I . Características/aplicaciones de los molinos de moldes
En la fabricación de moldes moderna, a medida que aumentan los requisitos estéticos y funcionales de nuevos productos en industrias como la electrónica mecánica, los automóviles y los electrodomésticos, los componentes cada vez más complejos hacen que la superficie del molde sea más compleja.
La proporción de superficies de forma libre aumenta continuamente, lo que impone mayores exigencias a la tecnología de procesamiento de moldes. Debido a la compleja estructura del molde y los requisitos de alta precisión, las características de la superficie y los materiales de las diferentes piezas varían significativamente, lo que requiere el uso de diferentes tipos de cortadores de moldes.
II. Selección de métodos de mecanizado
1. La elección de herramientas para el fresado CNC en la fabricación de moldes depende en gran medida de la tarea en cuestión.
Para fresar los contornos interiores y exteriores de piezas y fresar superficies planas, a menudo se utilizan fresas de extremo plano. Para algunas superficies tridimensionales y contornos con ángulos variables, se emplean comúnmente molinos de bolas, molinos anulares, molinos de tambor, molinos cónicos y molinos de discos.
Los cortadores de moldes se utilizan para mecanizar las superficies de las cavidades del molde. El mecanizado de secciones de cavidad depende principalmente de varios tipos de fresas. Los cortadores de moldes evolucionaron a partir de fresas de extremo y se pueden clasificar según la forma de su pieza de trabajo en tipos cónicos de punta plana, cilíndricos con extremo esférico y cónicos con extremo esférico.
También se pueden clasificar por material en cortadoras de moldes de carburo, cortadoras de moldes de acero de alta velocidad, etc. Los cortadores de moldes de carburo tienen aplicaciones extremadamente amplias. Además de fresar varias cavidades de moldes, pueden reemplazar las limas manuales y los cabezales de rectificado para desbarbar piezas fundidas, forjadas y soldadas, y para el acabado fino de determinadas superficies moldeadas.
2. Selección de fresa de molde .
La vida útil racional de la herramienta generalmente se divide en dos categorías: vida útil de la herramienta a una tasa de producción máxima y vida útil de la herramienta a un costo mínimo. El primero se determina con base en el objetivo de menor tiempo por pieza, mientras que el segundo se determina con base en el objetivo de menor costo operativo.
En comparación con los métodos de mecanizado tradicionales, el mecanizado CNC impone mayores exigencias a las herramientas. No sólo deben ser rígidas y precisas, sino también tener dimensiones estables, una larga vida útil de la herramienta y una fácil instalación y ajuste para cumplir con los requisitos de alta eficiencia de las máquinas herramienta CNC. Las herramientas utilizadas en las máquinas CNC generalmente adoptan materiales adecuados para cortes a alta velocidad y emplean plaquitas indexables.
Para máquinas herramienta multiherramienta y máquinas herramienta combinadas donde el montaje, cambio y ajuste de herramientas son complejos, los estándares de vida útil de la herramienta deben ser más altos y al mismo tiempo garantizar la confiabilidad de la herramienta.
Cuando la tasa de producción de una operación dada dentro de un taller limita el aumento en la tasa de producción de todo el taller, o cuando una operación dada sustenta una gran parte de los gastos totales de la fábrica dentro de una unidad de tiempo, una vida útil de la herramienta más baja debe ser elegido.
Fresa de bola ovalada reposicionable
- Diámetro de varilla/mm: φ20-φ50
- Retroceso máximo/mm: Hasta la longitud total de la hoja
- Dificultad de programación:





- Número de palas: 2
- Ámbito de uso: una herramienta de procesamiento de moldes versátil, convenientemente aplicable, más adecuada para el mecanizado de moldes de estampado.

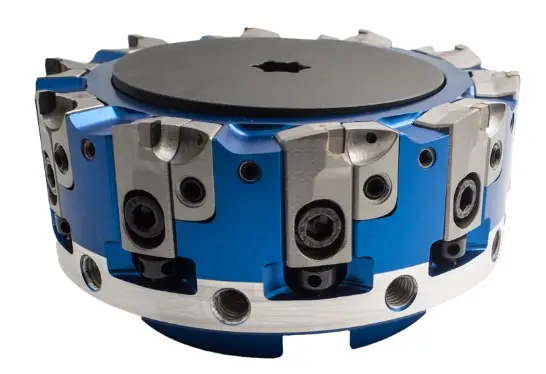
Cortador de disco indexable
- Diámetro del vástago del cortador/mm: φ10-φ160
- Retroceso máximo/mm: Radio de herramienta
- Dificultad de programación:




- Número de cuchillas: cortador de disco
- Rango aplicable: Más adecuado para contorneado, fresado de cavidades y procesamiento de líneas de igual altura. Es excelente en moldes de plástico, fundición a presión, forja y estampado.

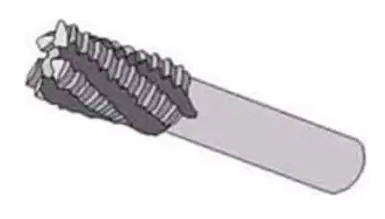
Especificaciones de la fresa de alta velocidad
- Diámetro del vástago del cortador (mm): φ20 – φ100
- Cantidad máxima de retroceso (mm): 1,2 – 2
- Dificultad de programación:



- Número de cuchillas de corte: 3
- Rango de aplicación: Adecuado para fresar cavidades largas y profundas.

Fresa integral soldada
- Diámetro del eje/mm: φ1-φ40
- Alimentación trasera máxima/mm: 5
- Dificultad de programación:





- Número de palas: 2/4
- Aplicabilidad: Amplia gama. Puede rectificarse para su uso adoptando diversos materiales de herramientas y características estructurales.

Al determinar la vida útil de la herramienta, considere factores como la fabricación de la herramienta, los costos de afilado y la complejidad. Para herramientas con tiempos de reemplazo cortos, como herramientas de sujeción de máquinas rotativas, elija una vida útil más corta para aumentar la productividad y aprovechar al máximo el rendimiento de corte. Las herramientas de alta complejidad y precisión deberían tener una vida útil más larga que las herramientas de una sola hoja.
Durante el mecanizado de precisión de piezas grandes, para garantizar al menos una pasada completa de la herramienta y evitar cambios de herramienta a mitad del corte, la vida útil de la herramienta debe determinarse en función de la precisión de la pieza y la rugosidad de la superficie.
III. Selección de estructura
En el procesamiento de moldes, la estructura de la herramienta seleccionada varía según las diferentes etapas de procesamiento. Las etapas de mecanizado de desbaste y de precisión tienen estructuras de herramientas específicas entre las que puede elegir.

Se pueden utilizar herramientas avanzadas para procesar piezas en bruto de tamaño pequeño y mediano, aumentando así la calidad y la productividad de la operación. Las dimensiones de los moldes grandes varían y los requisitos para el mecanizado de desbaste y de precisión son diferentes según la pieza que se procesa. Se seleccionan los cortadores verticales apropiados para su uso.
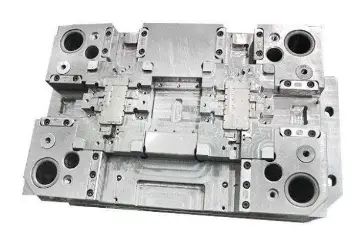
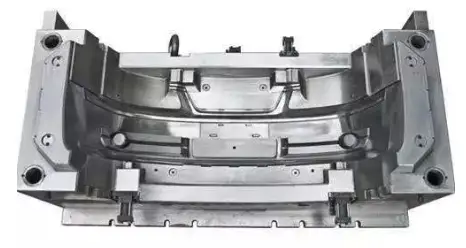
En el mecanizado se utilizan principalmente fresas totalmente verticales. Para procesos de moldes grandes, como cavidades de inyección de parachoques, se prefiere el uso de cortadores de sujeción a máquina con insertos indexables debido a su rentabilidad y mejoras de eficiencia. El mecanizado de precisión, por otro lado, generalmente emplea fresas verticales completas.
4. Características del mecanizado de desbaste/semiacabado/acabado
El principal objetivo del mecanizado de desbaste en la fabricación de troqueles es maximizar la tasa de eliminación de metal por unidad de tiempo mientras se preparan los contornos geométricos para el semiacabado. El objetivo principal del semiacabado es obtener un perfil superficial liso en la pieza, asegurando un margen uniforme para el posterior mecanizado de acabado.
Tanto en el mecanizado de desbaste como en el de semiacabado, se utilizan avances más altos para un procesamiento eficiente y económico, empleando cortadores de plaquita indexable y cortadores de alto avance y alta velocidad. Este último puede funcionar bajo parámetros de corte muy elevados.
Aunque el avance de la mesa de trabajo es extremadamente alto, el espesor de corte es mínimo, lo que da como resultado un avance grande pero una pequeña cantidad de corte hacia atrás. La mayoría de las fuerzas de corte se generan axialmente, lo que puede reducir las tendencias a la vibración y lograr una alta tasa de eliminación de metal.
Puntos clave para la selección de fresas para desbaste y semiacabado de diferentes superficies
1. Para el mecanizado en desbaste de superficies más grandes (planas o inclinadas), seleccione fresas de mango de plaquita indexable, fresas de planear o fresas de avance de alta velocidad.
2. Para superficies rugosas y semiacabadas más pequeñas, opte por fresas con insertos redondos. El radio más grande de las plaquitas redondas proporciona una mayor resistencia de la plaquita.
3. Para desbaste y semiacabado de superficies más pequeñas, utilice fresas esféricas con insertos indexables. Se pueden elegir plaquitas con forma de hoja de sauce por su baja fuerza de corte y su alta eficiencia de mecanizado.
Para el mecanizado de precisión de superficies curvas se utilizan fresas con punta esférica. El radio de la fresa debe ser lo más grande posible para aumentar la rigidez de la herramienta, mejorar la disipación del calor y reducir los valores de rugosidad de la superficie.
Generalmente, el radio de curvatura de una superficie finamente mecanizada debe ser mayor que 1,5 veces el radio de la herramienta para evitar cambios abruptos en la dirección de avance.
Sin embargo, al mecanizar arcos cóncavos, el radio del extremo esférico de la fresa debe ser menor que el radio mínimo de curvatura de la superficie mecanizada. Los molinos de bolas se utilizan para el fresado fino y semifino de superficies; Las fresas de extremo de bolas de diámetro pequeño pueden realizar fresados finos en caras empinadas y pequeños chaflanes de paredes rectas.
Sin embargo, cuando se utiliza una fresa de bolas para mejorar la eficiencia del mecanizado mediante el aumento del contragolpe, quedarán residuos de corte notables en la pieza mecanizada después del procesamiento, lo que aumentará la carga de trabajo para las herramientas de mecanizado de precisión posteriores. Aunque la eficiencia del mecanizado en desbaste es alta, reduce la eficiencia de los procesos posteriores.


Puntos clave a la hora de seleccionar fresas para el mecanizado de precisión de diferentes superficies
1. Para el mecanizado de precisión de superficies más grandes, se pueden utilizar fresas esféricas con plaquita indexable para lograr un mecanizado de alta precisión. Para superficies más pequeñas, se pueden seleccionar fresas esféricas sólidas para un mecanizado de alta precisión.
2. Mecanizado de alta precisión de piezas R de minuto de arco.
3. Para canales profundos y esquinas de ancho pequeño, se pueden utilizar herramientas de carburo de diámetro pequeño en las operaciones de limpieza de raíces y esquinas de cada pieza de trabajo.







