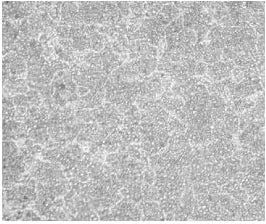
Después del enfriamiento y revenido de martensita, la estructura de las piezas portadoras de acero con alto contenido de carbono y cromo debe ser criptocristalina o cristalina fina con martensita acicular pequeña. Además, debería tener carburo residual fino distribuido uniformemente y una pequeña cantidad de austenita residual.
Para microcojinetes, se permite una pequeña cantidad de troostita acicular o masiva, como se muestra en la Figura 1.
La microestructura después del templado y revenido debe cumplir con la cláusula 3.2.2 de JB/T1255-2014, las especificaciones técnicas para el tratamiento térmico de piezas de acero con alto contenido de cromo y cromo para rodamientos.
Esta estructura de acero con alto contenido de carbono y cromo presenta buena dureza, resistencia, resistencia al desgaste y resistencia a la fatiga.
Después del templado, el acero para rodamientos también puede adquirir excelentes propiedades integrales, como elasticidad, tenacidad y estabilidad dimensional.

Durante el tratamiento térmico de piezas de rodamientos de acero con alto contenido de carbono y cromo, pueden ocurrir varios defectos debido a problemas con los materiales de acero de los rodamientos, el proceso de tratamiento térmico, el equipo de procesamiento y factores humanos. Dichos defectos pueden incluir sobrecalentamiento de la microestructura metalográfica (martensita de aguja gruesa), subcalentamiento de la microestructura metalográfica (troostita que excede el estándar), carburos de grano grueso, carburos reticulares severos y otros defectos microestructurales.
Algunos de estos defectos de la microestructura metalográfica pueden causar directamente desechos del producto, como una microestructura metalográfica sobrecalentada (martensita de aguja gruesa). Sin embargo, es posible que otros defectos no den como resultado el descarte del producto, pero aún así pueden afectar negativamente la vida útil del producto.
Por ejemplo, una microestructura metalográfica subcalentada (troostita que excede el estándar) puede afectar la vida útil del rodamiento, provocando una rotura prematura del anillo del rodamiento y afectando significativamente la calidad del producto del rodamiento.
1. Enfriamiento de la microestructura metalográfica sobrecalentada (martensita de aguja gruesa)
Las Figuras 2 y 3 representan la microestructura metalográfica resultante del enfriamiento a temperatura de sobrecalentamiento, mostrando martensita acicular gruesa con características estructurales distintas. Se sabe que este tipo de estructura disminuye la tenacidad de los rodamientos y la resistencia al impacto, lo que lleva a una vida útil más corta e incluso extingue las grietas en casos de sobrecalentamiento severo.


(1) Causa
Este problema es causado principalmente por una temperatura de calentamiento de enfriamiento excesivamente alta o un tiempo de mantenimiento prolongado en el límite superior de la temperatura de calentamiento de enfriamiento, lo que resulta en una disolución excesiva de los carburos secundarios. El grano de austenita también tiene la oportunidad de crecer, debilitando el efecto inhibidor del crecimiento de martensita y aumentando la posibilidad de un mayor crecimiento de martensita.
Cuando se observa bajo un microscopio metalográfico de 500x (o 1000x), la microestructura metalográfica sobrecalentada es evidente como martensita de aguja gruesa.
Otra posible causa es la presencia de carburos muy bandeados en la materia prima o una distribución irregular del tamaño de los carburos en la estructura recocida, lo que da como resultado finas escamas de perlita en la estructura recocida.
Incluso durante el enfriamiento normal, se puede formar martensita acicular gruesa en áreas con carburos escasamente distribuidos o partículas finas, con pocos obstáculos para el crecimiento de la martensita.
La descarburación de la superficie produce poco o ningún carburo y por lo tanto tiene un efecto mínimo en la inhibición del crecimiento de martensita.
Si las condiciones de enfriamiento son ideales, la martensita todavía tiene posibilidades de crecer y formar martensita acicular gruesa.
(2) Medidas
Es importante elegir una temperatura de enfriamiento y un tiempo de calentamiento adecuados. Estos parámetros deben seleccionarse de acuerdo con los estándares de materiales y es necesario controlar estrictamente la formación de bandas de carburo.
Para mejorar la calidad del recocido, es fundamental controlar de cerca la temperatura del horno durante la producción. En caso de falla de energía o equipo, se deben tomar medidas oportunas y efectivas para evitar cualquier impacto negativo en el proceso.
2. Microestructura metalográfica de enfriamiento bajo calentamiento (la troostita excede el estándar)
La troostita es una estructura que se forma debido a un enfriamiento insuficiente o un enfriamiento insuficiente durante el proceso de enfriamiento. Es el resultado de la transformación perlita de la austenita.
La troostita tiene una estructura de perlita excepcionalmente fina. En el acero para rodamientos, la troostita se puede clasificar según su morfología metalográfica en cuatro tipos: troostita masiva (ver Fig. 4), troostita acicular (ver Fig. 5), una combinación de estructuras aciculares y masivas (ver Fig. 6) y troostita bandeada (ver Fig. 7).




La estructura de troostita se puede encontrar en aceros para rodamientos endurecidos y puede provocar una disminución tanto de la dureza como de la resistencia del acero. Esta estructura también es desfavorable para la resistencia al desgaste y la fatiga, y reduce en gran medida la resistencia a la oxidación del acero para rodamientos.
Aunque la dureza de la pieza está dentro del rango calificado, la presencia de una pequeña cantidad de troostita acicular y masiva cumple con los requisitos de microestructura metalográfica especificados en las condiciones técnicas JB/T1255-2014 para el tratamiento térmico de piezas de acero con alto contenido de carbono y cromo para laminación. . aspectos.
Sin embargo, la presencia de troostita masiva y reticular excede lo previsto en la norma, por lo que se trata de una estructura no calificada. Esto puede dar como resultado una menor dureza de la pieza y facilitar la identificación de puntos débiles después del decapado.
(1) Causa
Se forma troostita masiva cuando hay un calentamiento inadecuado (ya sea la temperatura es demasiado baja o el tiempo de retención es demasiado corto). Esto da como resultado una concentración desigual de la aleación austenítica y una templabilidad deficiente en ciertas áreas del acero, lo que lleva a la transformación de perlita durante el enfriamiento normal.
La troostita acicular se forma debido a un enfriamiento deficiente, donde el medio de enfriamiento no puede enfriar el acero a un ritmo suficiente. Incluso con calentamiento normal, es posible que ciertas áreas del acero no alcancen la velocidad crítica de enfriamiento necesaria para un endurecimiento adecuado.
La troostita zonal se forma cuando hay carburos presentes en la materia prima del acero para rodamientos que se distribuyen en formato de tira en áreas con baja concentración de carbono.
(2) Medidas
Si durante la producción aparece troostita, se debe inspeccionar su microestructura metalográfica y analizar las causas para tomar las medidas oportunas.
Si la troostita está en forma masiva, la temperatura de calentamiento de enfriamiento rápido debe aumentarse correspondientemente y extenderse el tiempo de retención.
Si la troostita está en forma acicular, se debe aumentar la velocidad de enfriamiento.
Si las temperaturas de calentamiento, preservación del calor y enfriamiento están dentro del rango normal, pero aún se produce troostita, es necesario verificar si hay problemas con la materia prima, problemas de control de temperatura, mal funcionamiento del equipo y otras causas potenciales. Es importante identificar la causa de manera oportuna y tomar las medidas necesarias.
3. Carburo de red severa
La Figura 8 muestra la formación severa de carburos de red resultantes del grabado profundo usando una solución de alcohol de ácido nítrico al 4%.
Este defecto estructural no surge durante el proceso de templado, sino que resulta de un laminado, forjado o recocido inadecuado. Sólo puede detectarse mediante la inspección post-extinción.

(1) Causa
La presencia de carburos reticulados en el acero aumenta la heterogeneidad de su composición química. Esto puede provocar importantes tensiones estructurales durante el tratamiento térmico y el enfriamiento, lo que a su vez puede provocar deformaciones y grietas en las piezas.
Los carburos reticulados debilitan la relación entre los granos de la matriz y reducen las propiedades mecánicas del acero. En particular, pueden reducir significativamente las propiedades de impacto del acero. Además, a medida que aumenta el nivel de carburos reticulados, las propiedades de impacto del acero continúan disminuyendo.
Los carburos de red también tienen un efecto significativo sobre la resistencia a la flexión y a la tracción del acero. Además, la resistencia a la fatiga por contacto del acero disminuye al aumentar el nivel de carburos reticulados. De hecho, la resistencia a la fatiga por contacto de muestras longitudinales con carburos reticulados gruesos disminuye aproximadamente un 30%.
Cada aumento en el grado de carburo reticulado reduce la vida útil de la pieza en aproximadamente un tercio. Los carburos fuertemente reticulados no se pueden eliminar en procesos posteriores de recocido por esferoidización, y la estructura de los carburos sólo se puede eliminar o mejorar mediante un proceso de normalización.
En los casos en los que el carburo reticulado es ligero, parte de la red puede romperse y esferoidizarse durante el recocido por esferoidización. Sin embargo, si las partículas de carburo son más grandes, las partículas de carburo en la estructura recocida esferoidizada pueden no ser uniformes.
(2) Medidas
Se debe implementar un control estricto sobre los carburos reticulados presentes en las materias primas del acero para rodamientos. El nivel de carburos reticulados no debe exceder el límite especificado en GB/T18254-2016 para acero para rodamientos con alto contenido de carbono y cromo.
Durante el proceso de forjado de rodamientos forjados, es importante regular la velocidad de enfriamiento para evitar la formación de carburos reticulados como resultado de una velocidad de enfriamiento lenta.
Si es necesario, se puede utilizar refrigeración por aire para acelerar la velocidad de enfriamiento de las piezas forjadas y evitar la aparición de carburos reticulados.
4. Conclusión
Se llevó a cabo un análisis en profundidad de las causas de los defectos primarios en la microestructura de las piezas de acero para rodamientos con alto contenido de carbono y cromo después del templado, y se propusieron medidas preventivas y correctivas para mejorar la calidad del temple de las piezas de acero para rodamientos con alto contenido de carbono y contenido de cromo.
Dada la complejidad de las prácticas de producción, es fundamental llevar a cabo un análisis específico de diferentes situaciones para garantizar la calidad del enfriamiento de las piezas de acero con alto contenido de carbono y cromo y garantizar la calidad interna confiable de los productos con rodamientos.







