
1 . Radio de curvatura mínimo
El radio mínimo de curvatura se refiere al radio de la esquina interior de la curvatura, siempre y cuando las fibras exteriores de la lámina no se rompan durante el proceso de curvatura.
Sólo es necesario especificar el radio de curvatura mínimo bajo pedido especial, y debe aumentarse tanto como sea posible en condiciones normales.
La Tabla 1 enumera los radios de curvatura mínimos para varias series de espesores de materiales de chapa de uso común.
Tabla 1 Radio mínimo de curvatura
| Espesor (mm) | 1 | dos | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
|---|---|---|---|---|---|---|---|---|---|
| Materiales | |||||||||
| Q195 | dos | dos | × | × | × | × | × | × | × |
| Q235 | × | × | 5 | 5 | 5 | 10 | 10 | 10 | 15 |
| Q345 | × | × | 5 | 5 | 10 | 10 | 10 | 15 | 15 |
| Hoja de aleación de aluminio de uso común | dos | dos | dos | 5 | 5 | 5 | × | × | × |
dos . Altura mínima de plegado
2.1 Para garantizar la calidad de la pieza plegada, el borde recto de las piezas plegadas no debe ser inferior a la altura mínima de plegado.
Al doblar para formar un ángulo recto, como se muestra en la Figura 1, la altura mínima de flexión se determina mediante la fórmula (1).
h min = r+2t·····················(1)

Figura 1
2.2 Requisitos especiales de altura de flexión:
Si el proyecto necesita duplicar la altura de plegado h ≤ r + 2t, lo primero que debe hacer es aumentar la altura de plegado, luego doblarlo y procesarlo al tamaño requerido.
Después de procesar ranuras de arco poco profundas en la zona de deformación por flexión, doble nuevamente como se muestra en la Figura 2.

Figura 2
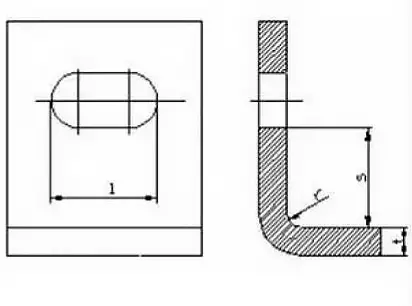
2.3 Altura de la regla lateral plegada con esquinas achaflanadas.
Al doblar una parte doblada con bordes laterales biselados, como se muestra en la Figura 3.
La altura mínima de los bordes laterales es como en la ecuación (2).
h mín = (2~4) t > 3mm···············(2)
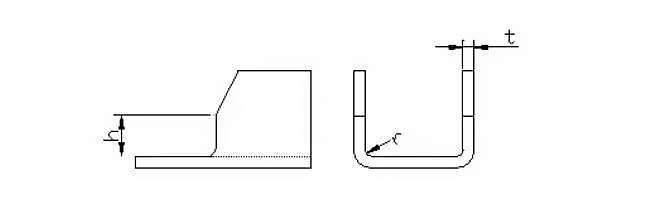
figura 3
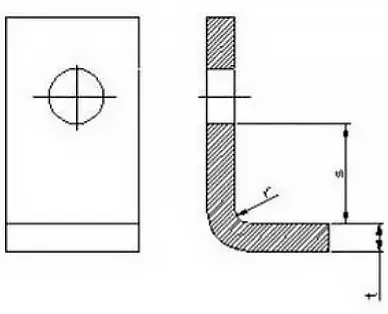
3 . Márgenes mínimos del agujero
Cuando se requiere doblar después del punzonado, el orificio debe colocarse fuera del área de deformación de doblado para evitar que se deforme durante el proceso de doblado.
La distancia desde el borde del agujero hasta la superficie interior del borde doblado se muestra en la Tabla 2.
Tabla 2: Márgenes mínimos de los agujeros
 |
 |
||
|---|---|---|---|
| t (mm) | (mm) | ||
| t (mm) | (mm) | ≤25 | s≥2t+2 |
| ≤2 | Mierda | >25-50 | s≥2,5t+2 |
| >2 | s≥1,5t+r | >50 | s≥3t+r |
4 . Posición de la línea de curvatura
4.1 Al doblar parcialmente una sección, la línea de doblez no debe estar en un lugar de brusquedad dimensional para evitar grietas por flexión causadas por concentraciones de tensión en las esquinas afiladas del cambio dimensional.
La distancia de mutación S debe ser mayor que el radio de curvatura r, consulte la Figura 4a.
O taladre agujeros o ranuras para separar la zona de deformación de la zona de no deformación, consulte la Figura 4b, 4c.
Tenga en cuenta los requisitos de tamaño de la figura: S ≥ R; ancho de ranura k ≥ t; profundidad de ranura L ≥ t + R + k / 2.
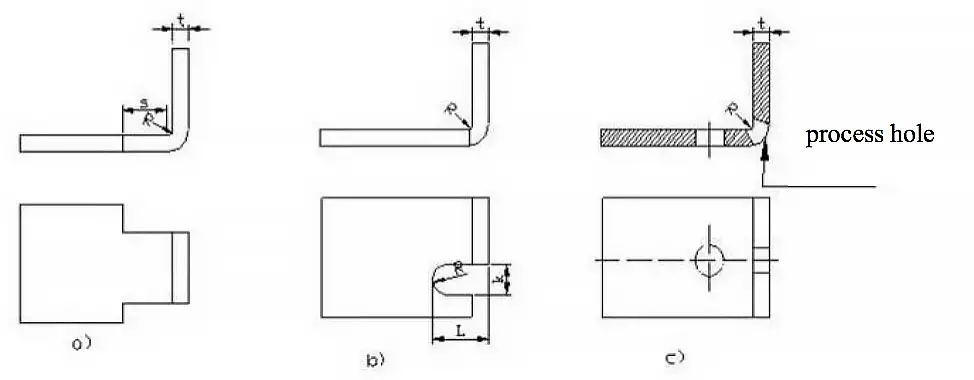
Figura 4
4.2 Cuando el orificio está ubicado en la zona de deformación por flexión, las medidas del proceso que se deben tomar antes de la flexión se muestran en la Figura 5.
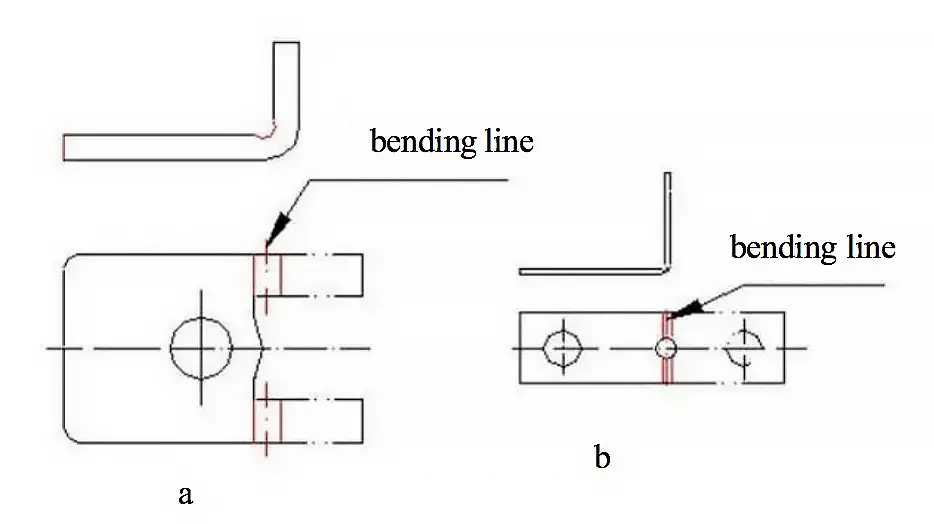
Figura 5
5 . Las piezas dobladas deben diseñarse para definir los orificios de posicionamiento del proceso.
Para garantizar un posicionamiento preciso de la lámina en el troquel y evitar movimientos durante el doblado que provoquen desperdicio de producto, las piezas dobladas deben diseñarse con orificios de posicionamiento del proceso, como se ilustra en la Figura 6.
Especialmente para piezas formadas a través de múltiples dobleces, los orificios del proceso deben usarse como puntos de referencia para el posicionamiento para reducir los errores acumulativos y garantizar la calidad del producto.
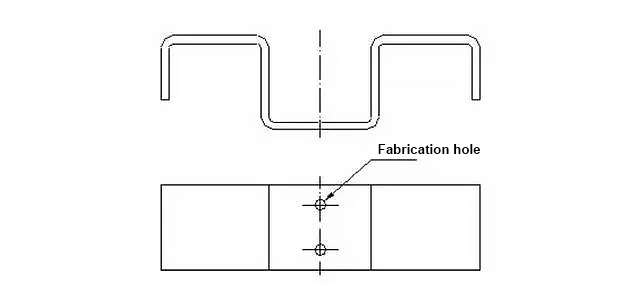
Figura 6







