
Z-flex
Definición: El proceso de plegado en el que un material se dobla en forma de zigzag se conoce como plegado en Z.
Gama de procesos de doblado estándar:
La altura del doblez en Z debe ser mayor que la suma de la apotema de la ranura en V y el espesor del material a doblar.
H > T + V/2
El tamaño mínimo de procesamiento está determinado por el modelo de máquina utilizado, mientras que el tamaño máximo de procesamiento está limitado por la forma de la mesa de la máquina.

Procedimientos de plegado en Z
1) Procese el codo en L utilizando el método de procesamiento para codos en L.
2) Coloque el borde del pliegue en L y procéselo en un pliegue en Z (o procéselo en un pliegue en Z colocando el otro lado del pliegue en L).
Principios de posicionamiento de piezas para doblado en Z
- Premisa de posicionamiento: posicionamiento cómodo y estable.
- Generalmente, el posicionamiento es el mismo que el de la curva L.
- El posicionamiento secundario requiere que la pieza de trabajo y el troquel inferior se coloquen planos durante el doblado.
Los asuntos necesitan atención para la flexión Z
1) El ángulo de flexión del giro en L debe ser preciso, generalmente entre 89,5 y 90 grados.
2) El tope trasero debe retirarse para evitar que la pieza de trabajo se deforme durante el procesamiento.
Métodos generales de procesamiento de flexión en Z.
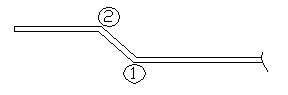
- La secuencia de procesamiento debe considerarse como se muestra en la siguiente figura, primero doblar 1 y luego doblar 2.
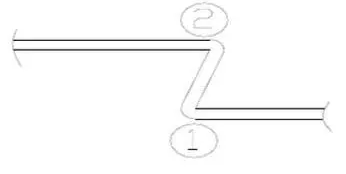
- Primero doble para formar un pliegue en L, luego procese para formar un pliegue en Z (si interfiere con la mesa de trabajo de la máquina, primero doble 1 para formar un ángulo grande, luego doble 2 y presione 1)
- Usando dos ángulos agudos para formar el pliegue en Z: primero pliegue en ángulo recto, luego inserte 2, luego inserte 1
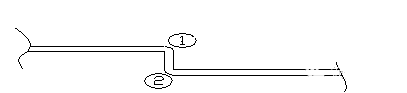
1) Si hay una colisión, primero doble 1 para formar un ángulo grande, luego doble 2 y presione 1.
2) Si no hay colisión, de acuerdo con el método general de procesamiento de plegado en Z, primero doble 1 y luego doble 2.
Para este tipo de procesamiento, considerando el posicionamiento y la interferencia, la curva 2 primero se dobla 90 grados, luego se inserta en la profundidad 1 y luego se complementa la profundidad 2.
Método de procesamiento especial de doblado en Z
- Definición: Plegados en Z que no se pueden completar en condiciones generales de procesamiento de plegado en Z y requieren métodos especiales para su procesamiento.
- Métodos de procesamiento especiales
1) Método de separación de línea central (excentricidad más baja del troquel): para procesamiento de muestras;
2) Conformado con una pequeña matriz en forma de V – para producción en masa (la premisa es agregar un coeficiente);
3) Procesamiento con matriz inferior rectificada – aplicable en todos los casos.
- Otros métodos de procesamiento
1) Procesamiento de troqueles compensados: aplicable para la producción en masa dentro del rango de procesamiento de troqueles con diferencia de paso.
2) Moldeo por matriz blanda: aplicable para producción en masa.
N veces
Definición: Procese continuamente la misma superficie de mecanizado dos veces para formar flexión N
Precauciones para el procesamiento de flexión en N
El ángulo del primer giro no debe exceder los 90°.
El tope posterior para la segunda curva se debe configurar según la superficie mecanizada.
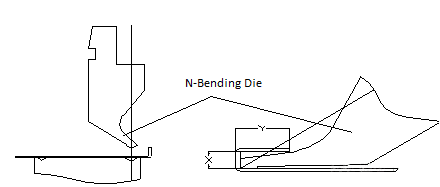
Método de procesamiento especial de flexión N
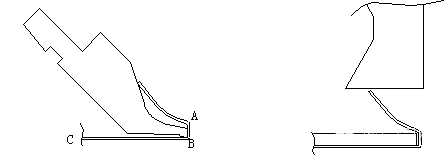
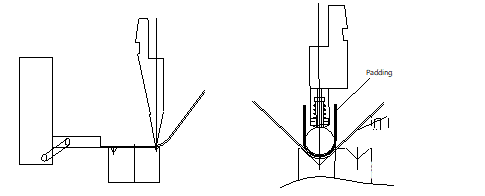
Si hay una ligera interferencia con el punzón superior después del doblado en N del tamaño Y, el material debe aplanarse usando un troquel de dobladillado después del proceso de doblado en N.
Si hay una interferencia significativa con el punzón superior después de doblar N de tamaño Y, primero se debe doblar el material hasta la posición de colisión después de la línea de presión de plegado A, luego colocarlo en el punto C y doblarlo en el punto B. Finalmente, se aplica un troquel de dobladillo y Se debe utilizar relleno para dar forma al material.
Procesamiento mediante punzón y matriz.

Procesamiento de arco
El procesamiento por arco se puede dividir en dos categorías: corte circular con plantilla de doblado y corte circular con cuchilla de arco.
Los cuchillos de arco vienen en dos variedades: fijos y ajustables.
Precauciones
R: Al mecanizar con un troquel bajo de 90°, puede haber un mecanizado insuficiente, en cuyo caso es necesario empujar manualmente el molde o, si es posible, utilizar un troquel bajo de 88°.
B: Utilice un dispositivo de medición para comprobar la precisión dimensional de la pieza de trabajo.
C: Al procesar un arco de 90°, el troquel inferior debe tener un radio de 2 (R + T).







