del molde es el siguiente:
Primero, coloque una bola de acero del diámetro apropiado dentro del tubo en el lugar de punción (perforación), luego coloque el tubo horizontalmente, coloque el punzón sobre él y presione la bola de acero. En este punto, encienda la prensa y, a medida que el troquel superior se mueve hacia abajo, obliga al punzón a moverse hacia abajo, empujando la bola de acero a través del tubo.
Después del retorno del troquel superior, el punzón sube automáticamente, se retira del tubo y así se completa todo el proceso de bridado.
La estructura de este molde es simple y prácticamente sin restricciones en la dirección longitudinal, pero la resistencia en voladizo del molde está limitada por el diámetro interior del tubo de acero. El bridado se puede realizar en tuberías más gruesas con un diámetro interno de 40 mm o más.
En este diseño, se agrega un elastómero de caucho debajo del troquel superior para reducir el ruido; y el tornillo de límite se puede ajustar para establecer la altura del punzón.
1. Mecanismo eyector 2. Base inferior del troquel 3. Inserción del troquel 4. Localizador 5. Punzón 6. Base superior del troquel 7. Placa retenedora del punzón 8. Placa de extracción 9. Placa rígida
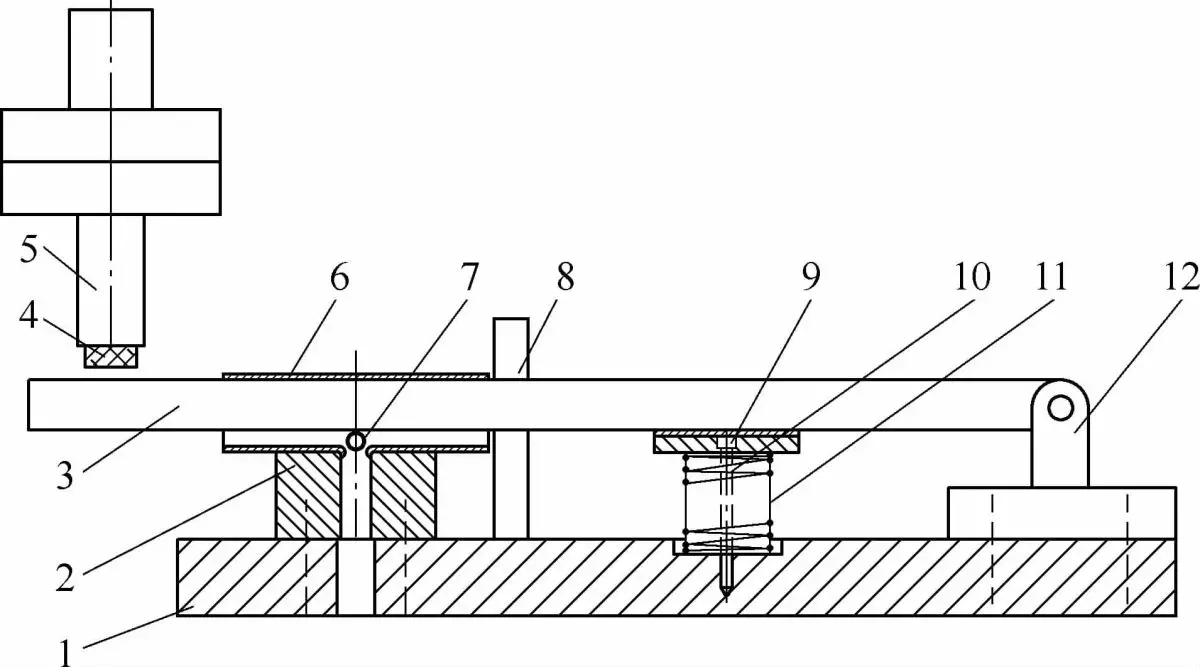
1. Portatroquel, 2. Troquel cóncavo, 3. Varilla de presión, 4. Elastómero de caucho, 5. Troquel superior, 6. Material del tubo, 7. Bola de acero, 8. Tope de posicionamiento del material del tubo, 9. Asiento de elevación de la varilla de empuje, 10 . Tornillo de límite, 11. Resorte, 12. Soporte.
Mandril de cambio rápido para convertir diámetros interiores en diámetros exteriores, con un anillo de revestimiento de malla metálica
La Figura 5-30 ilustra una matriz formadora de boca de malla de skimmer, que también se puede utilizar para fabricar anillos envolventes para láminas de malla metálica a partir de otros componentes cilíndricos, como filtros de aire de motores.
Las partes principales del troquel constan de un cono de expansión (8), bloques de expansión (4), resortes de retorno (3 y 6) y una base inferior del troquel (1).
Los bloques de expansión se dimensionan según el diámetro interno de la pieza después del conformado. Están hechos de material tratado térmicamente y luego mecanizado.
Estos bloques se dividen en secciones iguales y se cortan huecos específicos para garantizar que, una vez contraídos, mantengan una holgura razonable con el anillo prefabricado. Los resortes de retorno (3 y 6) aprietan los bloques de expansión (4) cuando están libres.
Cuando el anillo prefabricado (5) se coloca sobre el bloque de expansión (4), la matriz está en la posición de reinicio y el diámetro externo del bloque de expansión (4) es menor que el diámetro interno del anillo prefabricado (5).
A medida que el troquel superior se mueve hacia abajo, el bloque de presión (7), impulsado por el fuerte resorte (10), supera la fuerza hacia arriba del resorte (2), obligando al bloque de expansión (4) a moverse hacia abajo y expandirse hacia afuera, aumentando. tu fuerza externa. diámetro hasta que encaje perfectamente contra el diámetro interior de la pieza de trabajo. Cuando el bloque de expansión desciende por completo, su diámetro exterior deja de aumentar.
El troquel superior continúa descendiendo empujando el anillo prefabricado (5) dentro de la ranura en R para formarlo gradualmente. El material comprimido fluye hacia arriba a lo largo del diámetro exterior del troquel superior, formando un nuevo diámetro exterior y creando un espacio designado con el diámetro original para acomodar la lámina de malla metálica.
A medida que el troquel superior asciende, la pieza permanece en el troquel inferior, y el bloque de expansión, bajo la acción combinada del resorte (2) y los resortes de retorno (3 y 6), se contrae en diámetro, facilitando la extracción de la pieza.
Al agregar o quitar cuñas (no se muestran en el diagrama) debajo de la placa de soporte (12) o el cono de expansión (8), se puede ajustar el diámetro de los bloques de expansión.
Esta matriz funciona de manera confiable y no requiere piezas en bruto de alta calidad; Incluso se puede utilizar con anillos de material soldado.
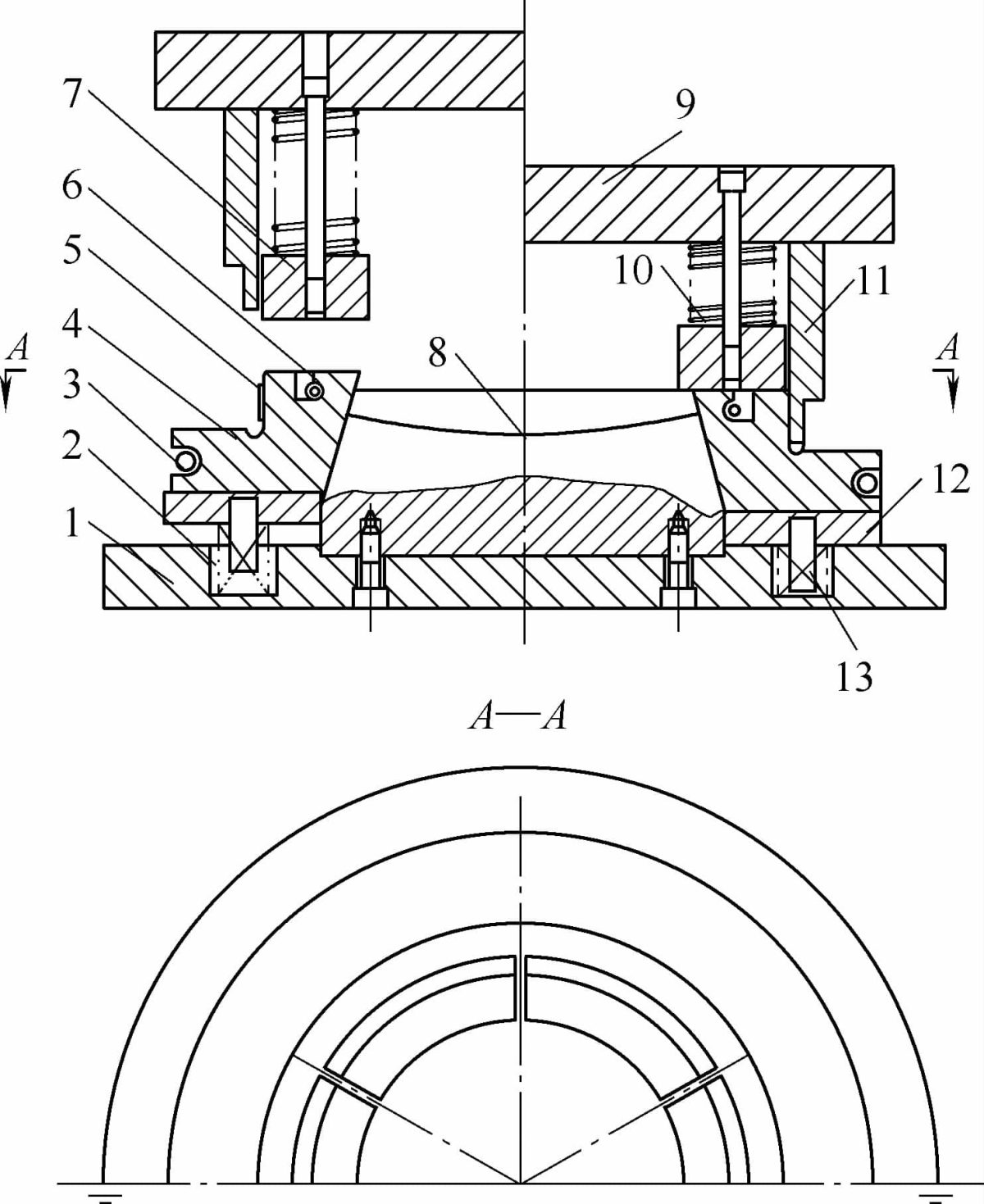
1 base, 2 resortes, 3 y 6 resortes de retorno, 4 bloques de expansión, 5 anillos preformados, 7 bloques de sujeción, 8 mandriles de expansión, 9 bases de molde superiores, 10 resortes de alta resistencia, 11 moldes superiores, 12 placas de soporte, centros de resorte de 13 pasadores
Matriz de brida superior e inferior
La Figura 5-31 ilustra una matriz de brida superior e inferior adecuada para bridar materiales gruesos.
Formación de bridas de extremo de tubería
La formación de bridas de extremos de tuberías es un proceso de formación especializado que ha evolucionado a partir de las técnicas tradicionales de estampado de bridas. Implica aplicar presión axial al tubo a través de una matriz para inducir una deformación por flexión localizada en el borde de la boca del tubo.
Esta técnica permite fabricar piezas con las ventajas de simplicidad, menos pasos de procesamiento, menor coste y alta calidad, pudiendo incluso producir piezas difíciles de obtener con otros métodos de estampación. Este proceso ha sido ampliamente adoptado en sectores industriales como el automotriz y el aeroespacial.
Hay dos métodos básicos para formar bridas de extremos de tuberías: bridas externas y bridas internas, como se muestra en la Figura 5-32.
1 – Punzón, 2 – Placa de extracción, 3 – Matriz, 4 – Levantador, 5 – Eyector de resorte.
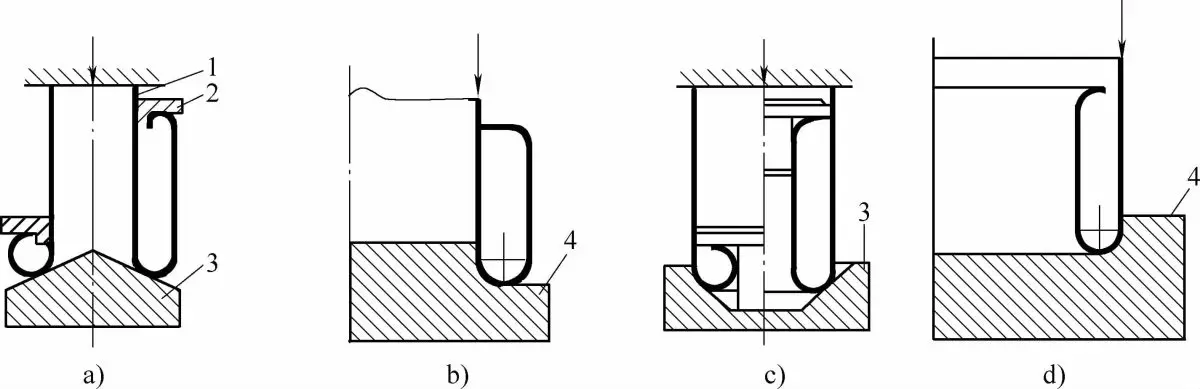
a) yb) Brida Externa; c) yd) Brida Interna.
1. Molde tubular 2. Anillo guía 3. Troquel cónico 4. Troquel de filete.
El proceso de laminación de tubos no sólo forma eficazmente una variedad de tubos cilíndricos de doble pared y componentes de tubos multicapa, sino que también procesa copas de fondo convexo, tubos escalonados, tubos de formas especiales, así como tubos de media pared doble y tubos anulares dobles. cilindros de pared, tuercas huecas de doble pared, intercambiadores de calor, silenciadores de automoción y guías de ondas utilizados en la industria electrónica.
Actualmente, estos componentes se fabrican generalmente utilizando métodos de estampado y soldadura de múltiples pasos, que son difíciles, costosos y producen una calidad superficial deficiente. El proceso de laminación garantiza fiabilidad, ligereza y ahorro de material para estas piezas.
Una amplia variedad de materiales tubulares son adecuados para el proceso de laminación, incluidas aleaciones de aluminio, acero con bajo contenido de carbono y acero inoxidable austenítico. Los tubos con tamaños que van desde 5 mm x 0,5 mm hasta 250 mm x 5 mm se pueden enrollar con éxito en tubos de doble capa.

a) Tubo de laminación en forma de cono, b) Tubo de laminación + laminación, c) Tubo de laminación + abocardado, d) Tubo de laminación estirable.
El giro de tubos es un proceso de deformación complejo que implica la transición de la deformación por abocardado a la deformación por curvatura y luego a la deformación rotacional. Para garantizar una transición suave entre los modos de deformación, es esencial satisfacer las condiciones mecánicas, geométricas y de plasticidad durante la deformación. Los principales parámetros del proceso incluyen la fuerza de rotación, el ángulo del semicono del troquel, el espesor relativo de la pared del tubo y las condiciones de plasticidad del material del tubo.
1) Giro externo
Bajo presión axial, el tubo en bruto gira desde el interior hacia el exterior, transformando la pared interior del tubo en la pared exterior. Este proceso aumenta el diámetro del tubo. Aunque la carga de presión externa engrosa ligeramente la pared del tubo, la tensión de tracción circunferencial producida por la rotación externa es más fuerte, lo que lleva a una pared del tubo más delgada.
Los tipos de moldes para hilatura de tubos externos incluyen principalmente matrices cónicas, matrices de ranura anular y matrices de hilatura por estiramiento. Cuando se procesan tubos de doble capa utilizando matrices cónicas o anulares, la parte superior del molde no solo aplica presión al material del tubo, sino que también debe estar equipada con un anillo guía para dirigir el material que ya ha girado.
a) Matriz Cónica.
El troquel cónico es el tipo de troquel giratorio más representativo. Al diseñar una matriz cónica, la consideración principal es determinar el ángulo del semicono (a) para satisfacer las condiciones del cableado. Con base en los cálculos de tensión-deformación y plasticidad y considerando la influencia del estiramiento del material, el ángulo del semicono (a) debe cumplir la siguiente condición: 22,5° ≤ a ≤ 55°.
De manera similar al abocardado de tubos, el diámetro exterior máximo del tubo hilado también está limitado por la tasa de estiramiento del material. En principio, el tamaño del diámetro de hilatura se puede elegir libremente entre la velocidad de estiramiento del material y el radio mínimo de curvatura.
Cuando se requiere una gran diferencia de diámetro antes y después del hilado, se debe utilizar un ángulo de semicono mayor. Por el contrario, se debe seleccionar un ángulo de semicono más pequeño cuando se requiere una diferencia de diámetro más pequeña.
Los troqueles cónicos son versátiles, tienen baja fricción, estructuras simples y fáciles de fabricar. Sin embargo, cuando el tubo en bruto se deforma en una matriz cónica, tiende a deslizarse, dificultando un centrado preciso.
La hilatura se encuentra en un estado de deformación libre, determinada únicamente por el principio de resistencia mínima y equilibrio de tensiones, y se ve significativamente afectada por la falta de uniformidad de la estructura del material, lo que dificulta la producción de componentes tubulares de alta calidad. Para evitar que el extremo del tubo se deslice en la matriz cónica, se puede agregar una guía cilíndrica a la cabeza del cono, lo que resulta en una mejora notable, como se muestra en la Figura 5-34a.
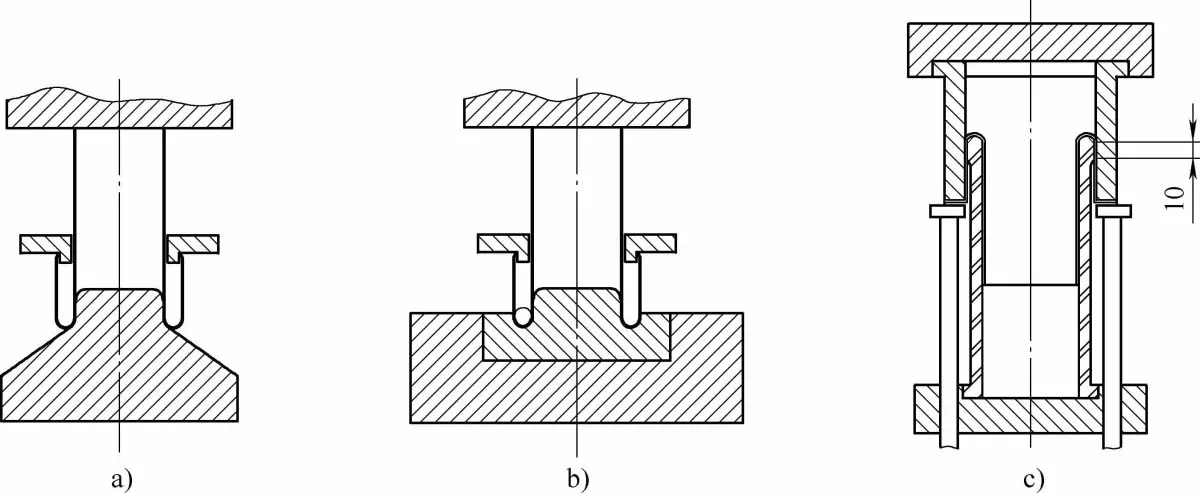
a) Matriz de localización cónica b) Matriz de radio ranurado c) Matriz abocinada extensible
(b) Molde de radio de ranura anular.
La matriz de ranura de esquina radial es un tipo de matriz de abocardado de tubos derivada de la matriz de brida (brida) de extremo de tubo. En una matriz cónica con un saliente de posicionamiento, la intersección del saliente y la superficie ahusada se realiza en una transición cónica para facilitar el curvado y la deformación del tubo en bruto. Esta matriz tiene excelentes propiedades de centrado.
A medida que el material del tubo aumenta, se ve limitado por el radio r de la ranura circular, lo que da como resultado componentes de tubo consistentemente de alta calidad, como se muestra en la figura 5-34b.
El diseño de una matriz con ranura de esquina de radio implica principalmente determinar el radio r de la ranura circular. El tamaño de r no sólo determina el efecto restrictivo sobre la deformación del tubo en bruto en la esquina del radio, sino que también determina la interferencia geométrica entre el ensanchamiento y la parte no deformada del tubo en bruto.
Por lo tanto, es un parámetro de proceso crítico que debe ser mayor o igual al radio de curvatura mínimo del material y menor o igual al radio permitido según la tasa de alargamiento del material.
Al diseñar la matriz de esquina y ranura con radio, no es necesario calcular el radio r. En cambio, se puede suministrar según la experiencia y las dimensiones indicadas en el plano.
Para tubos de acero inoxidable, el radio mínimo de curvatura es normalmente
R=3t
donde t es el espesor del material.
El diámetro máximo de ensanchamiento de tubería para tuberías generales es
d=D(1+1.4A)
Y para tuberías soldadas, el diámetro máximo de ensanchamiento de tubería es
d=D(1+1.3A)
dónde:
- d – el diámetro de ensanchamiento del tubo (mm)
- D – el diámetro del tubo en bruto (mm)
- A – tasa de alargamiento del material (%)
(c) Matriz de brida estirada.
Al realizar el bridado de tuberías con los tipos de moldes mencionados anteriormente, pueden ocurrir defectos como arrugas o curvaturas inducidas por la inestabilidad de la sección bridada. Esto se debe a que el tubo en bruto está bajo tensión de compresión durante la deformación. Por el contrario, el molde de brida extensible coloca la sección deformada del tubo en bruto bajo tensión de tracción cuando se somete a una carga externa, eliminando así por completo el fenómeno de arrugas durante el bridado.
Además, la zona de deformación está determinada por la forma del molde, lo que permite que el molde controle completamente la precisión dimensional de la pieza. Por lo tanto, para componentes tubulares con estrictos requisitos de precisión dimensional, se debe utilizar un molde de brida extensible.
Para reducir la resistencia a la fricción en la sección ya bridada, la longitud útil del diámetro exterior del molde debe estar entre 8 y 12 mm, con las secciones restantes ahuecadas como se muestra en la Figura 5-34c.
Antes de que el molde de brida elástica comience a funcionar, primero se expande el extremo del tubo en una cara de la brida para que sirva como superficie de sujeción durante el estiramiento. En consecuencia, el diámetro exterior del tubo formado por el molde de brida extensible es siempre menor que el diámetro exterior máximo permitido por la tasa de alargamiento del material.
(2) Brida interna
Durante el bridado interno, el tubo en bruto se enrolla desde el exterior hacia el interior, lo que da como resultado un diámetro exterior más pequeño después del formado.
1) Brida interna de matriz rígida.
La brida interior del troquel rígido rara vez se utiliza en las prácticas de producción. Esto se debe a que el reborde interno es mucho más difícil en comparación con el reborde externo. El proceso de formación de bridas internas es aquel en el que el material se espesa continuamente.
Durante este proceso de espesamiento, se debe reorganizar la estructura cristalina del material. La fuerza necesaria para reorganizar la red cristalina es más de cuatro veces mayor que la tensión de tracción necesaria para estirar el material (resistencia a la tracción).
Como la resistencia al flujo del material es siempre menor que la fuerza requerida para reorganizar la red, el material de la tubería se vuelve inestable y se arruga incluso antes de entrar en el proceso de bridado, lo que hace imposible completar el bridado interno.
De hecho, existen muchas técnicas alternativas al rebordeado interno, incluido el uso de tubos de menor diámetro para el rebordeado externo, dobladillo con rodillo y reducción del diámetro mediante corte seguido de estiramiento interno y rebordeado (consulte la Figura 7-21).
Entre los métodos mencionados anteriormente, el más comúnmente utilizado es el bridado externo de tuberías de pequeño diámetro, que implica utilizar el tamaño del diámetro interior de la tubería vacía como el tamaño del diámetro interior requerido del componente de la tubería, mientras que el tamaño después del bridado exterior se convierte en el diámetro de el componente.
2) Brida interior del rodillo.
Cuando se utilizan rodillos para bridas internas, existen ciertas limitaciones entre el espesor y el diámetro del material; específicamente, se requiere una relación D/t ≥ 200 para que el proceso se desarrolle sin problemas. De lo contrario, la resistencia provocada por la agregación del material puede ser excesiva, dando como resultado un diámetro exterior poligonal de la pieza.
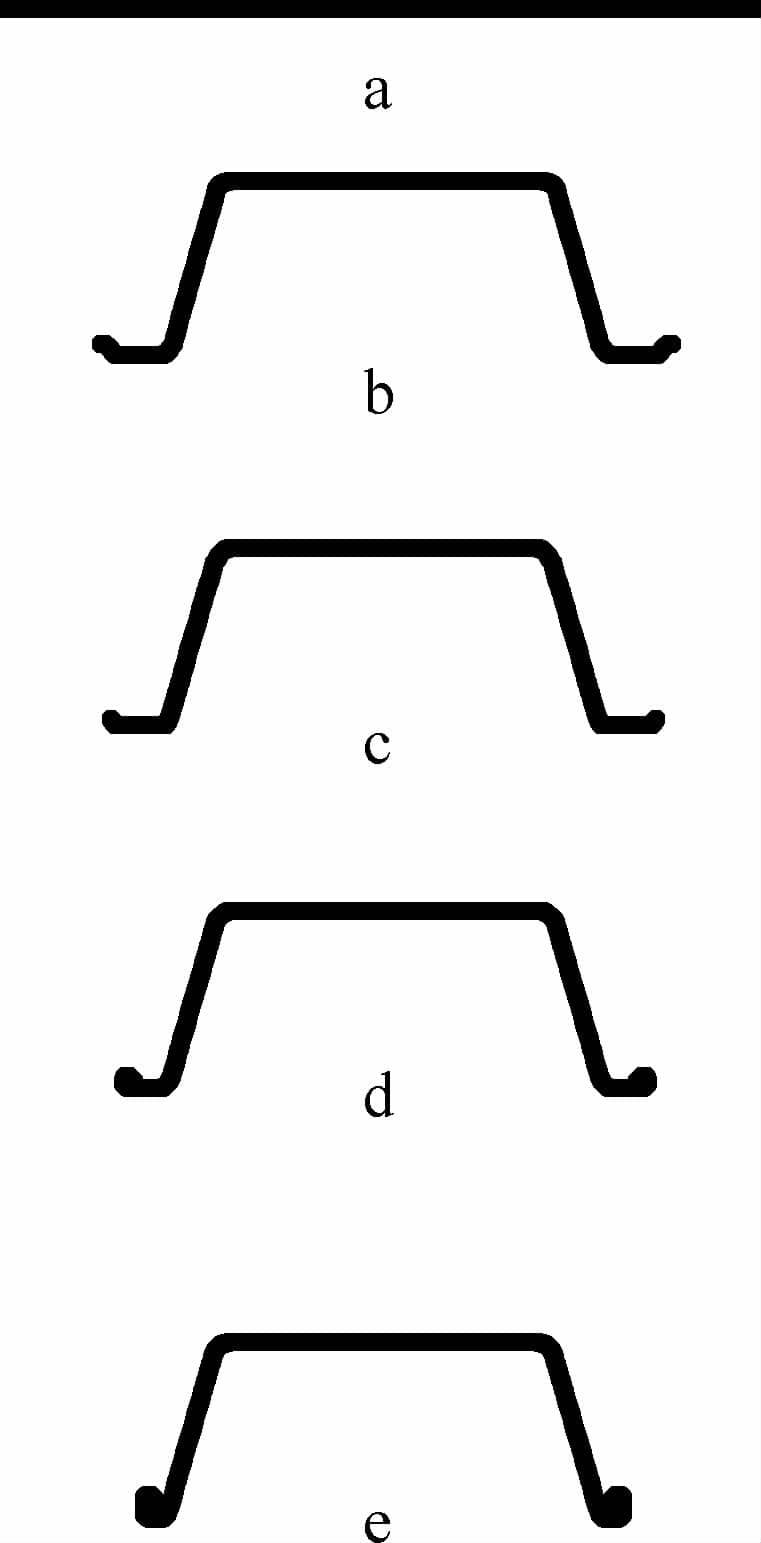
a) Corte de la lámina circular b) Dibujo c) Recorte d) Brida e) Funda
Proceso de formación de cuencos
Un cuenco es esencialmente una versión ampliada de un lavabo diseñado para aumentar la capacidad. Para aumentar su resistencia, se agrega un escalón de brida al borde enrollado, como se ilustra en la Figura 5-35.
El proceso de laminado se coloca estratégicamente antes del bridado para evitar que la brida se arrugue. Aunque el mecanismo de deformación de la sección laminada durante el rebordeado aún no se comprende completamente, ha demostrado ser prácticamente eficaz.







