

Antes de la popularización de los láseres de varios kilovatios, el corte por láser era principalmente superior al corte por plasma para láminas delgadas de menos de 10 mm. Sin embargo, en el rango de espesor de 30 a 50 mm, el corte por plasma tenía una clara ventaja en términos de velocidad y el corte por láser no podía competir.
Con la aparición de los láseres de varios kilovatios y ahora la adopción generalizada de los láseres de 60 kW, el corte por láser se está expandiendo al ámbito del corte de láminas de metal de espesor medio y grueso. Durante este período, el mercado del corte por plasma ha experimentado una caída dramática y está siendo reemplazado gradualmente en ciertos escenarios de aplicación.
El rápido aumento de la cuota de mercado del corte por láser puede atribuirse a dos factores principales: la maduración de la tecnología láser de fibra de alta potencia y el rápido desarrollo de industrias manufactureras como la construcción de acero, la construcción naval, la aeroespacial y la energía nuclear, que tienen una demanda urgente de Corte eficiente y de alta calidad de placas gruesas.
En los últimos años, el entusiasmo por los láseres de varios kilovatios no ha disminuido, arrasando rápidamente en la industria del láser, aunque no sin escépticos, especialmente con respecto a las máquinas de corte por láser de 60 kW recientemente introducidas, que han sido objeto de mucho debate.
Sorprendentemente, en menos de seis meses, la demanda de máquinas de corte por láser de 60 kW superó la oferta. La industria de la construcción de acero ha recomprado repetidamente cortadoras láser de potencia ultraalta para sustituir el corte por plasma, lo que parece contradecir el escepticismo. La importancia de los láseres de potencia ultraalta para los procesos de corte de metales está lejos de ser común cuando se considera la sustitución de los procesos y escenarios de aplicación tradicionales.
Reemplazo del corte por plasma con láser
La sustitución del corte por plasma por la tecnología láser se está acelerando.
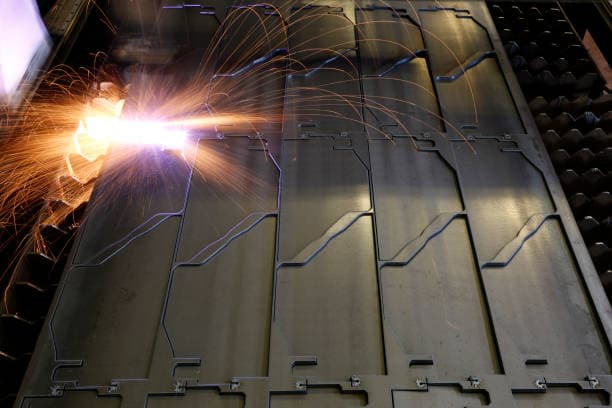
Incluso antes de la adopción generalizada del corte por láser, el corte por plasma era el proceso más maduro en metalurgia. Utilizó el calor de un arco de plasma de alta temperatura para fundir localmente el metal en el corte, y el impulso del plasma de alta velocidad se utilizó para expulsar el metal fundido, formando un corte. El corte por plasma era conocido por su calidad y costo razonables. En ese momento, el corte por plasma todavía se usaba ampliamente en los segmentos de placas delgadas y medianas debido a su rápida velocidad de corte y corte suave.
Sin embargo, con la aparición del corte por láser, comenzó a impactar en cierta medida el corte por plasma. En el sector del corte de chapa fina, los láseres de fibra de potencia de kilovatios tienen una ventaja absoluta sobre el corte por plasma en términos de calidad y eficiencia. Su alta precisión, corte estrecho, mínima zona afectada por el calor, bordes sin rebabas y alta velocidad de corte los han convertido en la opción preferida en este campo. Por el contrario, las desventajas del corte por plasma son cada vez más evidentes.
Para contrarrestar el impacto del corte por láser, los fabricantes de equipos han desarrollado máquinas de corte por plasma más refinadas para resolver problemas como superficies de corte rugosas y mala perpendicularidad. Al reducir el tamaño de la abertura de la boquilla, se crea un arco altamente comprimido, lo que aumenta significativamente la densidad de corriente para una mayor precisión de corte y acabado superficial. Sin embargo, el corte por plasma en el ámbito de las chapas finas aún no puede competir con el corte por láser en términos de eficiencia de procesamiento, precisión y respeto al medio ambiente.
A medida que aumentaba el espesor de los materiales procesados, el corte por láser a nivel de kilovatios también enfrentaba desafíos. En el segmento de chapas medianas y gruesas de 30-50 mm, la velocidad de corte del corte por láser fue significativamente menor que la de las máquinas de corte por plasma de precisión, que mantuvieron su posición en este dominio.
En 2020, la llegada de la tecnología de corte por láser de diez kilovatios inyectó nueva vida al procesamiento de metales, ayudando a la transformación y modernización de las industrias tradicionales. En ese momento, el corte por láser entró en la era de los diez kilovatios y comenzó una segunda ronda de desafíos contra el plasma, disputando ferozmente el vasto mercado del corte por plasma.
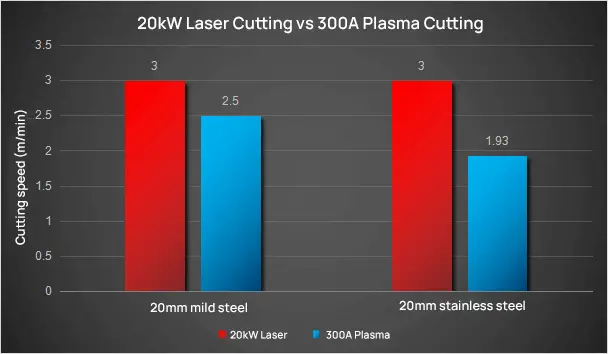
Para acero al carbono/acero inoxidable de hasta 20 mm de espesor, un sistema de corte por láser de 20 kW supera a una cortadora de plasma de 300 A. Sin embargo, el costo de compra inicial del corte por láser es significativamente mayor que el del corte por plasma, lo que deja a los usuarios indecisos entre las dos opciones. Todavía era demasiado pronto para hablar de un reemplazo completo.
En 2022, la adopción generalizada de la tecnología láser de 30 kW realmente ha comenzado a sacudir la posición dominante del corte por plasma, afectando especialmente al mercado de chapa metálica de espesor medio a grueso.

En 2023, el rápido avance de la tecnología nacional de láser de fibra de ultra alta potencia condujo a la aparición de láseres de 60 kW, que realmente rompieron las limitaciones del espesor de corte y una vez más desafiaron el corte por plasma.
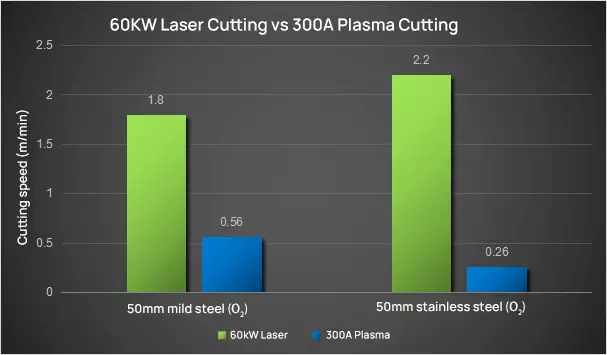
En términos de eficiencia y calidad de corte, el corte por láser de 60 kW ahora tiene la capacidad de reemplazar completamente el corte por plasma. Actualmente, el corte por láser y el corte por plasma son equivalentes en términos de beneficios económicos generales y cada uno domina la mitad del mercado. El corte por láser de potencia ultraalta revela una perspectiva de aplicación extremadamente amplia.
Corte por láser de fibra versus corte por plasma
En los últimos años, la demanda de aplicaciones de corte por láser ha mostrado signos de rápido crecimiento debido a la mejora de la demanda de las industrias transformadoras y la disminución del costo de los láseres de alta potencia.
Sin embargo, el corte por plasma puede ser propenso a producir deformaciones significativas al cortar láminas de metal de menos de 6 mm y tiene altos requisitos de precisión de corte.
Por otro lado, el corte por láser tiene claras ventajas de proceso, especialmente para materiales con altos puntos de fusión, aleaciones resistentes al calor, aleaciones superduras, materiales semiconductores, materiales no metálicos y materiales compuestos.
1. Comparación entre corte por láser de fibra y corte por plasma
| corte por láser de fibra | corte por plasma | |
| Principio | Se emplea un rayo láser de alta densidad de potencia para escanear la superficie del material, calentándolo rápidamente a temperaturas que oscilan entre miles y decenas de miles de grados Celsius.
Esto hace que el material se derrita o se vaporice, y luego el material derretido o vaporizado se retira de la grieta con un gas a alta presión. |
Con oxígeno o nitrógeno como gas de trabajo, un arco de plasma de alta temperatura y alta velocidad sirve como fuente de calor, derritiendo localmente el metal que se está cortando.
Luego, el metal fundido se elimina mediante un flujo de aire de alta velocidad, formando una rendija estrecha. |
| Material | Materiales metálicos, materiales metálicos especiales y materiales no metálicos. | Acero al carbono, acero inoxidable, aluminio, cobre, hierro fundido y otros materiales metálicos |
| Espesor de corte | Placa de espesor medio | Plato medio fino |
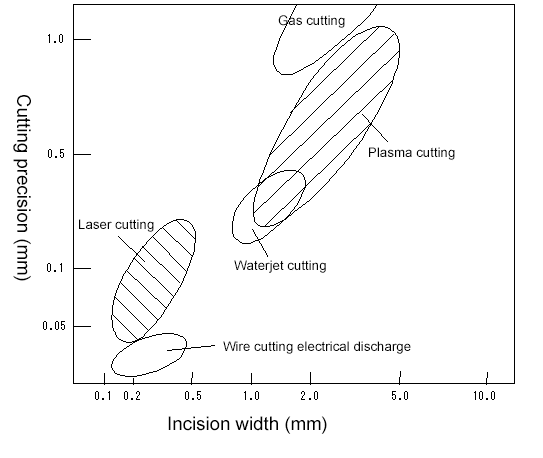
| Precisión de corte | Acabado de mecanizado (dentro de 0,2 mm) | Mecanizado en desbaste (dentro de 1 mm) |
| Ancho de hendidura | Muy pequeño (0,2 ~ 0,3 mm) | Pequeño |
| Zona afectada por el calor | Muy pequeño (ancho 0,1 mm) | Pequeño |
| Deformación de la placa | Muy pequeño | Pequeño |
Al reemplazar algunas funciones de punzonado con corte por láser, puede ser necesario comprar una plegadora para completar el proceso de plegado posterior.
Esta es una consideración común para los clientes al comprar una máquina de corte por láser.

2. Ventajas del corte por láser de fibra frente al corte por plasma
| Artículo | corte por láser de fibra | corte por plasma | Ventajas del láser de fibra |
| Precisión de posicionamiento | 0,14 mm | 0,4 mm | Alta precisión |
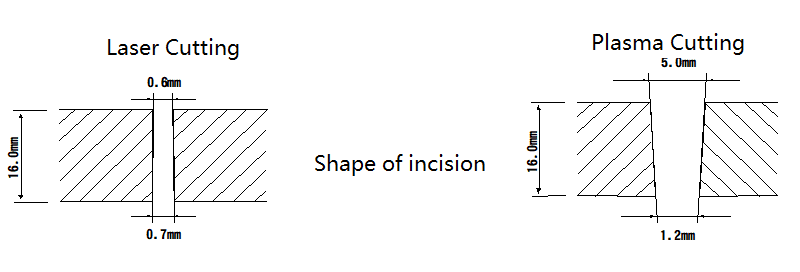
| Perpendicularidad de la sección | 0,2 mm (40 mm) | 5 mm (40 mm) | No se requiere acabado |
| Ancho de hendidura | 0,2-1,5 mm | 2-5 mm | Guardar materiales |
| Borde reservado y borde común | 3-4mm | 10mm | Guardar materiales |
| Zona afectada por el calor | 0,1-0,4 mm | 0,5-2,0 mm | Pequeña deformación |
| Calidad de la sección | Excelente, menos escoria colgando. | Normal | No requiere molienda |
| Velocidad de corte (dentro de 20 mm) | Muy rapido | Normal | Alta eficiencia de producción |
| Cortar un pequeño agujero | Relación de profundidad del diámetro: 10-20% | No puedo cortar el agujero | Guarde el simulacro y transfiera |
| biselado | biselado | Generalmente no | Ahorro de biseladora |
| Ambiente de trabajo | Limpiar | El humo llenó la casa | Protección de la salud y el medio ambiente |
3. Corte por láser de alta potencia sobre corte por plasma
La creciente popularidad de los láseres de alta potencia ha permitido que los equipos de corte por láser superen el límite de espesor.
Anteriormente, el volumen de ventas de láseres de alta potencia era muy bajo y la aplicación del corte por láser estuvo restringida por el espesor durante mucho tiempo.
Tradicionalmente, se creía que el corte por llama tenía la gama más amplia de espesores de lámina, siendo adecuado para procesar láminas gruesas y extragruesas con bajos requisitos de precisión y con ventajas obvias de velocidad para láminas de más de 50 mm.
El corte por plasma, por otro lado, tiene una evidente ventaja de velocidad en el rango de 30-50 mm, pero no es adecuado para láminas extremadamente delgadas (<2 mm).
Por otro lado, el corte por láser, que utiliza principalmente láseres de nivel de kilovatios, tiene ventajas obvias en cuanto a velocidad y precisión para láminas de menos de 10 mm.
En los últimos años, con la creciente popularidad de los láseres de alta potencia, los equipos de corte por láser se han infiltrado lentamente en el mercado de corte de placas de espesor medio.
Se incluyen el espesor de corte límite y el espesor de corte ideal para una máquina de corte láser de 20 kW (mm).

El aumento de la potencia da como resultado un mayor espesor de corte y eficiencia del equipo.
Según las estadísticas, la máquina de corte por láser de 20 kW logró un espesor de corte ideal de 50 mm para acero al carbono y 40 mm para acero inoxidable.
Las láminas de acero generalmente se clasifican en láminas delgadas (<4 mm), láminas medianas (4-20 mm), láminas gruesas (20-60 mm) y láminas extra gruesas (>60 mm) según su espesor.
Con una potencia de corte de 10.000 vatios, el equipo de corte por láser ahora puede cortar placas medianas y la mayoría de las placas gruesas, ampliando sus aplicaciones al campo de las placas medianas.
Además, los láseres de alta potencia también dan como resultado una mayor eficiencia de corte.
Por ejemplo, la eficiencia de corte de una máquina de corte por láser de 30.000 vatios en una placa de acero dulce de 50 mm se puede aumentar en un 88% en comparación con una máquina de 20.000 vatios.
Ventajas del corte por láser de fibra de alta potencia frente al corte por plasma
| Espesor | 15kW (m/min) |
20kW (m/min) |
30kW (m/min) |
Mejora de la eficiencia (30 kW sobre 20 kW) |
| 8 | 11 | 15 | 22 | 47% |
| 10 | 8 | 11 | 17 | 55% |
| 14 | 5 | 6 | 7.5 | 25% |
| 20 | 1.5 | 2.5 | 4.5 | 80% |
| 30 | 0,9 | 1.2 | 1.6 | 33% |
| 40 | 0,35 | 0,6 | 1 | 67% |
| 50 | 0,2 | 0,4 | 0,75 | 88% |

4. Costo del corte por láser de fibra versus costo del corte por plasma
En el campo del corte de láminas de espesor medio, el coste del corte por láser es significativamente menor que el del corte por plasma.
El corte por plasma es uno de los principales métodos utilizados en el área de placas gruesas, sin embargo, el costo del corte por láser es menor por dos motivos:
- Los requisitos de personal y equipo de corte por láser son mínimos, lo que reduce los costos fijos generales.
- El corte por láser es más eficiente en términos de productividad.
Por ejemplo, al cortar una placa de acero al carbono de 30 mm de espesor, el costo operativo por metro para el corte por láser de 12 kW, el corte por láser de 20 kW y el corte por plasma de 300 A es de 3,05 yuanes/metro, 1,32 yuanes/metro y 3,13 yuanes/metro respectivamente.
El método de corte por láser de 20 kW ahorra un 57,8 % en costes operativos en comparación con el método de corte por plasma de 300 A, lo que proporciona una importante ventaja de costes.
Comparación de costos entre corte por láser y corte por plasma
| Costo del producto | Corte por láser (12KW) | Corte por láser (20kW) | Corte por plasma (300A) |
| Partes vulnerables del equipo (yuanes/hora) | 5 | 5 | 70 (electrodo, boquilla, anillo de vórtice, etc.) |
| Consumo de oxigeno (yuanes/hora) |
60 | 80 | 80 |
| Partes vulnerables del equipo (yuanes/hora) | 10 (grosor de la placa > 20 mm) | 10 (grosor de la placa > 20 mm) | 12 |
| Manipulación (1 persona) + pulido (2 personas) |
0 | 0 | 60 |
| Costo fijo (yuanes/hora) |
0 | 0 | 60 |
| Perforación/posicionamiento/transferencia (3 personas + equipo) |
65(75) | 85(95) | 282 |
| Velocidad cortante (acero al carbono de 14 mm) |
4 m/min | 6 m/min | 3,4 m/min |
| Costo operativo por metro | 65/60/4 m = 0,27 yuanes/m | 85/60/6 m = 0,24 yuanes/m | 282/60 / 3,4 m = 1,38 yuanes/m |
| Velocidad cortante (acero al carbono de 30 mm) |
0,41 m/min | 1,2 m/min | 1,5 m/min |
| Costo operativo por metro | 75/60 / 0,41 m = 3,05 yuanes/m | 95/60 / 1,2 m = 1,32 yuanes/m | 282/60 / 1,5 m = 3,13 yuanes/m |
Máquina de corte por láser versus máquina de corte por plasma

Según nuestra experiencia pasada, la comparación entre máquinas de corte por láser y máquinas de corte por plasma es la siguiente:
Las máquinas de corte por láser no causan ningún daño a la pieza de trabajo, mientras que las máquinas de corte por plasma pueden provocar algún daño a la chapa, especialmente si la antorcha o la boquilla de la máquina de corte por plasma encuentran problemas durante el proceso de corte.
El rayo láser se enfoca en puntos pequeños, lo que da como resultado una ranura de corte estrecha para la máquina de corte por láser. Por el contrario, la ranura de corte de la máquina de corte por plasma es ligeramente más ancha.
Las máquinas de corte por láser tienen una velocidad de corte más rápida, siendo algunas máquinas capaces de alcanzar velocidades de hasta 10 metros por minuto en comparación con las máquinas de corte por plasma.
La superficie de corte producida por las máquinas de corte por láser es lisa y sin rebabas, lo que da como resultado cortes de alta calidad.
También es un proceso de corte sin contacto.
El área afectada por el calor es mínima y casi no hay deformación térmica de la pieza, lo que elimina la necesidad de un procesamiento secundario y evita bordes doblados.
Sin embargo, las máquinas de corte por láser tienen un espesor de placa limitado y un mayor costo de procesamiento.
Por otro lado, las máquinas de corte por plasma pueden cortar una amplia gama de chapas de acero, desde 6mm hasta 40mm, con diferentes modelos y potencias.
Tienen un costo de procesamiento menor y requieren menos habilidad del operador en comparación con las máquinas de corte por láser.
La máquina de corte por láser tiene una alta precisión con una precisión de posicionamiento de 0,05 mm y una precisión de reposicionamiento de 0,02 mm, pero requiere un entorno de trabajo estricto.
Por otro lado, aunque las máquinas de corte por plasma pueden no tener el mismo nivel de precisión que las máquinas de corte por láser, requieren poco entorno de trabajo y movilidad, así como una amplia gama de capacidades de corte.
1. Ventajas de una máquina de corte por láser
- Alta precisión de corte: la máquina de corte por láser es altamente precisa, con una precisión de corte de 0,05 mm y una precisión de reposicionamiento de 0,02 mm.
- Velocidad rápida: La velocidad de corte de la máquina de corte por láser puede alcanzar los 10 m/min, lo que la hace mucho más rápida que el corte por plasma.
- Mínima deformación de la lámina: El área de corte afectada por el calor es pequeña y casi no hay deformación térmica de la pieza. Esto significa que el filo es liso y sin rebabas.
Estas ventajas hacen que la máquina de corte por láser sea adecuada para cortar piezas con formas complicadas y requisitos de alta precisión.
Sin embargo, el espesor de corte es limitado y normalmente sólo se utiliza para cortar tablas de menos de 8 mm de espesor.
2. Ventajas de una máquina de corte por plasma:
- Amplio rango de corte: el corte por plasma puede cortar todas las placas de metal.
- Velocidad rápida y alta eficiencia: el corte por plasma es rápido y eficiente.
- Mejor precisión y finura que el oxicorte NC: el corte por plasma tiene mayor precisión y finura que el oxicorte NC.
La desventaja del corte por plasma es que resulta difícil cortar láminas gruesas, especialmente láminas de más de 20 mm.
Para cortar estas láminas de mayor espesor se requiere mayor potencia de plasma, lo que encarece el coste del equipo.
1. Tabla comparativa de corte por láser y corte por plasma.
| Corte por láser (láser de CO2 de 4kW) | Corte por plasma (plasma O2 230A) | ||
|---|---|---|---|
| Materiales cortables | Metal: acero al carbono, acero de baja aleación, acero inoxidable, acero de alta aleación, aluminio, aleación de cobre, etc.
No metales: cerámica, plástico, caucho, madera, cuero, tela, papel, película, etc. |
Aceros de alta aleación como acero al carbono, acero de baja aleación y acero inoxidable.
No se pueden procesar otros materiales no metálicos de alta viscosidad (caucho, películas, etc.), materiales quebradizos (cerámica, vidrio, etc.). |
|
| Grosor máximo de corte | 25 mm (acero dulce) | 150 mm (ss, ms) | |
| Velocidad cortante (mm/min) |
Grosor <1 | >10.000 | no puedo cortar |
| dos | 7.000 | no puedo cortar | |
| 6 | 3.000 | 3.700 | |
| 12 | 1.800 | 2.700 | |
| 25 | 500 | 1.200 | |
| 50 | no puedo cortar | 250 | |
| > 100 | no puedo cortar | – | |
| Ancho de ranura | Angosto | Demasiado amplia | |
| Aproximadamente 0,6 mm para cortar acero dulce de 16 mm | Aproximadamente 0,5 mm para cortar acero dulce de 16 mm | ||
| Precisión del tamaño de corte (deformación de corte) | Muy bien | Normal | |
| Error ±0,15 mm | Error 0,5~1 mm | ||
| Ventaja | ・Capaz de mecanizado de alta precisión. | ·Portátil | |
| ・Hay muy poca deformación térmica. | ・Corte de alta velocidad con bajo costo | ||
| Desventaja | ・El tiempo necesario para perforar los agujeros aumenta significativamente a medida que aumenta el espesor de la placa.
・La calidad de la superficie procesada depende del estado de la superficie del material. ・Las variaciones en la composición del material pueden afectar la calidad de la superficie de corte. |
・El electrodo y la boquilla tienen una vida útil corta y requieren dos cambios por día.
・El corte tiene un ancho amplio y una deformación significativa. ・El ancho y la forma del corte pueden cambiar debido al desgaste de la boquilla y el electrodo. ・El proceso de corte genera un ruido fuerte. ・Se produce una gran cantidad de polvo. ・Los orificios tienen un diámetro grande (desde φ12 mm hasta φ16 mm). ・Es difícil cortar materiales magnetizados. |
|
dos . La comparación de ranuras de corte para corte por láser y corte por plasma.
3. Vida útil de los consumibles de plasma de oxígeno.
| Método de corte | Tipo de electrodo | Procesamiento de electrodos. | Vida del electrodo | Vida útil de la boquilla |
|---|---|---|---|---|
| Corte por plasma de oxígeno. | Tipo S | Desarrollado temprano | 60 minutos | 45 minutos |
| Tipo F | Insertar versión modificada | 120 minutos | 60 minutos | |
| Tipo LL | Inserción de metales especiales. | 180 minutos | 60 minutos | |
| Corte por plasma de oxígeno con agua añadida | Similar al tipo F | Insertar la versión modificada | 120 minutos | 150 minutos |
1 ciclo de apertura/cierre de arco, comparación de longevidad de prueba de resistencia de 1 minuto (valor de corriente de corte: 250 A)
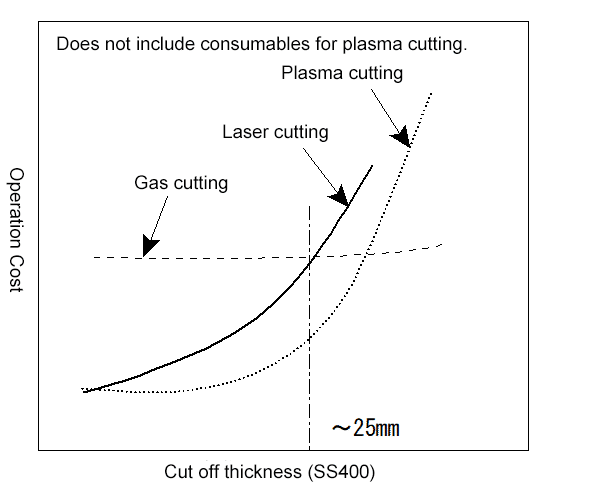
4 . La relación entre el espesor del tablero y el costo.
5 . El ancho de la incisión y la precisión de corte de varios métodos de corte.
6 . Condiciones de corte de varios métodos de corte.

Principio de funcionamiento del corte por plasma y láser.
1. Principio de funcionamiento de la máquina de corte por plasma.

Un método de procesamiento que utiliza calor de arco de plasma a alta temperatura, utilizando oxígeno o nitrógeno como gas de trabajo, para fundir y vaporizar la incisión de una pieza metálica.
Luego se utiliza el impulso del flujo de plasma de alta velocidad para eliminar el metal fundido, lo que da como resultado la formación de una ranura.
Vea también:
- Máquina cortadora por plasma: la guía definitiva
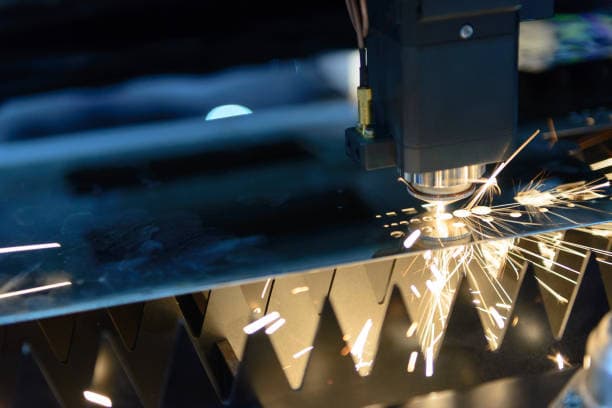
2. Principio de funcionamiento de la máquina de corte por láser.

El láser generado por el dispositivo láser se transmite a través de una serie de espejos y se enfoca en la superficie de la pieza mediante una lente de enfoque, lo que hace que el punto caliente de la pieza se derrita o se vaporice y forme una grieta.
Simultáneamente, se utiliza gas auxiliar en el proceso de corte para eliminar la escoria de la grieta, logrando finalmente el objetivo del procesamiento.
Aplicación de corte por plasma y láser.
El corte por plasma es adecuado para cortar todo tipo de materiales metálicos y se utiliza principalmente para cortar láminas de espesor medio. Las ventajas del corte por plasma incluyen una velocidad de corte rápida, ranuras de corte estrechas, áreas pequeñas afectadas por el calor, deformación mínima y bajos costos operativos.
Sin embargo, una desventaja es que provoca un ángulo de 0,5 a 1,5 grados en la sección transversal vertical y el endurecimiento de la incisión.
El corte por láser, por otro lado, se utiliza principalmente para cortar láminas de espesor medio y tiene una amplia gama de materiales de corte, incluidos metales, no metales, cerámica, vidrio, etc.
Debido a la alta dirección, brillo e intensidad del láser, tiene una alta velocidad de corte, alta precisión de mecanizado y costuras de corte estrechas que no requieren ningún procesamiento adicional.
En conclusión, en cuanto al corte de materiales, el corte por láser tiene un abanico de opciones más amplio que el corte por plasma. Para cortar láminas finas, el corte por láser tiene una ventaja más clara.
Sin embargo, en términos de coste, el corte por plasma es mucho más económico que el corte por láser.
Ventajas y desventajas del corte por plasma y láser.
1. Ventajas y desventajas del corte por láser
En comparación con los métodos de corte tradicionales, una máquina de corte por láser tiene varias ventajas notables:
- Filos de corte estrechos, que permiten realizar soldaduras directas sin esmerilar la superficie de corte.
- Alta velocidad de corte: puede alcanzar 10 m/min para láminas finas, lo que es más rápido que el corte por plasma.
- Excelente calidad de corte: mínima deformación, baja rugosidad superficial y borde recto y limpio.
- Alta precisión: con precisión de posicionamiento de 0,05 mm y precisión de reposicionamiento de 0,02 mm.
- Amplia gama de materiales de corte: además de metal, también puede cortar madera, plástico, caucho, PVC, cuero, textiles y vidrio orgánico.
Sin embargo, también existen algunas desventajas del corte por láser:
- Alto coste: tanto la inversión inicial como el mantenimiento continuo son más caros.
- Actualmente, el corte por láser resulta más económico para chapas finas. Sin embargo, al cortar placas gruesas, la eficiencia es baja y no se recomienda a menos que los requisitos de calidad sean altos.
2. Ventajas y desventajas del corte por plasma

El corte por plasma también tiene sus ventajas y desventajas:
Beneficios :
En el proceso de corte de láminas de espesor medio, el corte por plasma puede alcanzar una alta velocidad de corte, que es mucho mayor que la velocidad del corte por láser y oxicorte.
Además, la inversión inicial en equipos es menor en comparación con el corte por láser y el coste de mantenimiento también es significativamente menor.
Desventajas :
Las desventajas del corte por plasma incluyen:
- Mala perpendicularidad de la superficie de corte, lo que provoca un filo de corte oblicuo importante en el lateral.
- Genera más escoria de corte que es necesario eliminar mediante rectificado, lo que aumenta los costes laborales.
- Emite polvo nocivo y luz de arco durante el proceso de corte. Sin embargo, el corte por plasma bajo el agua puede mitigar este problema.
- Alto consumo de boquillas de corte a largo plazo, lo que se traduce en costes elevados.
Conclusión
En la información anterior, proporcionamos una descripción general del corte por láser y el corte por plasma desde varias perspectivas.
Al leer este artículo, esperamos que tenga una comprensión más profunda de estos dos métodos de corte de chapa.
La decisión de utilizar una máquina de corte por plasma o una máquina de corte por láser depende en última instancia de los objetivos de producción, los factores de costo y los requisitos de precisión.
Si aún no estás seguro, contáctanos y deja que nuestros expertos te ayuden a tomar una decisión.







