
Con el avance de la tecnología de procesamiento de chapa, la tecnología de fabricación de China también está evolucionando y la brecha con los países desarrollados extranjeros se está reduciendo.
Muchas empresas extranjeras de renombre trasladan sus bases de producción a China y traen consigo ideas innovadoras en el procesamiento de chapa.
Los equipos tradicionales de corte de chapa metálica incluyen cizallas de control numérico y no numérico, prensas, corte por llama, corte por plasma y corte con agua a alta presión.
Estos dispositivos tienen una cuota de mercado importante y son conocidos por su precio asequible.
Aunque tienen algunas desventajas en comparación con la tecnología moderna de corte por láser, también tienen sus propias ventajas únicas.
Después de leer las siguientes descripciones de diferentes cortadores de chapa, podrá determinar qué equipo de corte de metal es mejor para sus necesidades antes de aprender a cortar chapa.
Tijeras de jardín

Las cizallas de control numérico (NC) están diseñadas principalmente para cortes en línea recta y pueden cortar láminas de hasta 4 metros de largo. Sin embargo, se limitan a cortar en línea recta únicamente y son adecuados para aplicaciones industriales que solo requieren un corte en línea recta después de la nivelación.
Perforadora

Las punzonadoras CNC/de torreta ofrecen una mayor versatilidad en el mecanizado de curvas, ya que un punzón puede equiparse con uno o más juegos de troqueles cuadrados, redondos u otros punzones especializados. Por lo general, se utilizan para trabajos específicos de chapa, particularmente en la industria del gabinete. Las principales técnicas de procesamiento incluyen el corte en línea recta, el corte de orificios cuadrados y redondos y la producción de patrones relativamente simples y fijos. Estas prensas se utilizan principalmente sobre placas de carbono con un espesor inferior a 2 mm, y el área de corte normalmente está en el rango de 2,5 mx 1,25 m.
Sin embargo, no se recomienda el uso de punzonadoras para cortar láminas de acero inoxidable con un espesor superior a 1,5 mm, ya que conlleva un alto consumo de molde debido a la alta viscosidad. Además, las punzonadoras tienen una capacidad limitada para perforar placas de acero gruesas y la superficie resultante puede estar sujeta a colapso. El alto costo y el largo ciclo de desarrollo del molde, así como la baja flexibilidad, son otras desventajas de este método.
En muchos países, el corte de láminas de acero de más de 2 mm de espesor suele realizarse mediante corte por láser moderno en lugar de punzonadoras. Esto se debe a la menor calidad de la superficie al punzonar y cortar placas gruesas, así como a la necesidad de un mayor tonelaje para perforar placas más gruesas. Esto se considera un desperdicio de recursos y además no es respetuoso con el medio ambiente debido a los altos niveles de ruido que genera el proceso.
Corte de llama

Al igual que el método de corte tradicional, el oxicorte todavía tiene un gran mercado debido a su baja inversión y bajos requisitos de calidad (que pueden resolverse con un proceso de mecanizado adicional).
Se utiliza principalmente para cortar placas de acero gruesas de más de 40 mm de espesor.
Sin embargo, sus desventajas incluyen una deformación térmica excesiva, ranuras anchas, un alto desperdicio de acero y una velocidad de procesamiento lenta, lo que lo hace sólo adecuado para la fabricación en bruto.
Corte por plasma

El corte por plasma y el corte por plasma fino son similares al corte por llama, pero tienen una zona afectada por el calor más grande. Sin embargo, ofrecen mejor precisión y velocidad en comparación con el corte por llama, lo que hace que el corte por plasma sea una fuerza dominante en el procesamiento de chapa metálica de tamaño medio.
La fina máquina de corte por plasma CNC ha alcanzado los límites inferiores del corte por láser en términos de precisión al cortar láminas de acero al carbono de 22 mm. La velocidad de corte puede alcanzar más de 2 metros por minuto, lo que da como resultado una cara de corte suave, con la mejor inclinación controlada dentro de 1,5 grados.
Sin embargo, el corte por plasma tiene algunas desventajas. La deformación térmica puede ser excesiva al cortar láminas finas y la inclinación puede ser mayor. Cuando se requiere un corte de alta precisión, el corte por plasma puede no ser la mejor opción. Además, los consumibles utilizados en el corte por plasma son muy caros.
Corte de agua

El corte con agua a alta presión es una técnica que utiliza un chorro de agua a alta velocidad mezclado con carborundo para cortar láminas de metal.
Este método tiene pocas restricciones en cuanto a los materiales que puede cortar y puede alcanzar un espesor de hasta 100 mm.
No solo puede cortar materiales fácilmente rompibles como cerámica y vidrio, que plantean desafíos para el corte térmico, sino que también puede cortar materiales altamente reflectantes como cobre y aluminio, que son difíciles de cortar con láser. Sin embargo, el corte por láser tiene sus propios desafíos.
Una desventaja del corte con agua a alta presión es su lenta velocidad de procesamiento y puede generar una gran cantidad de desechos y escombros, lo que lo hace poco amigable con el medio ambiente. Además, requiere una gran cantidad de consumibles.
Corte con laser
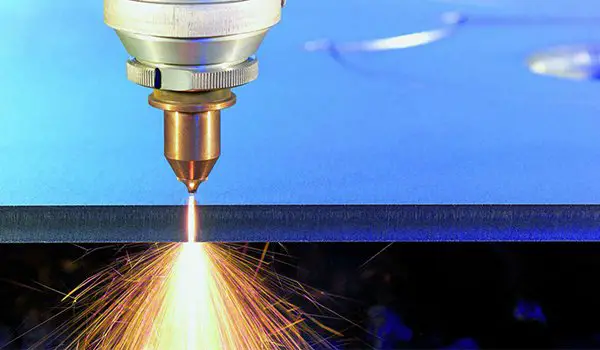
El corte por láser cambia las reglas del juego en el procesamiento de chapa y sirve como base para la fabricación de chapa. Con su alta flexibilidad, rápida velocidad de corte, producción eficiente y ciclo de producción corto, el corte por láser ha ganado gran popularidad entre los clientes.
Una de las principales ventajas del corte por láser es la ausencia de fuerza de corte y deformación. Además, no requiere desgaste de herramientas y tiene buena compatibilidad de materiales.
Ya sean piezas simples o complejas, el corte por láser puede producir cortes precisos rápidamente. Ofrece ranuras estrechas, cortes de alta calidad, alta automatización, facilidad de operación, baja intensidad de mano de obra y un ambiente libre de contaminación.
El corte por láser también permite el corte y agrupamiento automático, mejorando el aprovechamiento del material y reduciendo los costes de producción, resultando en un buen resultado económico.
Esta tecnología tiene una larga vida útil y actualmente se utiliza para cortar láminas de espesor superior a 2 mm en otros países.
Muchos expertos extranjeros predicen que los próximos 30 a 40 años serán la edad de oro de la tecnología de procesamiento láser, especialmente en el campo del procesamiento de chapa.
Para concluir
Generalmente se recomienda utilizar corte por láser para láminas de acero al carbono de hasta 20 mm de espesor, láminas de acero inoxidable de hasta 10 mm de espesor y materiales no metálicos como acrílico y tablones.
Para láminas de acero de entre 20 mm y 50 mm se recomienda el corte por plasma.
El corte con llama es el método recomendado para chapas de acero de más de 50 mm.
Al procesar materiales no metálicos quebradizos como cobre, aluminio, vidrio y mármol, se recomienda cortar con un cuchillo de agua.
En la industria de fabricación de chapa, donde una sola variedad es relativamente común, como la producción por lotes de gabinetes con espesores de chapa inferiores a 1 mm, se recomiendan las máquinas punzonadoras CNC y se pueden utilizar otros métodos de corte para ayudar en el proceso de fabricación de chapa.







