
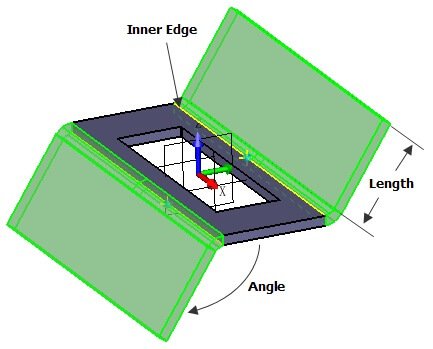
1. Curva en L
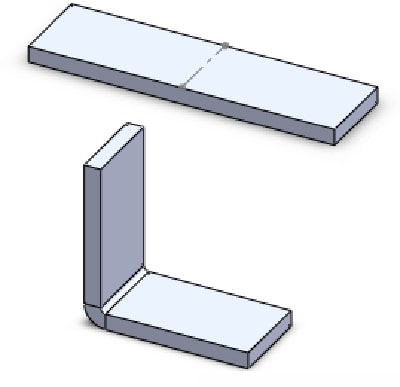
Según el ángulo, se puede dividir en dos categorías: giros de 90 grados y giros que no son de 90 grados.
Según el método de procesamiento, se puede dividir en dos categorías: procesamiento general (L > V/2) y procesamiento especial (L < V/2).
- La selección del molde debe basarse en el material, el espesor de la placa y el ángulo de formación.
- Principio inclinado:
(1) Basado en el principio de dos topes y posicionamiento según la forma de la pieza de trabajo.
(2) Cuando se utiliza un tope trasero, es importante considerar la deflexión y asegurarse de que esté alineada con la línea central del tamaño de curvatura de la pieza de trabajo.
(3) Para curvas pequeñas, es más eficiente procesarlas en posicionamiento inverso.
(4) Se recomienda colocar el tope trasero debajo del medio para evitar que se levante al inclinarlo.
(5) Es mejor ubicarse cerca del tope trasero.
(6) Se recomienda apoyarse con el lado más largo de la pieza de trabajo.
(7) Se pueden utilizar plantillas para ayudar con el posicionamiento irregular y la inclinación de la hipotenusa.
- Precauciones:
Al procesar, preste atención al método de posicionamiento y al movimiento del mecanismo anti-retroceso en varios métodos de posicionamiento.
Al instalar el molde se debe plegar y retraer el mecanismo antirretorno para evitar la deformación de la pieza durante el doblado.
Al doblar piezas grandes internamente, puede resultar complicado colocar la pieza o evitar daños debido a la forma más grande y el área de plegado más pequeña. Para evitar esto, se puede añadir un punto de posicionamiento en dirección longitudinal durante el procesamiento. Este método de procesamiento bidireccional facilita el posicionamiento, mejora la seguridad, evita daños a la pieza y aumenta la eficiencia de la producción.
2. curva N
N curvas deben utilizar diferentes métodos de procesamiento según la forma. Al doblar, las dimensiones internas deben ser superiores a 4 mm y el tamaño de la dimensión X está limitado por la forma del molde. Si el tamaño del material es inferior a 4 mm, se deben utilizar métodos de procesamiento especiales.
- Elija el molde según el grosor, tamaño, material y ángulo de flexión del material.
- Principio inclinado:
(1) Asegúrese de que la pieza de trabajo no interfiera con las herramientas.
(2) Asegúrese de que el ángulo de inclinación sea ligeramente inferior a 90 grados.
(3) Lo mejor es utilizar dos mecanismos de respaldo para apoyarse, salvo casos especiales.
- Precauciones:
(1) Después del doblado en L, el ángulo debe ser de 90 grados o un poco menos de 90 grados para facilitar el procesamiento y el posicionamiento.
(2) Durante el procesamiento del segundo doblez, la pieza de trabajo debe colocarse en el centro de la superficie de procesamiento.
3. Curva Z
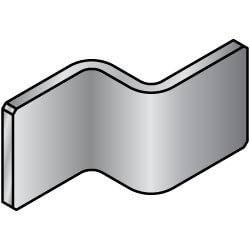
El plegado en Z, también conocido como plegado desplazado, se refiere al plegado en la dirección opuesta. El ángulo se divide según la diferencia entre la hipotenusa y la regla. El tamaño mínimo del proceso de doblado está limitado por el molde y el tamaño máximo está determinado por la forma de la máquina procesadora. En general, cuando el tamaño interno del plegado en Z es inferior a 3,5 veces el espesor (T), se utiliza una matriz desplazada. Cuando es superior a 3,5 T, se aplica el método de procesamiento normal.
- Principio inclinado:
(1) Posición inclinada conveniente y buena estabilidad.
(2) La posición inclinada es generalmente la misma que la curva en L.
(3) Durante la segunda inclinación, la pieza de trabajo debe estar nivelada con el troquel inferior.
- Precauciones:
(1) El ángulo de procesamiento de curvatura en L debe estar en su lugar y el requisito general es de 89,5 a 90 grados.
(2) Preste atención a la deformación de la pieza al retraerse.
(3) El orden de procesamiento debe ser correcto.
(4) Para procesamiento especial, se pueden utilizar los siguientes métodos:
- Método de separación de línea central (mecanizado excéntrico)
- Mecanizado en V pequeña (se requiere un mayor factor de flexión)
- Fácil moldeado
- Moler el molde inferior.
4. Flexión aguda y dobladillo.
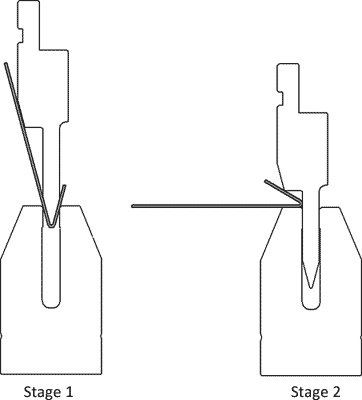
Los pasos de procesamiento para pliegues y dobladillos pronunciados son:
- Primero, doble el material a una profundidad de aproximadamente 35 grados.
- Luego use un troquel de dobladillo para aplanarlo a una posición plana y cerrada.
- Selección de molde:
Basado en 5 a 6 veces el espesor del material, seleccione el ancho de la ranura en V del troquel inferior con una profundidad de 30 grados. Elija el troquel superior según las condiciones específicas del borde de aplanamiento.
- Precauciones:
El lado plano debe prestar atención al paralelismo de ambos lados. Para bordes aplanados más largos, se recomienda doblar primero y luego aplanar. Para bordes de aplanamiento más cortos, se puede utilizar el procesamiento de relleno.
5. Presione Hardware
El uso de una plegadora para prensar herrajes remachados generalmente requiere el uso de moldes cóncavos, accesorios y otras herramientas auxiliares de procesamiento de moldes. Los elementos de hardware comunes incluyen tuercas engarzadas, pasadores, tornillos y otros.
Precauciones:
Cuando es necesario proteger la forma de la pieza de trabajo, se debe realizar un procesamiento preventivo.
Después del procesamiento, inspeccione el torque, verifique si el empuje cumple con el estándar y asegúrese de que el hardware y la pieza de trabajo estén planos y cerrados.
Al presionar el hardware cerca de la máquina después de doblarlo y remachar, preste atención para evitar el procesamiento y mantener el paralelismo entre el molde y la pieza.
Si se produce abultamiento, asegúrese de que no haya grietas en el borde que sobresale y que el borde que sobresale no esté más alto que la superficie de la pieza de trabajo.
6. Especial yo viejo entrenamiento

El procesamiento de moldeo especial general incluye:
Pequeños desplazamientos, ganchos, puentes, bolsas, calabazas y algunas formas irregulares.
Los moldes especiales generalmente se posicionan mediante dedos de tope posterior o autoposicionamiento.
El aspecto más importante del procesamiento con moldes especiales es asegurar que sus funciones y requisitos de montaje no se vean afectados y que su apariencia sea normal.







