
1. Prefacio
La galvanoplastia es un proceso de obtención de una capa relativamente delgada de otros metales y aleaciones en la superficie de algunos metales según el principio de electrólisis.
Es un método para unir una película metálica a la superficie del metal y otras piezas de material mediante electrólisis.
Como tecnología tradicional de modificación de superficies, el cromado juega un papel importante en la industria de la galvanoplastia.
La capa de cromo puede proteger eficazmente la superficie del eje del pasador y evitar el desgaste excesivo y la corrosión del eje del pasador de la cadena durante el uso real.
Esto se debe a que el cromo en sí tiene una excelente resistencia al desgaste y a la corrosión y una fuerte capacidad de pasivación.
Por lo tanto, el proceso de cromado se utiliza ampliamente en el refuerzo de la superficie del eje del pasador de la cadena.
2. Proceso de procesamiento del eje del pasador cromado
En comparación con los pasadores tratados térmicamente ordinariamente, el cromado y el rectificado sin centros después del cromado se agregan al flujo de procesamiento de los pasadores de cromo.
Entre ellos, se debe prestar atención a la influencia del material del pasador y la calidad de la superficie del pasador en la calidad del recubrimiento, y el tratamiento de eliminación de hidrógeno debe realizarse a tiempo después del recubrimiento.
2.1 Efecto del metal base sobre la capa de cromado
La buena combinación de capa de cromo y eje del pasador está estrechamente relacionada con las propiedades químicas del eje del pasador.
Algunos metales tienen propiedades de pasivación y se forma fácilmente una densa película de óxido en su superficie.
Si no está activado, es difícil que se forme una capa sólida de cromo en la superficie del eje del pasador.
Además, para algunos pines tratados mediante nitruración, una vez que se forma una capa de compuesto blanco en la superficie, la adhesión de los átomos de cromo en la superficie se reduce significativamente y también es necesario un tratamiento de activación durante el cromado.
2.2 Influencia de la calidad de la superficie del eje del pasador en la capa de cromado
En primer lugar, la superficie del eje del pasador debe estar libre de poros y grietas.
Esto se debe a que cuando hay grietas y poros en la superficie del eje del pasador, cuando el eje del pasador está recubierto, el electrolito penetrará en el espacio del eje del pasador.
Después de un período de tiempo, el electrolito infiltrado interactuará con el eje del pasador para generar hidrógeno.
Si la presión de este último es mayor que la fuerza de unión del revestimiento y el eje del pasador, el revestimiento burbujeará y formará agujeros, como se muestra en la Fig.

a) Burbujas en el revestimiento
b) Ojo de aguja plateado
Fig. 1 defectos de cromado (200 ×)
En segundo lugar, la rugosidad de la superficie del eje del pasador tiene una gran influencia en la calidad de la superficie de la capa de cromo, por lo que el eje del pasador suele pulirse o pulirse.
La rugosidad de la superficie se refiere al microespaciado y la irregularidad de la cresta y el valle de las ondas en la superficie de las piezas, lo que se ve muy afectado por el método de procesamiento.
Sin embargo, al determinar la rugosidad de la superficie del eje del pasador, el diseñador del eje del pasador a menudo ignora la influencia de la rugosidad de la superficie del eje del pasador sobre el efecto del recubrimiento.
Bajo el mismo requisito de espesor del cromado, cuanto mayor sea el valor de rugosidad de la superficie del eje del pasador antes del revestimiento, más gruesa será la superficie del revestimiento después del revestimiento, mayor será la porosidad, más incompleto será el revestimiento y menor será la adherencia entre el revestimiento y el pasador. superficie del eje, más fácil será la corrosión y el impacto en la vida útil.
Cuando el valor de rugosidad de la superficie del eje del pasador es demasiado grande durante el galvanoplastia, la densidad de corriente real de la superficie rugosa es menor que la densidad de corriente aparente, lo que hará que el potencial de la parte rugosa no alcance el potencial de precipitación de metal, y entonces no habrá ningún revestimiento en su posición.
A medida que disminuye la rugosidad de la superficie del eje del pasador, aumenta la dureza de la superficie del eje del pasador.
Esto se debe a que cuanto menor sea la rugosidad de la superficie del eje del pasador, más denso será el recubrimiento y mayor será la dureza.
Además, las grietas de diferentes grados alrededor de la muesca de dureza también pueden indicar la compactación del recubrimiento, lo que refleja que el factor principal que afecta la dureza del recubrimiento es el hidrógeno en el producto electrolítico.
El fenómeno de sobrepotencial del hidrógeno es diferente entre superficies lisas y rugosas, y el sobrepotencial en superficies rugosas es pequeño.
Por lo tanto, es más fácil que el hidrógeno en la superficie rugosa del pasador complete la acción de precipitación, y también es menos probable que los iones metálicos contenidos en ella se electrodepositen.
Para garantizar la vida útil y la calidad del eje del pasador cromado, la rugosidad de la superficie del eje del pasador antes del revestimiento debe controlarse dentro de un rango razonable.
Sin embargo, aumentar apropiadamente el valor de rugosidad superficial del eje del pasador también puede mejorar la fuerza de unión entre la capa de recubrimiento y el eje del pasador.
Por lo tanto, la rugosidad de la superficie del eje del pasador debe ser generalmente inferior a 0,6 μm.
2.3. Tratamiento de eliminación de hidrógeno
Debido a que el tratamiento de decapado y activación debe llevarse a cabo en el proceso de galvanoplastia, el desprendimiento y la permeación de hidrógeno son inevitables en todo el proceso de galvanoplastia, y el hidrógeno puede penetrar el metal del revestimiento y del pasador.
La evolución del hidrógeno no sólo reducirá el rendimiento del recubrimiento, producirá agujeros, marcas, burbujas y otros defectos, sino que también reducirá la dureza del eje del pasador de la base, lo que puede provocar la fractura de las piezas de la cadena en el estado de conexión mucho menos que su voltaje de falla normal después del montaje.
Por lo tanto, el eje del pasador cromado debe someterse a un tratamiento de eliminación de hidrógeno para reducir la tensión interna.
Cuando se almacena el eje del pasador de cromo, se necesita un método de inspección rápido y eficaz para realizar una inspección de fragilidad por hidrógeno en el producto para reducir el riesgo y la pérdida de calidad.
A través de la prueba de comparación, se sugiere adoptar el método de la burbuja.
El método de la burbuja es sencillo de operar, corto en tiempo y de bajo costo.
Aunque los resultados de las pruebas no constituyen un requisito técnico unificado, pueden usarse como referencia para reducir el riesgo de fragilización por hidrógeno.
Se sugiere que este método se complemente y mejore continuamente para formar los estándares de control interno de la empresa e incluso las especificaciones de la industria.
El método de la burbuja se refiere a calentar el eje del pasador limpio y seco bajo prueba en parafina (o aceite de silicona o vaselina a una temperatura de aproximadamente 180 °C) durante 3 a 5 minutos, observando la generación y el escape de burbujas en la superficie del pasador. eje, y juzgar el contenido de hidrógeno del eje del pasador bajo prueba. Ver Tabla 1.
Tabla 1 generación y escape de burbujas de aire en la superficie del eje del pasador y su determinación
| Generación y escape de burbujas de aire en la superficie del eje del pasador. | Para determinar |
| Hay burbujas densas y continuas que se escapan de la superficie del eje del pasador probado, y la duración es larga (todavía se escapan burbujas después de calentar durante 3 minutos). | Si el contenido de hidrógeno del eje del pasador probado es alto, el eje del pasador del lote se considerará sospechoso o no calificado. |
| Después de 3 minutos, no se ven burbujas en la superficie del eje del pasador. | Si el eje del pasador medido no contiene hidrógeno o el contenido de hidrógeno es extremadamente bajo, el eje del pasador discontinuo se considerará aceptable. |
| Coloque el eje del pasador probado en la solución calentada a la temperatura especificada y manténgalo durante 3 minutos. Hay algunas burbujas, pero no escapa ninguna después de 3 minutos. | Se acepta el criterio del eje del pasador. |
| Si el eje del pasador bajo prueba no se limpia, se formarán burbujas individuales en el eje del pasador bajo prueba en la etapa de calentamiento inicial, o burbujas que se adhieren a la superficie del eje del pasador bajo prueba durante mucho tiempo sin elevarse. | Burbuja no válida; el eje del pasador se considera aceptable. |
Al observar y evaluar la generación y el escape de burbujas en la superficie del eje del pasador con el método de la burbuja, se deben tener en cuenta los siguientes aspectos.
1) El eje del pasador probado se debe limpiar, lavar y secar con alcohol y otros agentes de limpieza para confirmar que la superficie del eje del pasador esté libre de contaminantes y seca.
2) Cuando la transmitancia de luz de la solución cae a menos del 75% de la solución original debido a las impurezas traídas a la solución debido al largo tiempo de servicio de la solución o al eje del pasador no se limpia, la observación se verá afectada.
Por lo tanto, la solución debe reemplazarse periódicamente.
3) Este método solo puede evaluar si el eje del pasador contiene hidrógeno, pero no puede evaluar el contenido de hidrógeno por unidad de volumen.
El fenómeno de una gran cantidad de burbujas durante la prueba no significa que se producirá una fractura por fragilidad por hidrógeno al 100%, pero puede quedar claro que el riesgo de fractura por fragilidad por hidrógeno en este estado aumenta considerablemente.
Los ejes de pasadores que se consideren sospechosos o no calificados deben tratarse con precaución.
3. Detección del eje del pasador cromado
3.1. Grosor de la capa de cromo
El espesor del recubrimiento es un índice de rendimiento importante del eje del pasador, que generalmente afecta la resistencia a la corrosión y al desgaste del eje del pasador.
Actualmente, existen muchos métodos para detectar el espesor del recubrimiento.
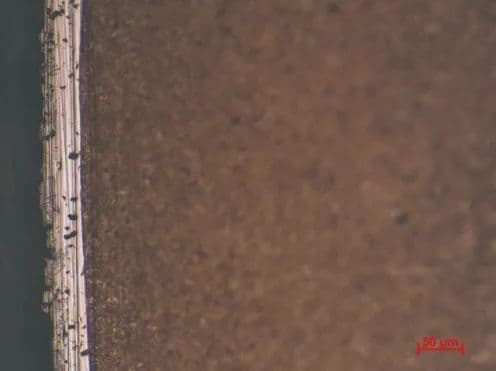
Debido a la alta precisión del método metalográfico, de acuerdo con los requisitos del método microscópico GB/T 6462-2005 para medir el espesor de recubrimientos de metal y óxido, se probó el espesor del recubrimiento de varios tipos de pasadores de cromo y la uniformidad del El espesor del recubrimiento se consideró insatisfactorio (ver Fig. 2).
La Figura 2 muestra el espesor del recubrimiento de un determinado tipo de eje de pasador de cadena, y la diferencia entre las partes más gruesas y más delgadas es de 0,06 mm.
Se puede ver que la uniformidad del espesor del recubrimiento afecta seriamente la circularidad del eje del pasador.
Zhan Ruiqiu et al. demostró que la tensión de la superficie interna de la capa de cromo era una tensión de tracción.
Con el aumento del espesor de la capa de cromo, la tensión superficial interna de la capa de cromo primero aumentó, luego disminuyó, luego aumentó y luego disminuyó.
Con el aumento del espesor de la capa de cromado, la dureza de la capa de cromado aumenta ligeramente al principio, luego rápidamente y luego lentamente.

a) La parte más gruesa de la capa de cromo.

b) La parte más fina de la capa de cromo.
Fig. 2 Espesor del revestimiento en diferentes posiciones del eje del pasador de cromo (200 ×)
3.2 Dureza de la capa de cromo
Para medir la dureza de la capa de cromo, a menudo se utiliza un microprobador de dureza Vickers. De acuerdo con el espesor del recubrimiento, se puede seleccionar una pequeña carga de presión de 5-200 g (0,049-1,96 N) para hacer que la profundidad de la indentación alcance 1/10-1/7 del espesor del recubrimiento, para garantizar la precisión del recubrimiento. Medición de dureza.
Cuando el espesor de la capa de cromo es superior a 100 μm, también se puede utilizar el durómetro Rockwell para realizar pruebas.
Se deben utilizar diferentes durómetros para las pruebas de dureza según el tamaño de la pieza, el material base, el espesor del recubrimiento, el diámetro de la indentación y el tamaño de la carga.
Por tanto, el valor de dureza de la capa de cromo varía mucho.
La Tabla 2 muestra la prueba de dureza de la capa de cromo en diferentes tipos de ejes de pasador de cromo con una carga de 200 g (1,96 N) y un durómetro micro Vickers Sanfeng HM-200 de Japón.
Se puede observar en la tabla 2 que la diferencia máxima de dureza de los pasadores cromados de un mismo modelo es de 113,7 HV.
Tabla 2 Dureza del revestimiento del eje del pasador de cromo (HV)
| Modelo | Valor de detección | Valor medio | Diferencia | ||||
| A | 922.1 | 882.2 | 933.9 | 871,4 | 871.3 | 896.18 | 62,6 |
| B | 882.2 | 939,9 | 887,9 | 871.3 | 887,8 | 893,82 | 68,6 |
| W. | 882.3 | 876,7 | 876,7 | 887,8 | 850.2 | 874,74 | 37,6 |
| D | 845.0 | 810.0 | 781,8 | 781,8 | 772,7 | 798,26 | 72.3 |
| Y | 904.7 | 882.2 | 819,8 | 791.0 | 834,8 | 846.50 | 113,7 |
Actualmente, se sabe que la razón principal de la alta dureza de la capa de cromo es que se adsorbe una gran cantidad de hidrógeno en su superficie.
Por lo tanto, el eje del pasador debe tratarse térmicamente para eliminar el hidrógeno dentro de las 4 horas posteriores al cromado.
La demostración práctica muestra que la cantidad total de eliminación de hidrógeno es mayor cuando la temperatura se mantiene a 200 ℃ durante un tiempo adecuado.
Aunque la dureza se reduce ligeramente, la porosidad y la red de grietas del recubrimiento aumentarán, pero tiene poco impacto en el uso del eje del pasador de cromo.
3.3 Fuerza de unión de la capa de cromo
La fuerza de unión de la capa de cromo es una propiedad mecánica importante del recubrimiento.
Si la fuerza de unión es baja, será difícil lograr el propósito de la galvanoplastia incluso si las otras propiedades de la capa de cromo son buenas.
En la revisión GB/T 5270-2008 de los métodos de prueba para la resistencia de adhesión de recubrimientos metálicos electrodepositados y depositados químicamente sobre sustratos metálicos, se especifican los métodos de prueba para la resistencia de adhesión de recubrimientos metálicos electrodepositados y depositados químicamente sobre sustratos metálicos, pero la mayoría de ellos son medidas cualitativas.
En la actualidad, los métodos de detección comúnmente utilizados incluyen el método de rayado con agujas de acero, el método de flexión, el método de impacto y el método de muela abrasiva.
Debido a la alta dureza de la capa de cromo, el método de la muela se utiliza a menudo en la detección diaria.
Muele el eje del pasador cromado en la muela hasta que el eje del pasador quede expuesto a la base.
Si la capa de cromo no se desprende, se demuestra cualitativamente que la fuerza de unión de la capa de cromo es buena.
Zhang Chunhua et al. demostraron que la rugosidad de la superficie del sustrato tiene una gran influencia en la adhesión del recubrimiento.
Al disminuir la rugosidad de la superficie del sustrato, se mejora la fuerza de unión de la capa de cromo.
4. Conclusión
Debido a la particularidad del proceso de cromado, es fácil provocar que falle el eje del pasador de cromado.
Por lo tanto, es necesario controlar estrictamente los procesos relevantes y fortalecer la detección del eje del pasador de cromo para garantizar que la capa de cromo tenga buena resistencia a la corrosión, resistencia al desgaste y otras propiedades, y así reducir la aparición de problemas de calidad de la cadena.







