
1 . Alcance
1.1 Este procedimiento es aplicable a la dobladora de tubos CNC utilizada para doblar en frío tubos metálicos.
1.2 Este procedimiento es aplicable a las dobladoras hidráulicas monocabezal modelos DW63 y DW114 en el taller de piezas estructurales de equipos agrícolas.
dos . Documentos normativos de referencia.
Los siguientes documentos son esenciales para la aplicación de este documento. Para documentos de referencia fechados, solo se aplica a este documento la versión fechada. Para documentos de referencia sin fecha, se aplica la versión más reciente a este documento.
Dobladora de tubos CNC GB/T 28763-2012
3 . Términos y definiciones
Máquina dobladora de tubos CNC : una dobladora de tubos que debe tener al menos un movimiento de tres ejes, incluida la rotación del husillo, el movimiento lineal del mandril y la rotación del mandril, y está controlada por un sistema CNC.
4 . Parámetros de la máquina dobladora de tubos.
4.1 El parámetro principal de la dobladora de tubos es el diámetro exterior máximo del tubo.
4.2 Los parámetros principales y los parámetros básicos de la máquina dobladora de tubos deben cumplir con las reglas prescritas en la siguiente tabla.
| Nombre del parámetro | Diámetro exterior máximo del tubo/mm | Espesor máximo de pared de tubería/mm |
| Valor del parámetro | 10 | 1.2 |
| dieciséis | 1.2 | |
| 25 | 3 | |
| 38 | 4 | |
| 42 | 4 | |
| 60 | 5 | |
| 63 | 5 | |
| 76 | 5 | |
| 89 | 6 | |
| 114 | 8 | |
| 159 | 12 | |
| 168 | 12 | |
| 219 | dieciséis | |
| 273 | 20 |
Cuando el diámetro exterior es mayor o igual a 114 mm, es de 0,4 a 1 veces el radio máximo del tubo curvado.
4.4 Parámetros de la máquina dobladora de tubos para taller de piezas estructurales:
| Modelo de máquina dobladora de tubos | Diámetro externo del tubo (mm) | Espesor de pared de tubería (mm) | Radio de curvatura (mm) |
| DWFB63 | 19 a 63 | ≤5 | 50 a 250 |
| DWFB114 | 48 a 114 | ≤8 | 100 a 750 |
5. Matrices para doblar tubos existentes en el taller de componentes estructurales.
| tipo de material | Especificación del material mm | Espesor de pared mm | Radio de curvatura (predeterminado como mediana) mm | Equipo a juego |
| tubo cuadrado | φ16 | dos | 58 | DWFB63 |
| φ25 | dos | 50 | DWFB63 | |
| φ25 | dos | 150 | DWFB63 | |
| φ33 | 3 | 101,5 | DWFB63 | |
| Φ35 | 4 | 60 | DWFB63 | |
| Φ42 | 3 | 100 | DWFB63 | |
| Φ48 | 3.5 | 130 | DWFB63 | |
| Φ50 | 6 | 100 | DWFB114 | |
| Φ60 | 5 | 150 | DWFB63 | |
| Φ60 | 5 | 200 | DWFB63 | |
| Φ60.5 | dos | 150 | DWFB114 | |
| tubo redondo | tubo cuadrado 30×30 | dos | 220 | DWFB114 |
| Tubo cuadrado 40×80-8 | 2.5 | 100 | DWFB114 | |
| Tubo cuadrado 40×80-8 | 3 | 180 | DWFB114 | |
| Tubo cuadrado 40×80-8 | dos | Diámetro exterior: 220 | DWFB114 | |
| tubo cuadrado 50×50 | 2.5 | Diámetro interior: 170 | DWFB114 | |
| Tubo cuadrado 50×70-7 | 2.5 | 120 | DWFB114 | |
| Tubo cuadrado 50×70-7 | 3 | 120 | DWFB114 | |
| Tubo cuadrado 60×80-6 | 4.5 | 150 | DWFB114 | |
| Tubo cuadrado 60×80-8 | 4.5 | 150 | DWFB114 |
6. Instalación y ajuste del molde
6.1 Instalación del molde principal
6.1.1 Coloque el molde de la rueda plegable con la ranura para llave hacia abajo en la llave correspondiente del asiento fijo. Después de colocarlo horizontalmente, ajuste el molde de la rueda hacia la izquierda y hacia la derecha para que el orificio del tornillo del molde de la rueda coincida con el orificio del tornillo del asiento fijo.
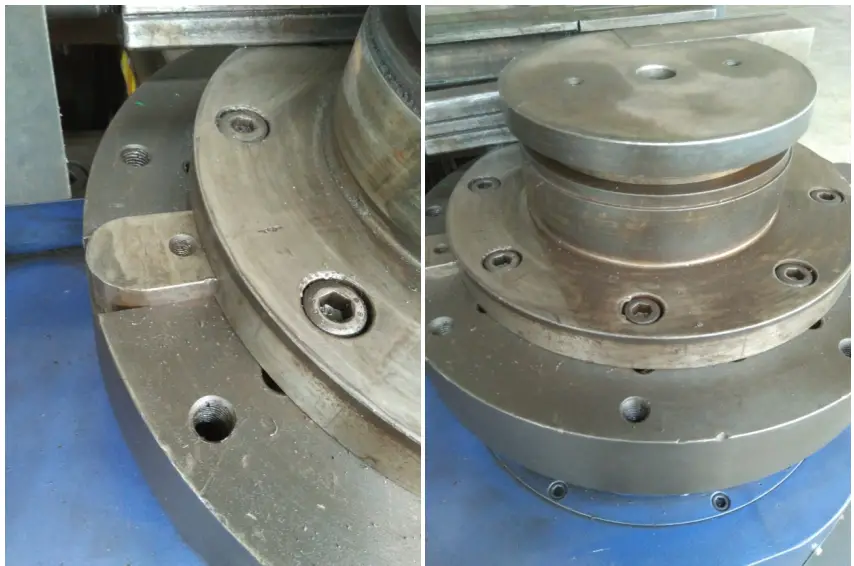
6.1.2 Apretar la tuerca fija, no debe quedar juego.
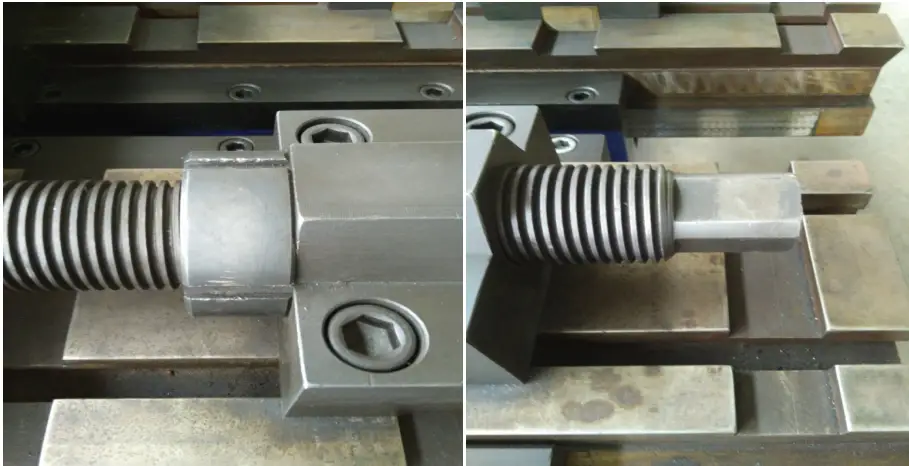
6.2 Instalación y ajuste de moldes de prensado
6.2.1 Fije el troquel de prensado al deslizador con tornillos, gire el tornillo de ajuste, mueva el troquel de sujeción hacia arriba y hacia abajo, alinee el centro del troquel de prensado con el centro de la ranura del troquel de flexión para asegurar un ajuste perfecto entre los dos mientras alimentación del molde desde la prensa, sin interferencias.

6.2.2 Afloje la tuerca de fijación del deslizador del molde de presión y luego use una llave para aflojar el tornillo de ajuste del deslizador.
6.2.3 Coloque un material del molde de prueba de aproximadamente 300 mm de largo en la ranura de flexión del molde de la rueda. Controle el molde de presión para sujetar el tubo hacia adelante y no debe aflojarse. Apriete el tornillo de ajuste del control deslizante del molde de presión con una llave. Controle que el molde de presión se retraiga y luego vuelva a apretar el tornillo de ajuste del control deslizante del molde de presión media vuelta con una llave. Finalmente, apriete la tuerca de fijación del deslizador del molde de presión.
6.3 Instalación y Ajuste de la Plantilla de Fijación
6.3.1 Conecte y fije el molde de sujeción y el control deslizante con tornillos. Gire el tornillo de ajuste, mueva el molde de sujeción hacia arriba y hacia abajo para que tenga la misma altura que el molde de sujeción principal.

6.3.2 Afloje la tuerca de fijación del deslizador de la matriz de sujeción y utilice una llave para aflojar el tornillo de ajuste del deslizador.
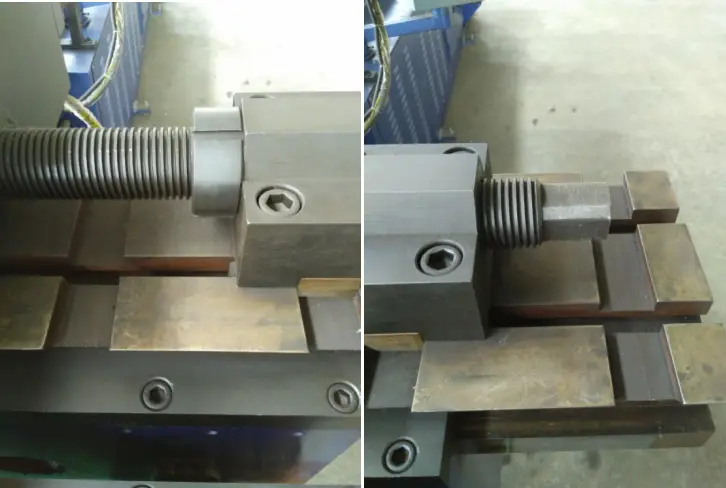
6.3.3 Coloque un segmento del molde de prueba de aproximadamente 300 mm de largo en la ranura del tubo del molde de la rueda y apriete el tornillo de ajuste del deslizador de la abrazadera del molde con una llave para asegurar el tubo. No debe haber aflojamiento. Retire el tubo del molde de prueba, use la llave para apretar aún más el tornillo de ajuste del control deslizante de la abrazadera del molde 1/3 de vuelta y apriete la tuerca de fijación del control deslizante de la abrazadera del molde.
6.4 Instalación y ajuste de la varilla central
6.4.1 Conecte el orificio roscado de la varilla central con el tornillo de la barra de tiro de la varilla central. Después de apretar, ajuste el asiento trasero de la barra de tracción de la varilla central de modo que la posición tangente de la superficie del arco en la varilla central en dirección horizontal no cruce la línea central de la matriz de doblado.

7. Cálculo y Corte de Tubos Doblados
7.1 Cálculo para tubos doblados a 90°
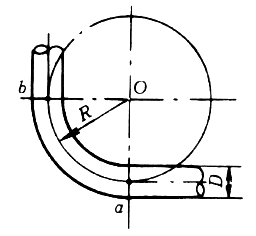
Para tubos doblados estirados en frío, considere R=(4~6)D. Como se muestra en la Figura 1-3, después de doblar el tubo, las longitudes del arco exterior y del arco interior del segmento doblado no son la longitud real del tubo recto original, sino solo la longitud de la línea central del tubo doblado. . permanece sin cambios antes y después de doblarse.
Su longitud desplegada es igual a la longitud de la sección recta original del tubo. Ahora supongamos que los puntos inicial y final de la sección plegada son a y b, respectivamente. Cuando el ángulo de curvatura es de 90°, la longitud de la sección curvada del tubo es exactamente 1/4 de la circunferencia del círculo dibujado con r como radio. La longitud de su arco está representada por el radio de curvatura, que es:
Longitud del arco ab=2πR/4=1.57R
De la fórmula (1-3), se puede saber que la longitud desplegada de la curvatura de 90° es 1,57 veces el radio de curvatura.
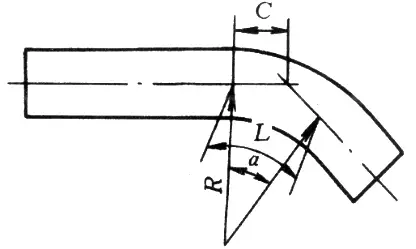
7.2 Cálculo del tubo de flexión arbitraria
Un tubo de curvatura arbitraria se refiere a un tubo con un ángulo y radio de curvatura arbitrarios. La longitud desplegada de la parte plegada de este tubo se puede calcular mediante la siguiente fórmula:
L=παR/180=0,01745αR
En la fórmula, L es la longitud desplegada de la parte plegada (mm); α— es el ángulo de flexión (°); π—es Pi; R es el radio de curvatura (mm).
Además, el cálculo de la longitud desplegada de cualquier segmento de tubería flexible también se puede realizar según la Figura 1-6 y la Tabla 1-1.
El siguiente ejemplo ilustra cómo utilizar la Tabla 1-1.
Tabla 1-1 Cálculo de flexión arbitraria de tuberías.
| Ángulo de flexión | Longitud de media flexión C | Longitud de curvatura L |
| 1 | 0.0087 | 0.0175 |
| dos | 0.0175 | 0.0349 |
| 3 | 0.0261 | 0.0524 |
| 4 | 0.0349 | 0.0698 |
| 5 | 0.0436 | 0.0873 |
| 6 | 0.0524 | 0.1047 |
| 7 | 0.0611 | 0.1222 |
| 8 | 0.0699 | 0.1396 |
| 9 | O.0787 | 0.1571 |
| 10 | O.0875 | 0.1745 |
| 11 | 0.0962 | 0.1920 |
| 12 | 0.1051 | 0.2094 |
| 13 | 0.1139 | 0.2269 |
| 14 | 0.1228 | 0.2443 |
| 15 | 0.1316 | 0.2618 |
| dieciséis | 0.1405 | 0.2793 |
| 17 | 0.1494 | O.2967 |
| 18 | 0.1584 | 0.3142 |
| 19 | 0.1673 | 0.3316 |
| 20 | 0.1763 | 0.3491 |
| 21 | 0.1853 | O.3665 |
| 22 | 0.1944 | 0.3840 |
| 23 | 0.2034 | 0.4014 |
| 24 | 0.2126 | 0.4189 |
| 25 | 0.2216 | 0.4363 |
| 26 | 0.2309 | 0.4538 |
| 27 | 0.2400 | 0.4712 |
| 28 | 0.2493 | 0.4887 |
| 29 | 0.2587 | 0.5061 |
| 30 | 0.2679 | 0.5236 |
| 31 | O.2773 | 0.5411 |
| 32 | 0.2867 | O.5585 |
| 33 | O.2962 | 0.5760 |
| 34 | O.3057 | 0.5934 |
| 35 | 0.3153 | 0.6109 |
| 36 | 0.3249 | O.6283 |
| 37 | O.3345 | 0.6458 |
| 38 | O.3443 | O.6632 |
| 39 | 0.3541 | O.6807 |
| 40 | 0.3640 | 0.6981 |
| 41 | 0.3738 | 0.7156 |
| 42 | 0.3839 | O.7330 |
| 43 | 0.3939 | 0.7505 |
| 44 | 0.4040 | 0.7679 |
| 45 | 0.4141 | O.7854 |
| 46 | O.4245 | 0.8029 |
| 47 | 0.4348 | O.8203 |
| 48 | 0.4452 | O.8378 |
| 49 | 0.4557 | 0.8552 |
| 50 | 0.4663 | O.8727 |
| 51 | 0.4769 | O.8901 |
| 52 | 0.4877 | 0.9076 |
| 53 | 0.4985 | O.9250 |
| 54 | O.5095 | 0.9425 |
| 55 | O.5205 | 0.9599 |
| 56 | 0.5317 | 0.9774 |
| 57 | O.5429 | 0.9948 |
| 58 | 0.5543 | 1.0123 |
| 59 | O.5657 | 1.0297 |
| 60 | 0.5774 | 1~0472 |
| 61 | 0.5890 | 1.0647 |
| 62 | 0.6009 | 1.0821 |
| 63 | 0.6128 | 1.0996 |
| 64 | O.6249 | 1.1170 |
| sesenta y cinco | 0.6370 | 1.1345 |
| 66 | 0.6494 | 1.1519 |
| 67 | 0.6618 | 1.1694 |
| 68 | 0.6745 | 1.1868 |
| 69 | O.6872 | 1.2043 |
| 70 | 0.7002 | 1.2217 |
| 71 | 0.7132 | 1.2392 |
| 72 | O.7265 | 1.2566 |
| 73 | O.7399 | 1.2741 |
| 74 | 0.7536 | 1.2915 |
| 75 | 0.7673 | 1.3090 |
| 76 | 0.7813 | 1.3265 |
| 77 | 0.7954 | 1.3439 |
| 78 | O.8098 | 1.3614 |
| 79 | O.8243 | 1.3788 |
| 80 | 0.8391 | 1.3963 |
| 81 | 0.8540 | 1.4173 |
| 82 | O.8693 | 1.4312 |
| 83 | O.8847 | 1.4486 |
| 84 | 0.9004 | 1.4661 |
| 85 | 0.9163 | 1.4835 |
| 86 | 0.9325 | 1.5010 |
| 87 | 0.9484 | 1.5184 |
| 88 | O.9657 | 1.5359 |
| 89 | 0.9827 | 1.5533 |
| 90 | 1.000 | 1.5708 |
Observación:
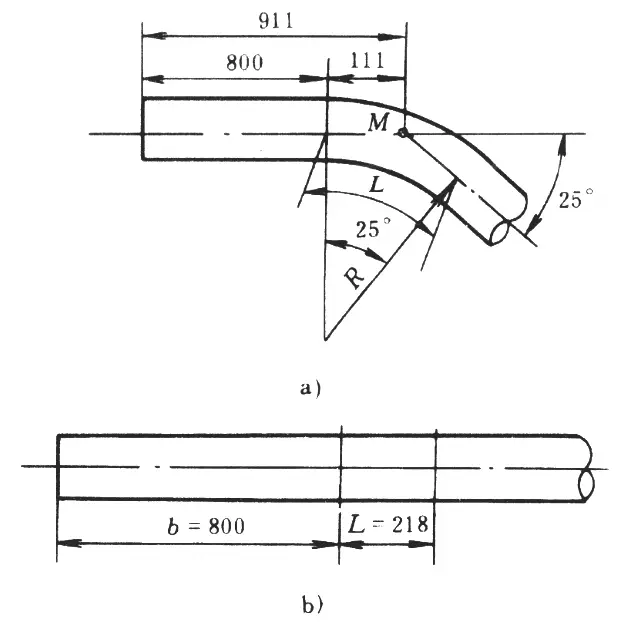
Cuando se utilizan los valores de C y L de la tabla, se deben multiplicar por el radio de curvatura R. Por ejemplo, dado que el ángulo de flexión del codo en la Figura 1-7 es de 25°, el radio de curvatura R = 500 mm, y la distancia desde la sección de tubería instalada hasta el punto de giro M es 911 mm, si toma una tubería recta para hacer el codo, ¿cómo debe marcar la línea?
Solución:
La longitud del tramo recto del tubo al final del tubo a procesar, b = 911-CR
De la Tabla 1-1, cuando el ángulo es de 25°, C=0,2216, L=0,4363; por lo tanto, CR es: 0,2216R=0,2216×500=111mm. Por lo tanto, b=911-111=800 mm
La longitud real desplegada de la parte plegada L=0,4363R=0,4363×500=218 mm
Con base en las longitudes calculadas de la sección recta de la tubería b y la longitud desplegada L de la pieza doblada, puede marcar la línea. Como se muestra en la Figura 1-7b.
A partir de los ejemplos anteriores, siempre que se definan el ángulo y el radio de curvatura, la Tabla 1-1 se puede utilizar para realizar cálculos convenientes de curvatura de tuberías de cualquier ángulo y radio.
8 . Preparativos antes de poner en marcha la máquina
8.1 La máquina dobladora de tubos debe ser operada por personal especialmente capacitado. Está prohibido el funcionamiento no autorizado por parte de terceros.
8.2 Los operadores deben usar equipo de protección antes de la operación e inspeccionar cuidadosamente la máquina y el entorno de trabajo. Revisar los alrededores del lugar de trabajo y retirar todos los objetos que puedan interferir con el trabajo y el tráfico.
8.3 Antes de la operación, primero verifique si falta aceite en cada punto de lubricación, si el mecanismo de movimiento está flojo y si el dispositivo de protección de seguridad es confiable. Después de la confirmación, se puede realizar la operación; No se deben utilizar objetos duros ni accesorios de tuberías para tocar la pantalla de control principal.
8.4 Después de arrancar la máquina, debe funcionar vacía 1 o 2 veces antes del funcionamiento normal. Si la máquina ha estado inactiva durante varios días, se debe encender durante diez minutos antes de su funcionamiento normal.
8.5 Varios materiales moldeados deben utilizar moldes correspondientes y no deben mezclarse ni abusarse. Sólo se puede doblar un material moldeado a la vez; No se permite doblar dos o más materiales superpuestos para evitar daños a equipos y moldes.
9 . Depuración de piezas nuevas y producción en masa.
9.1 Para la primera producción de piezas, preparar modelos como referencia. Después de instalar y depurar los moldes según sea necesario, y cortar los materiales de acuerdo con la longitud de corte teórica, marque los puntos de flexión, realice operaciones de flexión en el material y compare las piezas dobladas con la plantilla.
Si hay un error, ajuste la longitud de corte y los puntos de flexión hasta que no haya ningún error entre la parte doblada y la plantilla, luego podrá guardar el tamaño de corte y el programa de plantilla. La próxima vez que realice este tipo de pieza de trabajo, podrá acceder directamente a los datos guardados para doblar tubos.
9.2 Para piezas producidas en masa, prepare modelos como referencia. Acceda al programa de plantilla y tamaño de corte guardado, haga una pieza primero y luego compare la primera pieza con la plantilla para determinar si hay algún error.
Si hay un error, ajuste el tamaño de corte y el programa de plantilla hasta que no haya ningún error entre la parte doblada y la plantilla, luego podrá guardar los datos para la producción en masa.
10 . Defectos comunes de flexión de tuberías y medidas preventivas.
10.1 Aplanamiento severo en el lado exterior del arco

Durante el proceso de doblado de tubos tubulares, seleccione el mandril apropiado (si es necesario, se puede usar un mandril flexible ensamblado a partir de múltiples secciones), instálelo correctamente y asegúrese de que el eje de la ranura del tubo de todos los componentes esté en el mismo plano horizontal durante la instalación. El molde.
10.2 Rectificado en el exterior del arco
Para evitar un pulido excesivo, un método común y eficaz es utilizar una dobladora de tubos con un dispositivo de refuerzo lateral o un dispositivo de empuje hacia atrás.
Al aumentar o empujar se compensa parte de la resistencia durante el curvado de la tubería, mejorando la distribución de tensiones en la sección de la tubería, desplazando la capa neutra hacia afuera, logrando así el objetivo de reducir el adelgazamiento de la pared exterior de la tubería.
10.3 Grietas en la parte externa del arco
Primero, asegúrese de que el material de la tubería tenga buenas condiciones de tratamiento térmico, luego verifique si la presión del molde de sujeción es demasiado alta y ajústela a una presión adecuada.
Finalmente, asegúrese de que haya una buena lubricación entre el mandril y la pared del tubo para reducir la resistencia a la flexión y la fricción entre la pared del tubo interior y el mandril.
10.4 Arrugas en el interior del arco

Se deben tomar las medidas adecuadas según la ubicación de las arrugas. Si el punto de corte frontal está arrugado, la posición del mandril debe ajustarse hacia adelante para obtener un soporte razonable para el tubo durante el doblado.
Si el punto de corte posterior está arrugado, se debe instalar un bloque de prevención de arrugas para garantizar el posicionamiento correcto y ajustar la presión del troquel a un nivel apropiado.
Si todo el lado interior del arco está arrugado, indica que el diámetro del mandril utilizado es demasiado pequeño, lo que provoca un espacio demasiado grande entre el mandril y la pared del tubo, o que la presión del troquel es demasiado baja, lo que no puede hacer que el tubo Se ajusta firmemente al troquel de doblado y al bloque de prevención de arrugas durante el doblado.
Por lo tanto, se debe reemplazar el mandril y ajustar la matriz de sujeción para proporcionar una presión adecuada sobre la matriz.







