
1. Efecto del desenfoque en la soldadura láser
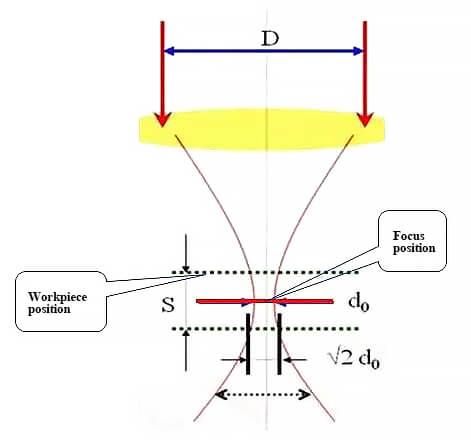
Desenfoque es el término utilizado para describir la distancia entre la superficie de una pieza de trabajo y el punto focal.
Cuando el punto focal está por encima de la pieza de trabajo, esto se denomina desenfoque positivo. Por otro lado, cuando el punto focal se encuentra debajo de la pieza de trabajo, esto se denomina desenfoque negativo.
2. Seleccionar la cantidad de desenfoque
La densidad de potencia en el centro del foco láser es muy alta, lo que lo hace susceptible a la evaporación en los agujeros. La distribución de la densidad de potencia es relativamente uniforme en cada plano alejado del foco láser.
En teoría, cuando la distancia entre los planos de desenfoque positivo y negativo y el plano de soldadura es igual, la densidad de potencia en el plano correspondiente debería ser aproximadamente la misma.
Sin embargo, en la práctica esto da lugar a diferentes penetraciones y formas de soldadura. Durante el desenfoque negativo, la densidad de potencia interna del material es mayor que la de la superficie, lo que conduce a una fusión y vaporización más fuertes. Esto permite que la energía luminosa penetre más profundamente en el material, lo que da como resultado una mayor penetración.
3. Influencia del desenfoque en la soldadura
La cantidad de desenfoque debe ser negativa de 1 a 2 mm.
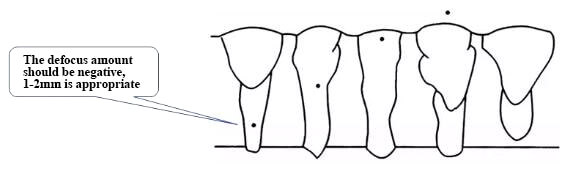
Efecto del desenfoque en la forma de la soldadura.
El material a soldar es acero inoxidable de 6mm de espesor, con una potencia de 5kW y una velocidad de soldadura de 96cm/min. A medida que disminuye la cantidad de desenfoque, la penetración aumenta y entra en la fase de soldadura de penetración profunda.
Por otro lado, cuando la cantidad de desenfoque es grande, la penetración es mínima y la soldadura se encuentra en fase de conducción de calor.
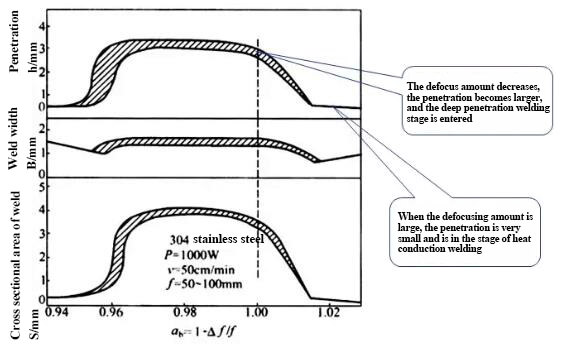
Efecto del desenfoque sobre la penetración, el ancho y la sección transversal de la soldadura.
4. Resumen
La cantidad de desenfoque se refiere a la distancia entre el foco y la superficie de la pieza de trabajo. Si el enfoque se coloca encima de la pieza de trabajo, se considera desenfoque positivo. Si el foco se coloca debajo de la pieza de trabajo, se considera desenfoque negativo. El desenfoque negativo es ventajoso para aumentar la penetración de la soldadura.
Influencia en la calidad de la soldadura.
La soldadura láser normalmente requiere una cantidad específica de desenfoque porque la densidad de potencia en el centro del foco láser es muy alta, lo que lo hace susceptible a la evaporación en los agujeros. La distribución de la densidad de potencia es más uniforme en cada plano alejado del foco láser.
Según la teoría de la óptica geométrica, cuando la distancia entre los planos de desenfoque positivo y negativo y el plano de soldadura es igual, la densidad de potencia en el plano correspondiente debería ser aproximadamente la misma.
Sin embargo, en realidad, la forma del baño de soldadura es diferente. Cuando se utiliza un desenfoque negativo, se puede lograr una penetración más profunda debido al proceso de formación del baño fundido. Experimentalmente, el desenfoque negativo se utiliza cuando se desea una profundidad de penetración profunda, mientras que el desenfoque positivo se utiliza cuando se sueldan materiales delgados.







