
La secuencia de corte adecuada se divide en dos partes: cortar el orificio interior del componente y cortar el borde del componente.
La secuencia de corte adecuada para los orificios de los componentes internos debe seguir el principio de cortar primero el interior y luego el exterior, comenzando con los orificios más pequeños antes que los más grandes, cortando los orificios redondos antes que los de forma irregular y comenzando con las formas más complejas antes que las más simples.

Dentro antes que fuera
Cuando hay varios orificios en los componentes del tablero, es recomendable comenzar cortando primero el orificio del medio y luego avanzar paso a paso hacia afuera. Esto ayuda a garantizar que el calor de corte se irradie uniformemente hacia afuera.
Pequeño antes que grande
Esto significa que cuando los tamaños de los orificios internos varían, se recomienda comenzar cortando primero los orificios más pequeños. Cortar agujeros más pequeños genera menos calor de corte, lo que resulta en un menor impacto térmico en la pieza de trabajo.
Primero el círculo y luego el cuadrado.
Al cortar agujeros circulares, la uniformidad del círculo permite una emisión externa de calor de corte relativamente equilibrada. Sin embargo, en el caso de agujeros cuadrados, el equilibrio de la emisión de calor de corte externo es notablemente insuficiente.
El estrés térmico que surge del calor de corte tiene un impacto significativo en el desplazamiento y la deformación de los componentes.
salto cruzado
Al cortar orificios densos, omitir cortes en lugar de hacerlo continuamente de manera secuencial puede ayudar a reducir el impacto de la tensión generada por el calor de corte en los componentes.
Complejo antes que simple
Al perforar agujeros de diferentes formas en el tablero, se recomienda comenzar con agujeros con una forma compleja y luego pasar a otros más simples.
Corte de perfiles y cantos
Selección del punto de corte inicial del perfil.
La selección del punto de partida para cortar el perfil está directamente relacionada con la secuencia de corte. Si las condiciones lo permiten, se debe preferir el corte en anillo cerrado. Esto significa que no debe haber aberturas cortadas en el borde restante del material.
En los casos en los que el espesor del material es grande y el borde del material no se puede cortar, se puede utilizar una línea de corte con función de control. Al restringir las líneas de corte con función de control, se limita la deformación del corte.
Las líneas de corte con función de control tienen una característica geométrica donde el extremo es más pequeño que el frente.
Cuando no hay borde, se deben tomar medidas para seleccionar la posición del punto de corte y la dirección de corte.
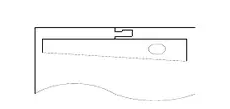
Figura 1
Fijación forzada
Los métodos de sujeción forzada, como el prensado con peso, se emplean habitualmente en el corte de perfiles para restringir el movimiento de componentes o materias primas.
En el corte NC, el método de límite de hierro de tope se utiliza generalmente para controlar el fenómeno de desplazamiento.
Corte simultáneo bilateral
Este método es adecuado para el corte simultáneo con gas de varias piezas en bruto estrechas y largas en una sola placa de acero. Es una forma eficaz de controlar la deformación por flexión durante el proceso de corte con gas.
Corte simultáneo bilateral
Este método es adecuado para cortar simultáneamente múltiples piezas en bruto estrechas y largas en una sola placa de acero mediante corte con gas. Es una forma eficaz de controlar la deformación por flexión durante el proceso de corte con gas.
Enfriamiento oportuno
El enfriamiento oportuno puede controlar eficazmente la deformación.
Cuando se utiliza el corte NC en una placa Q235 con un espesor de 6 mm, una longitud de 6 my un ancho de 50 mm, la aplicación de un método de enfriamiento por agua aproximadamente 50 mm detrás del espaciador puede reducir significativamente la deformación por flexión.
Es importante adoptar inmediatamente el método de enfriamiento con agua teniendo en cuenta la sensibilidad del acero cortado con gas al enfriamiento con agua para evitar grietas o estructuras endurecidas causadas por el riego excesivo.
Método de límite final
Al cortar tiras largas y estrechas de una placa de acero de forma manual o semiautomática, se recomienda crear orificios largos de (3-5) mm * (50-80) mm en ambos extremos de la línea de corte. Esta preparación ayudará a reducir la deformación por flexión de las piezas cortadas en tiras, lo que permitirá un corte más preciso a lo largo de la línea deseada.
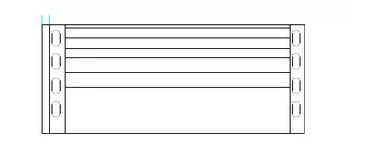
Figura 2
Colisión y abolladura
A medida que el espesor de la placa de corte por gas disminuye a 8 mm o menos, la contracción y deformación del filo se vuelve cada vez más pronunciada. Para minimizar el abultamiento o la depresión durante el proceso de corte, se pueden colocar objetos pesados sobre el tablero para suprimir y controlar estos efectos.
Rango de corte
El corte a intervalos implica dejar una longitud de 10 a 30 mm después de cortar una cierta longitud en el proceso de corte antes de realizar otro corte. Este método es muy eficaz para controlar el desplazamiento durante el corte.







