
1. Prefacio
42CrMo es un acero estructural de aleación media de carbono conocido por sus propiedades mecánicas integrales, excelente templabilidad y amplia gama de aplicaciones. A menudo se utiliza en la industria de la maquinaria para producir engranajes, bielas, tornillos de alta resistencia y otros componentes cruciales.

El material de forja de acero 42CrMo lo suministra una acería. El proceso de fabricación implica refinar fuera del horno, fundir en lingotes, forjar en stock y finalmente normalizar.
Una empresa compró este lote de piezas forjadas para utilizarlas en la producción de un eje de bobinado en una unidad de rebobinado de producción de bandas. El proceso de tratamiento térmico final del producto será el templado y revenido.
Las propiedades mecánicas requeridas son una resistencia a la tracción de 900 a 1100 MPa, un límite elástico de al menos 650 MPa y una energía de absorción de impacto de al menos 40 J.
Durante una inspección de la materia prima, se descubrió que las estructuras macro y micrometalográficas eran anormales. Se determinó preliminarmente que la pieza en bruto de forja no estaba normalizada.
En esta publicación, discutiremos y analizaremos métodos y posibilidades para mejorar la calidad del material forjado en función de los resultados de pruebas físicas y químicas. Se formularán varios esquemas de tratamiento térmico.
2. Prueba física y química
1. Análisis de composición química.
El material de prueba es material de forja de acero 42CrMo, que se consideró aceptable según los requisitos para acero estructural de aleación de alta calidad (GB/T3077-2015).
Los resultados de la prueba, como se muestra en la Tabla 1, se obtuvieron utilizando un espectrómetro Spectrolab y cumplen con los requisitos de la norma.
Tabla 1 Composición química (fracción de masa) de la muestra de material de forja.
| Elemento | Valor estandar | Valor medido |
| W. | 0,38~0,45 | 0,45 |
| Sí | 0,17~0,37 | 0,26 |
| Minnesota | 0,50~0,80 | 0,74 |
| cr | 0,90~1,20 | 1.09 |
| Mes | 0,15~0,25 | 0,22 |
| PAG | ≤0,020 | 0,018 |
| s | ≤0,020 | 0.012 |
2. Examen metalográfico
Se realizó una inspección metalográfica a las materias primas que se encuentran en el almacén.
La muestra se tomó de acuerdo con los requisitos de GB/T 13298-2015, que describe el método para la inspección de la microestructura metálica. Los defectos macroestructurales y las inclusiones no metálicas se evaluaron utilizando el Diagrama de clasificación de defectos macroestructurales de acero estructural GB/T 1979-2001 y GB/T 10561-2005, que describe la determinación del contenido de inclusiones no metálicas en el acero.
La macromorfología se muestra en la Figura 1 y la microestructura se muestra en la Figura 2. Los resultados de las pruebas se pueden ver en la Tabla 2.
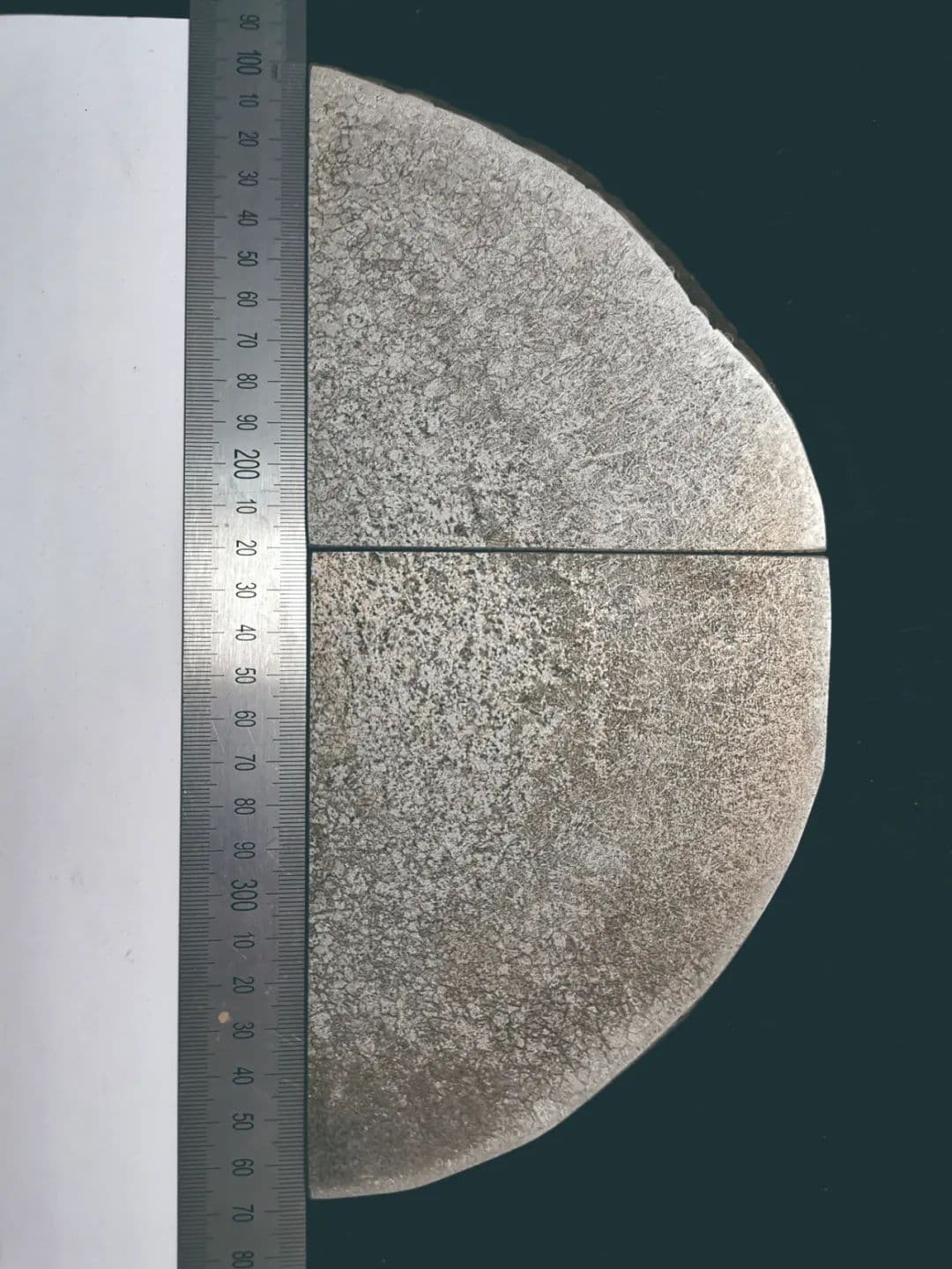
Fig. 1 Inspección con bajo aumento de una muestra en blanco de forja (grabado en caliente con ácido clorhídrico industrial 1:1)

a) Ferrita reticular gruesa
b) Parte del tejido es sorbita.
c) Parte del tejido está compuesto por perlita + una pequeña cantidad de bainita y ferrita
d) Parte del tejido es grueso.
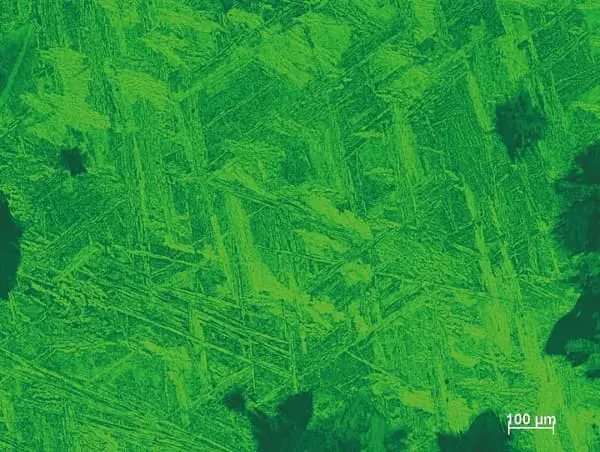
Fig. 2 Estructura metalográfica de la muestra en blanco de forja.
Tabla 2 Resultados de las pruebas de muestreo metalográfico de palanquillas forjadas.
| Artículos de prueba: | Resultado de la detección |
| Defecto de baja ampliación | Generalmente, la porosidad es grado 1 y la dendrita en la superficie de prueba es gruesa y muestra una segregación severa. |
| Inclusión no metálica | A0.5,B0.5 |
| Tipo de organización | La distribución de la tela es extremadamente desigual, la tela es gruesa y la tela es ferrita + perlita + ferrita reticular + una pequeña cantidad de bainita. |
3. Prueba de propiedades mecánicas
Se tomarán muestras del material de forja y se probarán sus propiedades mecánicas de acuerdo con los requisitos descritos en GB/T 2975-2018. Esta norma describe los requisitos para el lugar de muestreo y la preparación de muestras para realizar pruebas de propiedades mecánicas en acero y productos de acero.
Los resultados se muestran en la Tabla 3.
Tabla 3 resultados de las pruebas de propiedades mecánicas del material forjado
| Resistencia a la tracción /MPa |
Fuerza de producción /MPa |
Tasa de longitud corporal después de una fractura. (%) |
Energía de absorción de impacto ( KV2 /J) |
| 983 | 845 | 12.0 | 10, 6,0, 6,0 |
4. Comparación entre el esquema de tratamiento térmico y los resultados de las pruebas físicas y químicas.
Los resultados de las pruebas físicas y químicas indicaron que el tocho forjado tiene una estructura tosca, una estructura anormal y propiedades mecánicas deficientes, que se cree que son el resultado de una mala calidad de forjado y un tratamiento de normalización insuficiente.
Para estudiar el impacto de la estructura de la materia prima en el tratamiento térmico final (templado y revenido) y para verificar la mejora de varios procesos de tratamiento térmico en la calidad de la materia prima, se han desarrollado varios esquemas de tratamiento térmico. El objetivo es analizar y proponer medidas de mejora.
Se han desarrollado tres procesos de tratamiento térmico para ensayar residuos de forja: normalizado, templado y revenido, y una combinación de normalizado y templado y revenido.
Se tomaron muestras de las piezas forjadas después del tratamiento térmico y se probaron su estructura metalográfica y sus propiedades mecánicas. Los resultados se compararon con los requisitos de diseño y se muestran en la Tabla 4.
Tabla 4 Índices de desempeño y tipos de estructura después de tres procesos
| Estado del proceso | Resistencia a la tracción/MPa | Límite de rendimiento / MPa | Elongación después de la fractura (%) | Energía de absorción de impacto (KV 2 /J) | Tipo de organización |
| Normalizando | 1098 | 959 | 12.5 | 17, 15, 18 | Hay segregación en la organización; La estructura es sorbita + troostita + bainita. |
| Temperamento | 878 | 752 | 16.0 | 77, 87, 80 | Hay una segregación obvia en el tejido; La estructura es sorbita + una pequeña cantidad de ferrita. |
| Normalización + templado | 988 | 828 | 16.0 | 94, 107, 110 | Hay segregación en la organización; El tejido es sorbita + una pequeña cantidad de ferrita. |
| Requisito del proyecto | 900~1100 | ≥650 | ≥12,0 | ≥40 | Sorbita, se permite una pequeña cantidad de ferrita. |
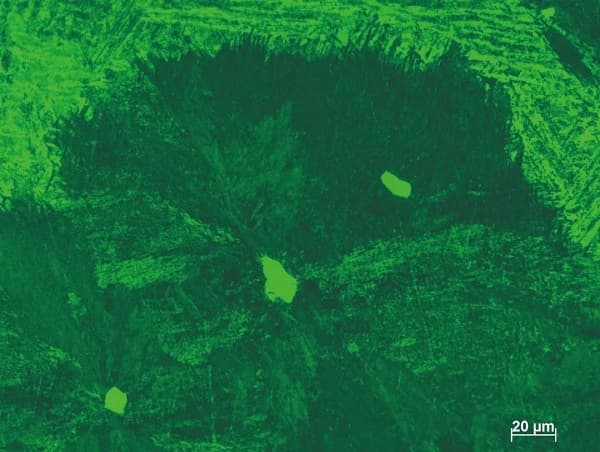
Después del análisis y la comparación, se encontró que la resistencia y la tenacidad de la muestra normalizada mejoraron significativamente y la red de ferrita en la estructura desapareció, como se muestra en la Figura 3.
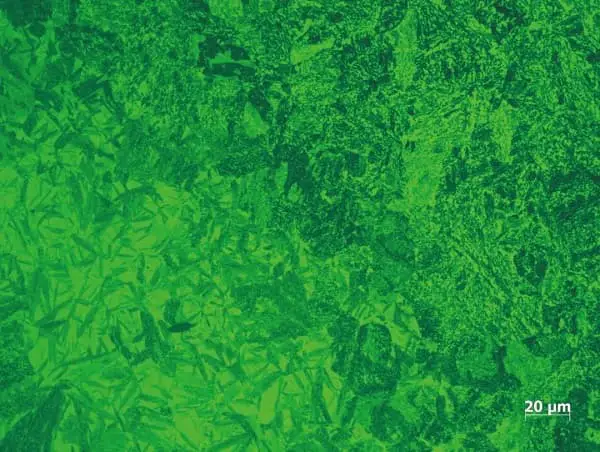
Figura 3 estructura después de la normalización (refrigeración por aire a 880 ℃)
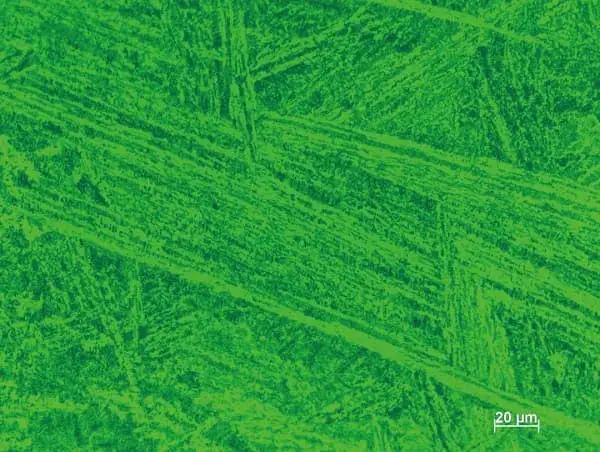
Aunque el temple y revenido directo del material forjado eliminó la ferrita líquida en la muestra, la resistencia a la tracción fue mucho menor que los requisitos técnicos y hubo una segregación notable en la estructura, como se muestra en la Figura 4.
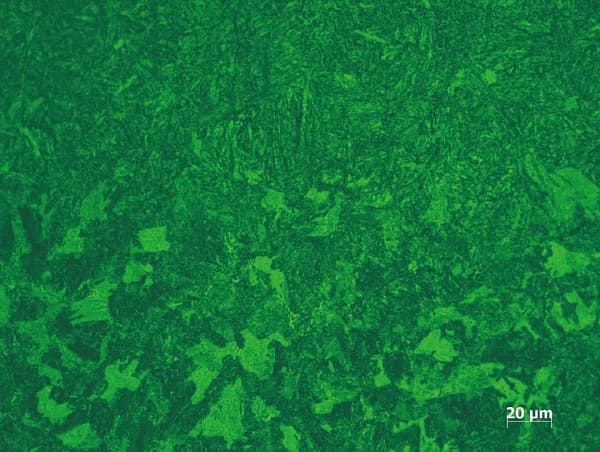
Fig. 4 Templado (refrigeración por aceite a 860 ℃ y refrigeración por aire a 610 ℃)
Las muestras que se sometieron a normalización seguida de enfriamiento y revenido no solo cumplieron con todos los requisitos técnicos en términos de indicadores de desempeño, sino que también mejoraron la uniformidad de la estructura, como se muestra en la Figura 5.
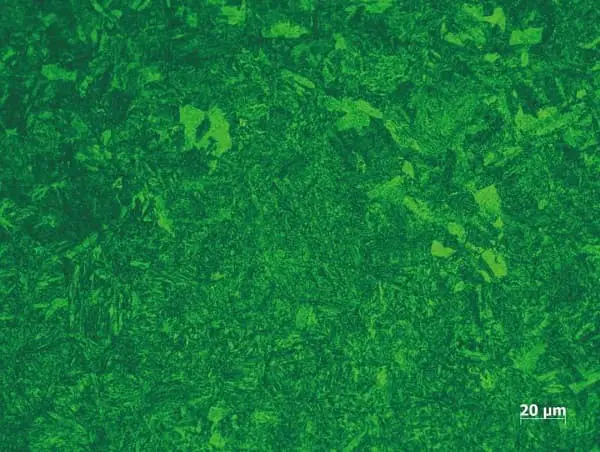
Fig. 5 normalización + enfriamiento rápido y revenido (refrigeración por aire 880°C + refrigeración por aceite 860°C, refrigeración por aire 610°C)
3. Conclusión
La estructura anormal que se encuentra en el material forjado generalmente es causada por altas temperaturas durante la forja, lo que resulta en un rápido crecimiento del grano y fallas en el refinamiento del grano. Además, un enfriamiento insuficiente después de la forja puede provocar la formación de una red de ferrita, que degrada gravemente las propiedades mecánicas del material, en particular su resistencia al impacto a temperatura ambiente.
Para evitar la formación de granos gruesos, ferrita reticular e incluso estructuras Widmanstatten, es fundamental controlar estrictamente la temperatura de calentamiento durante la forja y regular adecuadamente la velocidad de enfriamiento. La normalización puede refinar aún más la microestructura y evitar residuos de ferrita de red y otras estructuras.
Debido a que el material de forja no se ha normalizado como se requiere, es necesario mejorar las inspecciones metalográficas durante el almacenamiento de la materia prima para garantizar que cumpla con los requisitos necesarios en el proceso normal. Si en la estructura original se encuentran fenómenos anormales como estructura gruesa, ferrita reticular o incluso estructuras de Widmanstatten, se debe realizar un tratamiento de normalización antes del enfriamiento rápido.
De lo contrario, la estructura y las propiedades obtenidas pueden no cumplir con los requisitos deseados, y la presencia de ferrita reticular puede incluso causar grietas durante el enfriamiento, lo que lleva a la falla del producto durante el tratamiento térmico.







