
El conformado por flexión se usa ampliamente para formar piezas de chapa metálica. Este método se caracteriza por una alta eficiencia, resultados de alta calidad y ahorro de tiempo y costos en el procesamiento de piezas.
Sin embargo, debido a la falta de comprensión del proceso de doblado, el personal de proceso a menudo recurre a métodos tradicionales como el conformado manual y el conformado hidráulico para obtener la forma final de las piezas.
Estas técnicas aumentan el costo del procesamiento de piezas mediante el uso de herramientas de conformado, pueden dar como resultado piezas inestables debido a una mayor participación humana y reducen la eficiencia del mecanizado.
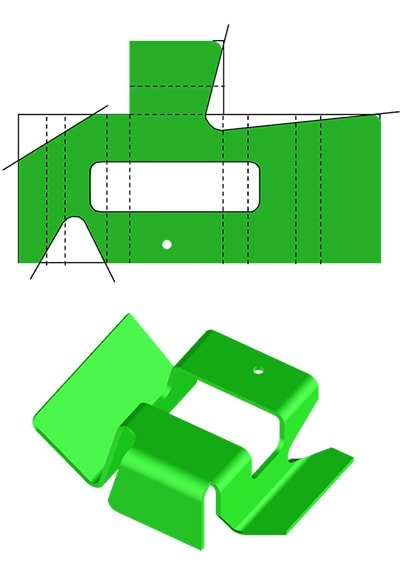
Fig.3 Simulación de doblado de punzones y combinación de matrices.
La figura 3 muestra el espesor del material de 1,6 mm para la pieza simulada, junto con el radio de curvatura R4 y una altura de curvatura de 8,9 mm.
Después de realizar el análisis, se descubrió que la ranura inferior del troquel se podía seleccionar como V12 o una opción más pequeña. Sin embargo, para esta pieza en concreto sólo se podría elegir la ranura V12. El razonamiento de esto se muestra en la figura, con la ranura V10 a la izquierda y la ranura V12 a la derecha.
Teniendo en cuenta la resiliencia de la pieza durante el doblado, el ángulo de entrada al controlador de la plegadora debe ser inferior a 90 grados.
Como se ve en la figura de simulación para la brida doblada 90 grados, si el punzón de la plegadora continúa moviéndose hacia abajo, la ranura V10 experimentará una extrusión significativa, mientras que la ranura V12 experimentará una extrusión mínima.
Por lo tanto, se recomienda seleccionar el troquel inferior con ranura V12 en lugar de V10 y opciones más pequeñas. Esto asegurará que ambos lados del radio de curvatura permanezcan libres de muescas y no requerirá ningún acabado, lo que dará como resultado una pieza calificada.
Análisis técnico de piezas típicas dobladas.
Al doblar piezas, es importante considerar tanto la altura del ala como el ancho del alma. Si el ancho del alma es demasiado estrecho y la altura del ala es demasiado alta, se puede producir interferencia entre el ala previamente formada y la herramienta de doblado durante el proceso de doblado, impidiendo que se doble más.
Esto puede provocar que se deseche todo el lote de material, lo que genera mayores costos de procesamiento si no se toman medidas correctivas.
En el siguiente análisis, examinaremos la flexión de piezas en forma de “U” y piezas en forma de “Z”.
Lectura relacionada: Calculadora de resistencia a la flexión en forma de V y U
(1) Análisis técnico de piezas en forma de “U”
El factor clave en la flexión de piezas en forma de “U” es la relación entre la altura (H) de las dos alas y el ancho (B) del alma. Si H es menor o igual que B, normalmente es posible doblar la pieza, aunque pueden producirse interferencias. Este tipo de interferencia se produce entre la brida de flexión de la pieza y el cuerpo de la máquina.
Para una máquina dobladora estándar, si la altura de doblado H es mayor o igual a 80 mm, la pieza de trabajo interferirá con la máquina durante el proceso de doblado.
Ante este tipo de problemas de interferencias, existen dos soluciones:
- Antes de doblar la pieza, cree un ángulo obtuso en el alma, opuesto a la dirección del ala. Esto permite que la pieza evite interferencias con la plegadora durante el doblado. Después de doblar las alas en ángulo recto en ambos lados, el ángulo obtuso del alma se puede aplanar con una herramienta para dobladillos. Sin embargo, este método puede provocar muescas en la posición de flexión.
- Para piezas con un ancho de plegado inferior a 200 mm, se puede seleccionar un punzón especial suspendido en el troquel superior (como se muestra en la Figura 4) para doblar la brida. La brida de la pieza está completamente protegida contra interferencias del troquel. Este método es adecuado para piezas con un ancho inferior a 200 mm debido a limitaciones en la estructura y resistencia del troquel superior.
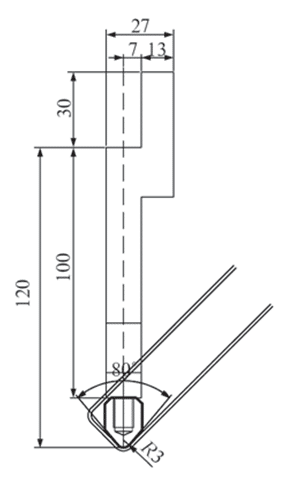
Fig.8 Estado de posprocesamiento
(2) Otra solución es agregar un auricular auxiliar de posicionamiento a las partes dobladas durante el corte. El auricular se encuentra en el nivel más alto de las piezas y se puede utilizar para posicionarlo durante el doblado y el conformado. Después de doblar, se retira el auricular para completar el doblado de las piezas. Esto mejora enormemente la eficiencia de la producción.
(5) Las piezas se rompieron en el punto de flexión.
Cuando algunas piezas se rompen en la posición plegada, hay dos factores principales que pueden provocarlo:
- Las propiedades materiales de las piezas;
- La dirección de la fibra del material expandido. Para evitar roturas, se puede cambiar la dirección de las fibras del material expandido para que queden perpendiculares a la línea de doblado, o se puede realizar un proceso de recocido sobre las piezas dobladas para hacerlas más flexibles.
Conclusión
La discusión y el análisis de diversas situaciones encontradas en la técnica de plegado ampliaron el alcance del proceso de conformado por plegado en la producción de piezas de chapa metálica. Esto ayuda a evitar errores en la selección de procesos que afectarían negativamente el ciclo general de desarrollo de piezas y mejoraría la eficiencia de la producción al mismo tiempo que estabilizaría la calidad de las piezas.
El diseño de herramientas de doblado más razonables desempeñará un papel crucial en la expansión de la aplicación de la técnica de conformado por doblado.







